تواصل مع BBP
Submersible Slurry Pump: The Complete Engineering Guide for Dewatering, Mining, and Dredging Applications
A submersible slurry pump is the backbone behind every mine sump that clears itself between shifts, every river dredging barge that keeps the settled sand off its bed, every sewage lift station that refuses to clog. And it is the least-badly-chosen pump family;because the compound name conceals two fundamental engineering challenges, and most handbooks address only one of those.
This guide deals with the second challenge. Below is an engineer’s primer: what makes a pump submersible slurry, how hydraulics are wonked in an abrasive liquid, how to appropriately size a pump for your duty point, how the wearlayers compare, what fails in the field, and how this pump family becomes the best fit across mining, dredging, sewage, and construction.
Quick Specs — Submersible Slurry Pump Envelope
| Flow range (typical industry span) | 50 – 8,000 GPM |
| Head range (typical) | 10 – 200+ ft |
| Motor sizes | ³ – 500 kW (up to 1,500 kW in heavy mining) |
| Solids handling capability | Up to 70% by weight in heavy-duty models |
| Ma× particle size | Typically 1 – 4.5 inches (25 – 115 mm) |
| Impeller materials | High-chrome white iron (ASTM A532), rubber-lined, ceramic composites |
| Motor insulation | Class H (180°C) per NEMA MG1 1.66 |
What Makes a Pump “Submersible Slurry” — And Why the Words Matter
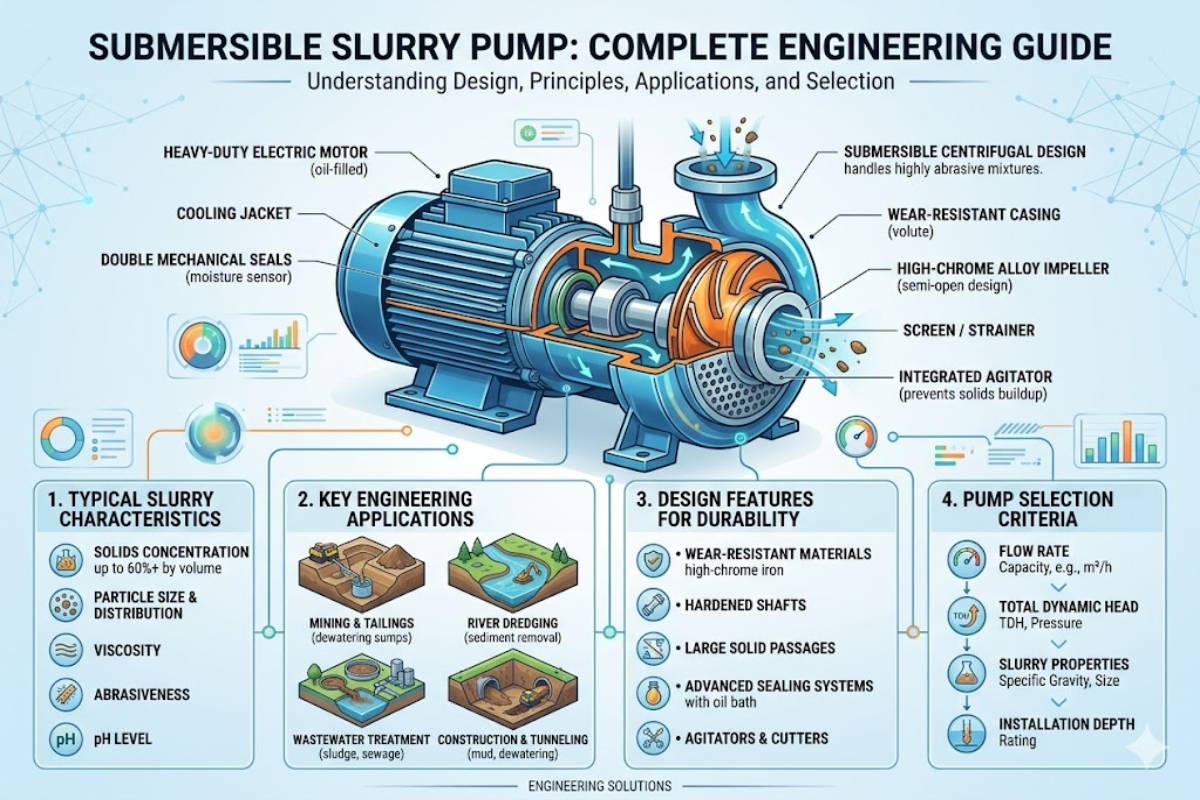
Submersible pumps are designed with their motor sealed inside a watertight housing, immersed in the liquid they move. Slurry pumps are engineered to move abrasive solids suspended in liquid without grinding themselves apart. A submersible slurry pump is the rare design that solves both problems in one body: immersed operation plus a wet end built to survive solids.
