تواصل مع BBP
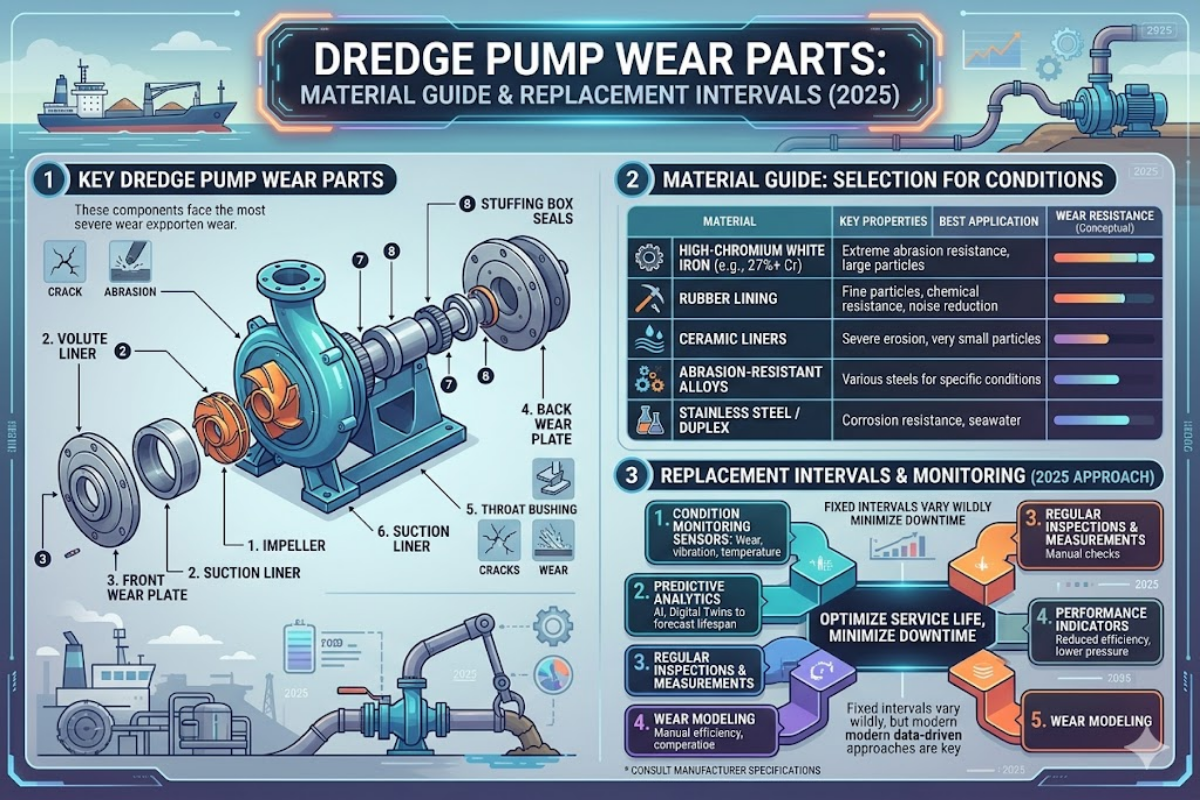
أجزاء تآكل مضخة الجرافة، المواد، عمر الخدمة وكيفية اختيار الدرجة المناسبة
المواصفات السريعة
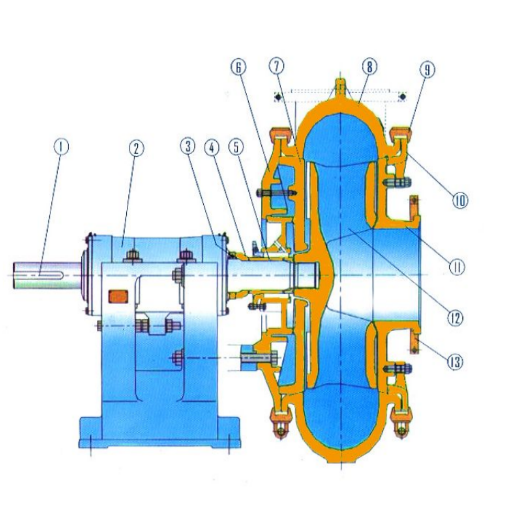
| المكونات الرطبة الحرجة | 6 impeller، بطانة الغلاف، جلبة الحلق، بطانة الشفط، بطانة لوحة الإطار، كم العمود |
| السبائك الموصى بها | حديد أبيض عالي الكروم (> 58 HRC) لكل أستم A532 |
| خدمة الحياة مقابل الحديد الزهر | 2 × 4 × أطول في خدمة ملاط الرمل/الحصى |
| فترة الصيانة | 6 إلى 12 شهرًا تحت الخدمة المستمرة (تعتمد على المادة والحالة) |
| Ma× ممر الجسيمات (مضخة الجرافة) | 82.400 مم (مقابل مضخة ملاط قياسية مقاس 25.76 مم) |
أجزاء تآكل مضخة التجريف والدافعات وبطانات الغلاف وبطانات الحلق التي تكون على اتصال مباشر بالرمل الكاشطة وملاط الحصى هي أكبر محدد منفرد للمدة التي ستعمل فيها المضخة دون فشل والتكلفة الإجمالية للملكية. يمكن أن يؤدي اختيار درجة المادة الخاطئة أو تفويت فرصة إجراء الاستبدال إلى أكثر من مجرد فشل في المكونات، كما أن فشل الختم الأقل من الكفاءة المثلى ووقت توقف سفينة التجريف المكلف يكون أكثر تكلفة بكثير عند تأجيل النسخ الاحتياطية
بالإضافة إلى هذه النظرة العامة، يعمل دليل التحديد هذا على إزالة الغموض عن كل مكون من مكونات التآكل الرئيسية الخمسة، ويطابق درجات السبائك التي نقدمها مع بيانات الصلابة والأداء (المشار إليها بـ ASTM A532) ويوفر عملية بسيطة للاختيار من خلال الخطوات التي يمكنك القيام بها تنطبق عند تقديم طلب أجزاء ne×t الخاص بك. بغض النظر عما إذا كنت تقوم بتشغيل مضخة تجريف الرمال على بارجة الجر النهرية، أو جرافة الشفط القاطعة في بناء الميناء، تؤثر خيارات المواد والصيانة التي نناقشها هنا على هامش التشغيل الخاص بك.