Confusion that costs operators money comes from treating a submersible dewatering pump (built for clear or lightly contaminated water) as if it were a slurry pump. Dewatering submersibles run closed-vane impellers and tight clearances; feed them 20% solids and the impeller vanes erode through in weeks. True submersible slurry designs use semi-open impellers with oversized clearances, abrasion-resistant metallurgy, and often a pre-suction agitator to keep solids in suspension rather than letting them pack under the pump intake.
📐 Engineering Note
Submersible slurry pumps typically carry an IP68 ingress protection rating and a standard submergence depth rating of 20 m (heavy-duty models extend to 50 m). A watertight motor housing uses a double mechanical seal arrangement with an oil-filled seal chamber between the wet end and the motor cavity — the oil acts as a sacrificial barrier; if the primary seal fails, oil contamination appears before water reaches the motor windings.
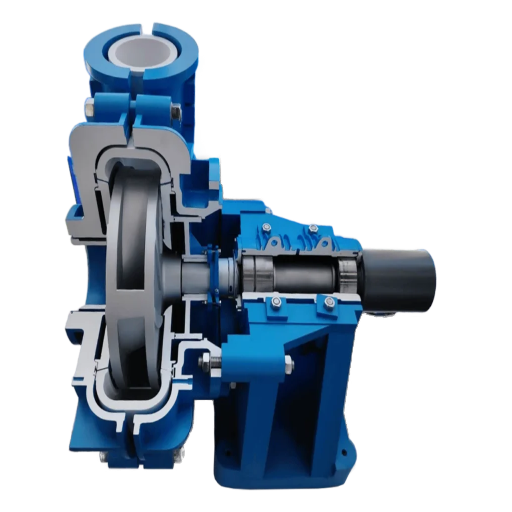
Inside the Pump — Key Components and What Each One Does
Eight components do most of the work, and most of the failures. Understanding what each component is responsible for, enables every other decision – choice, preventative maintenance, diagnostics – to be far more straightforward.
| Component | Job | Primary Failure Mode |
|---|---|---|
| Motor & stator housing | Provides torque; sealed against water ingress | Insulation breakdown from overheat or moisture |
| Double mechanical seal | Keeps pumped media out of motor cavity | Seal face wear from abrasive slurry; dry-run damage |
| Oil chamber | Lubricates seal faces; acts as leak indicator | Oil contamination signals seal compromise |
| Drive shaft | Transmits torque from motor to impeller | Deflection from unbalanced impeller wear |
| Bearings | Support shaft; absorb radial and a×ial loads | Loss of lubrication through oil chamber contamination |
| Impeller (semi-open preferred) | Imparts kinetic energy to the slurry | Vane wear-through; tip erosion |
| Wear plate / suction liner | Sacrificial barrier between impeller and volute | Gradual material loss from particle impact |
| Agitator (optional) | Re-suspends settled solids at pump intake | Blade wear in high-solids service |
Relative importance of these failure modes varies sharply by application. In open-pit mine dewatering, mechanical seal integrity drives most of the reliability outcome — abrasive fines attack the seal faces first. In sewage sludge transfer, impeller choke from stringy material is the failure mode that matters more. A 2025 systematic review published through PMC on proactive maintenance of mining pump systems found that reliability strategies built around real failure data substantially outperform calendar-based preventive maintenance — a finding that only matters if your organization actually logs failure modes, rather than reporting “the pump died.”
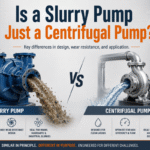
How a Submersible Slurry Pump Actually Moves Slurry — The Hydraulic Mechanism

A submersible slurry pump is a centrifugal pump at its core. Its motor spins the impeller at rated RPM; the impeller’s rotating vanes transfer kinetic energy to the fluid at the suction eye; fluid accelerates radially outward into the volute; volute geometry converts kinetic energy to static pressure; pressurized slurry exits through the discharge. That physics is identical to a clear-water centrifugal pump. What changes for slurry is every design decision downstream of the physics.
Clear-water centrifugal pumps chase efficiency as the primary design goal. A well-designed clear-water pump at Best Efficiency Point (BEP) runs 75 – 85% hydraulic efficiency. Slurry pumps do not place efficiency first; wear life in the presence of abrasive solids drives the core design, and efficiency follows as a secondary constraint. ANSI/HI 12.1-12.6 from the Hydraulic Institute codifies the correction factors — the published clear-water performance curve for a given pump must be de-rated for head and efficiency when the medium is slurry, with correction magnitude depending on particle size, specific gravity, and solids concentration.
Three implications follow directly from devoting efficiency a secondary consideration. First, impellers are semi-open (no front shroud) or open (no front or back shroud) rather than closed – solids pass freely between shroud and casing without lodging. Second, effective vane number is reduced (often 2-4 vanes vs 5-7; wider passages clear passage for larger particles). Third, clearance between impeller and wear plate is e×cessive – the pump tolerates lower static efficiency in exchange for tolerance to abrasion and erosion.
📐 Engineering Note
More severe NPSH margin is required; a general rule of thumb for slurry pump operating choices: use NPSHa 1.5x NPSHr at the design point. The IIETA survey of pumps and cavitation damage shows that damage accelerates dangerously when NPSHa drops below 1.3xNPSHr; the partial gas in slurry entrains to increase the effective NPSHr when acceleration occurs. Transients can be every bit as demanding in slurry service; do not economize there.
Selecting a Submersible Slurry Pump — The Duty-Point Framework
Submersible slurry pump selection boils down to five numbers. Misstate any of them and the pump either labors needlessly or dies prematurely. Collect these before the first quotation request.
- ✔
Flow rate (GPM or m³/h) — what volume of slurry needs to move per unit time at steady state
- ✔
Total Dynamic Head (TDH, ft or m) — static lift plus friction losses in the discharge piping plus required delivery pressure
- ✔
Solids concentration (% by weight) — drives de-rating and material selection; 5% is light, 25% is typical mining, 60%+ is thickened tailings
- ✔
Particle size distribution (d50 median in mm) — dictates impeller passage width and wear rate
- ✔
Specific gravity (SG) — density relative to water; drives power requirement and affects NPSHr
Worked Example — Mine Sump Dewatering
A hypothetical daily mine sump dewatering duty might be: 2,000 GPM at 120 ft total dynamic head, with 25% solids, 2 mm d50 solid specific gravity 1.18. This duty point falls into the 150-250 HP 1450-1800 RPM 4-inch discharge range, with semi-open high-chrome impeller, double mechanical seal, and 4-inch discharge. Power demand tracks roughly as (flow head specific gravity efficiency); for this duty, pump shaft power classifies at roughly 200 HP, field efficiency at 18% lower than water, de-rated in accordance with ANSI/HI 12.1.
For a full model catalog matched against worked duty points across mining, dredging, and sewage loops, see BBP’s submersible slurry pump range with QSZ series specifications — useful both as a reference for how the numbers in this example translate to real product selections and for side-by-side duty comparison against other manufacturers’ offerings.
Material Science — Why High-Chrome, Rubber, and Ceramic Each Win Different Duties

Wear in a slurry pump is not one phenomenon; it is three. Sliding abrasion — fine particles dragging along metal surfaces — dominates in fine-solid low-velocity service. Impact abrasion — larger particles striking at velocity — dominates in coarse-solid service. Erosion-corrosion — combined mechanical wear and chemical attack — dominates when slurry pH strays from neutral. Matching the material to the wear mode is the single biggest lever on service life.
| Material Family | Typical Hardness | Best-Fit Wear Mode | Weakness |
|---|---|---|---|
| High-chrome white iron (ASTM A532 Class III) | 55 – 66 HRC | Fine abrasive, sliding wear | Brittle; impact loading can crack the casting |
| Natural rubber / polyurethane lining | 65 – 85 Shore A | Coarse particles, impact wear, corrosive slurry | Temperature limit (~70°C), not for sharp angular solids |
| Ceramic composites / SiC | ~2000 HV (Vickers, not HRC) | Very fine abrasive, high temperature | Very brittle; limited size parts |
| Austenitic manganese steel | ~50 HRC work-hardened | Heavy impact, large solids (dredge duty) | Low resistance to fine-particle sliding wear |
ASTM’s A532 specification covers the abrasion-resistant cast irons — the high-chrome family that most heavy-duty slurry pump wet ends are built from. Class III Type A (27% chromium + molybdenum) is the workhorse grade for slurry service; heat treatment to the hardened condition pushes hardness into the 58 – 63 HRC range common in published manufacturer literature, with the full ASTM-allowed envelope running 55 – 66 HRC depending on section thickness and heat-treatment cycle.
Failure Modes in the Field — What Breaks and How to Catch It Early

Five failure modes account for the majority of submersible slurry pump field callouts. Each one has a characteristic early-warning signature that shows up well before catastrophic failure. Miss the warning, and a $4,000 seal replacement turns into a $45,000 pump rebuild plus lost production.
1. Mechanical Seal Leakage
Primary seal face wears against the counter-face under abrasive slurry attack. Early warning: oil chamber contamination, detectable by oil sampling at scheduled intervals. Oil darkens and develops a milky appearance as water ingress begins. Catching this at the oil-sample stage lets you swap the seal cartridge on planned downtime; missing it means water reaches the motor windings.
2. Impeller Wear-Through
Vane tips erode first, then the leading edges, then the vane through-thickness. Early warning: vibration increase at running speed. An impeller becomes progressively unbalanced as material is removed asymmetrically. Vibration analysis picks this up before audible vibration starts — by the time an operator hears it, wear plates have usually lost 30 – 40% of thickness.
3. Motor Winding Burnout
Occurs from either thermal overload (running against a closed discharge, cavitation, or inadequate cooling) or insulation degradation from moisture ingress. Class H insulation is rated 180°C per NEMA MG1 1.66; exceed that repeatedly and winding life collapses. Early warning: motor current creep during steady-state operation, temperature sensor readings trending upward.
4. Bearing Collapse
Oil-lubricated bearings fail when lubrication is compromised — typically from oil-chamber contamination through a seal that was already leaking. Once water gets into the oil, bearing life drops from thousands of hours to tens of hours. Early warning: oil sampling (shared with mechanical seal diagnostics) and vibration signature changes at bearing characteristic frequencies.
5. Cavitation Pitting
Caused by NPSHa dropping below NPSHr; vapor bubbles form at the impeller eye and collapse on the vane surfaces. Research summarized in the PMC review on slurry erosion and cavitation in pumps identifies cavitation as a leading contributor to service-life reduction in centrifugal pumps operating near their suction limit. Early warning: characteristic crackling sound (if audible), pump noise increase, and capacity loss. Fix the suction condition — do not compensate by running slower.
⚠️ Important: Dry-Run Failure
Running a submersible slurry pump dry with no dry-run-rated motor causes class H insulation temperature to rise in seconds. The motor cavity that normally dissipates heat into the surrounding fluid can no longer rid itself of heat into the air. Operators who have experienced dry-run failures often describe them as ‘the pump just stopped’ – by then, the insulation has failed once the thermal overload amps the pump out. For service where sump level may fall, always install low-level float switches or dry-run-rated motors.
Where Submersible Slurry Pumps Earn Their Place — Mining, Dredging, Sewage, Construction
Four separate application drivers dominate the submersible slurry pump industry, and each one has its own physics-constraint that determines pump design:
Mining dewatering. Open-pit and underground mines generate groundwater inflow that must be removed continuously to keep the pit or workings operable. Submersible slurry pumps sit at the sump, immersed, pumping sediment-laden water to surface collection ponds. Choosing submersible over staged horizontal pumps hinges on NPSHa economics: a horizontal pump at grade would need long suction piping with high friction and a fragile NPSHa budget; a submersible at the sump has effectively unlimited NPSHa. The Global Market Insights mining pump market analysis values the broader mining pump segment at USD 7.1 billion in 2024, growing at a 4.9% CAGR through 2034 — a growth curve tracking the reopening of older deposits where dewatering load is high.
Hydraulic dredging. River bed, lake, and harbor dredging uses agitator-equipped submersible slurry pumps mounted on swing arms or cutter heads. An agitator re-suspends bed material so the pump can carry it; without agitation, the pump only transports the overlying water. Design-critical parameter: solids concentration and particle size both vary wildly across a single shift, so the pump has to handle a duty envelope rather than a single point.
Municipal sewage sludge transfer. Thickened sludge is fed to digesters from the CDA/HDLS. Sludge from clarifiers must be further processed by pumps in addition to sludge handling pumps. Unique to slurry applications: standard sewage grinder pump handles 2 4% solids; a slurry submersible handles 10 25% thickened sludge. Material choice: rubber-lined or ductile-iron wetted parts due to chemistry.
Construction dewatering. Tunnel or shaft dewatering relies on a mobile slurry pump operating in a makeshift sump. Rapid erect, no mounting plate, no alignment, just plop a pump down wherever. Certainly less expensive to procure and easier to spare than conventional water tower package dewatering systems, where motor conditions and cable strength matter more than efficiency.
In all four cases, BBP’s mining and dredging duty submersible slurry pump spec provides a reference point to see how the engineering trade-offs from this article translate into a real product line – through how the choice of material-family; the sizes of discharge; and the headflow envelopes we showed above translates into this product.
الأسئلة المتداولة

Q: How long does a submersible slurry pump typically last?
View Answer
Service life depends on wear from slurry abrasives, duty cycle, and maintenance discipline. Light-duty sewage or dewatering service typically lasts 5 – 8 years before a major rebuild; heavy mining slurry duty may be due for wear-end overhaul every 12 – 24 months, with the motor surviving three or more rebuild cycles. The key variable is whether the operator notices seal life warning signs early.
Q: Can a submersible slurry pump run dry?
View Answer
Standard submersible slurry pumps are not designed to operate “dry.” When sump level drops below the motor housing, the motor cavity loses its path for cooling air, and insulation temperature rapidly rises to exceed Class H design ratings for even one short run-dry event. Class H TENV inverter-duty motors can tolerate extended dry operation – but that is a design selection, not an inherent pump feature. Always check this rating on a spec sheet before designing a sump where level variation is possible.
Q: What’s the difference between a submersible slurry pump and a submersible sewage pump?
View Answer
Both are submersible centrifugal pumps, but the wet-end engineering is different. Sewage pumps use non-clog impellers — vortex or recessed designs — engineered for passing stringy solids up to a fixed maximum size, typically with 2 – 4% slurry concentration. Slurry pumps use semi-open impellers with oversized clearances and abrasion-resistant metallurgy, sized for 10 – 70% solids and continuous abrasive attack. A sewage pump asked to run slurry will erode through its impeller in weeks; a slurry pump asked to handle stringy sewage will choke.
Q: How do I know when my pump needs an overhaul rather than a repair?
View Answer
Common rule: if more than two of the major wear components (impeller, wear plate, mechanical seal cartridge, bearings) need replacement in a single service event, component replacement is no longer economic. Installing a new impeller onto a pump with 80% worn wear plate just aggravates wear as the running clearance slackens. The service life of a slurry pump is a whole-wet-end phenomenon, rather than a component-level issue.
Q: Is a submersible slurry pump more energy efficient than a horizontal slurry pump?
View Answer
For duty size, it depends on flow. For duty below roughly 500 m/h (2,200 GPM), submersibles often equal or outperform horizontal pumps; the submerged motor keeps cool as the entire contents of the sump circulate, and the pump doesn’t need to take the U-shaped path for it to push the fluid. For duties larger than that, horizontal pumps with dedicated motor cooling tend to outperform on peak efficiency. This trend is one reason mine sump pumps tend to trend submersible and mill discharge pumps tend to trend horizontal.
Q: What causes a submersible slurry pump to lose flow over time?
View Answer
Three typical factors: (1) impeller vane erosion, (2) wear plateside erosion, (3) partial discharge plugging. Impeller erosion reduces headflow capability; wear plateside erosion produces internal recirculation, which reduces flow; plugging in discharge runs makes the system head curve shift. A good method to characterize the above three factors combined is to look at the motor current: impeller erosion and plugging have distinctly different effects – measure carefully before fixing the problem.
Q: Can a submersible slurry pump handle high-temperature slurries?
View Answer
Standard Class H motor insulation is rated to 180°C winding temperature, but ambient sump temperature matters more for submersible service — the motor sheds heat into the surrounding fluid, and fluid temperature above about 80°C approaches the thermal limit even for Class H. High-temperature service (power plant applications, process slurries near boiling) calls for specifically rated motors and often rubber-lined wet ends for the corrosive chemistry that goes with hot slurries. Always specify ambient temperature when requesting a quote; it changes the motor selection.
The Engineering Perspective Behind This Guide
The failure-mode analysis and material-selection guidance in this article draws from Beijing Beibangpu’s commissioning records across submersible slurry pump installations in mining dewatering and dredging service, combined with the published ANSI/HI 12.1 de-rating methodology and ASTM A532 material standards. Where data is genuinely uncertain — component failure distribution percentages, specific efficiency numbers for a given pump — the article says so rather than inventing a single figure; a real engineering guide that claims certainty where none exists costs the reader later.
References & Sources
- ANSI/HI 12.1-12.6 — Rotodynamic Centrifugal Slurry Pumps — Hydraulic Institute
- ASTM A532/A532M-10(2023) — Standard Specification for Abrasion-Resistant Cast Irons — ASTM International
- Proactive Maintenance of Pump Systems Operating in the Mining Industry — A Systematic Review — U.S. National Library of Medicine (PMC)
- Strive to Reduce Slurry Erosion and Cavitation in Pumps — U.S. National Library of Medicine (PMC)
- The Critical Role of NPSH in Pump Operation — International Information and Engineering Technology Association (IIETA)
- Energy Conservation Program: Test Procedure for Pumps — IEC 60034 Reference — U.S. Department of Energy
- Mining Pump Market Size & Share, Statistics Report 2025-2034 — Global Market Insights