ما هي أجزاء التآكل الحرجة في مضخة الجرافة؟
تحتوي جميع مضخات التجريف بالطرد المركزي على أجزاء رطبة شائعة تستهلك معظم الضربات الكاشطة. إن معرفة ما يفعله كل واحد - وأي منها يبلى أولاً - يساعدك على طلب قطع الغيار اللازمة والتخطيط لعمليات الفحص لتحقيق أقصى قدر من التأثير.
| مكون | وظيفة | مادة نموذجية | وضع الفشل الأساسي |
|---|---|---|---|
| المكره | يولد قوة الطرد المركزي؛ ينقل الملاط من الشفط إلى التفريغ | حديد أبيض عالي الكروم (> 58 HRC) | تآكل الريشة الرائدة من الجسيمات الزاوية |
| بطانة الغلاف | يحمي غلاف المضخة من تآكل الملاط الداخلي | حديد أبيض عالي الكروم أو مطاط | ترقق الجدار الحلزوني في المناطق عالية السرعة |
| جلبة الحلق | يتحكم في الخلوص بين المكره والغلاف؛ يقلل من إعادة التدوير | حديد أبيض عالي الكروم | يتم فتح الخلوص من التآكل الكاشط → انخفاض الكفاءة |
| بطانة الشفط | يرشد الملاط الوارد إلى عين المكره؛ يأخذ تأثير الجسيمات الأولي | حديد أبيض عالي الكروم | التآكل الناتج عن المواد الصلبة كبيرة الحجم التي تدخل الشفط |
| بطانة لوحة الإطار | يحمي لوحة الإطار (الجدار الخلفي) من إعادة تدوير الملاط | حديد أبيض عالي الكروم | تآكل التدفق العكسي خلف المكره |
| كم رمح | يحمي عمود المضخة في منطقة الختم من ملامسة الملاط | الفولاذ المقاوم للصدأ أو السيراميك | الحز من غدة التعبئة أو دخول المواد الكاشطة |
في جرافة الرمل والحصى، تتعرض هذه الأجزاء الستة لملاط يحتوي على كتل كوارتز كبيرة وزاوية، وهي واحدة من أصعب المعادن الشائعة عند 7 على مقياس موس. إنها المكره التي تتحمل الضرب الحقيقي في هذه البيئة، ولكن مباشرة في اتجاه مجرى النهر هي بطانة الغلاف، ولهذا السبب كلاهما مضخة رمل الحصى AMG تستخدم السلسلة وإخوتها الكبار في التجريف أجزاء رطبة قابلة للاستبدال، ويمكن تغييرها بسهولة للتغيير السريع دون إزالة المضخة من حاملها. مع معدات التجريف متعددة المضخات، يؤدي هذا أيضًا إلى تقليل عدد قطع الغيار التي يجب حملها، حيث تناسب بطانة واحدة جميع أحجام المضخات نفسها للجرافة بأكملها، مما يقلل من تكاليف المخزون على محطات تعزيز السفن وخطوط الأنابيب.
تم تصميم جميع الأجزاء الستة كعناصر “wear” 200 يمكن إزالة بطانة المضخة وغلافها واستبدالهما بشكل منفصل دون إزالة المضخة، وبالتالي تقليل وقت التغيير من أيام إلى ساعات.
لماذا تتآكل أجزاء مضخة الجرافة بسبب التآكل والتآكل والتجويف

يمكن أن يكون التآكل في مضخات التجريف نتيجة لثلاث آليات مختلفة، جميعها ناجمة عن اختلاف خصائص التشغيل والملاط. معرفة أي منها هو الأكثر انتشارًا هي المرحلة الأولية لزيادة عمر الجزء الخاص بك
التأثير المدمر الرئيسي هو التآكل الكاشطة. تعمل جزيئات الرمل والحصى الزاوي مثل الورق الكاشط، حيث يتم طحنها على سطح المعدن. تزداد كفاءة المعدن مع صلابة المعدن: ثم عند تركيز مماثل، ينتج الكوارتز (7 موس) حوالي 3-5 من خصائص التآكل للحجر الجيري (3 موس).
يحدث التآكل نتيجة لتآكل الملاط، وضرب الأسطح في اتجاه الداخل بزاوية ضحلة، وخاصة لسان المكره وأطراف الريشة. قد يحدث تلف التجويف عندما تتجاوز المضخة NPSH الأساسي؛ فقاعات البخار لها ضغط أقل فعالية من المكره، وانهيار العضلات على الأسطح المعدنية مما يؤدي إلى الحفر.
ملاحظة هندسية حول صلابة المواد المجروفة الشائعة
رمل الكوارتز: 7 الفلسبار: 6 الكالسيت/الحجر الجيري: 3 معادن الطين: 1 2. نظرًا لأن الكوارتز هو المكون الرئيسي في معظم الأنهار والرمال البحرية، فإن الأجزاء الرطبة لمضخة تجريف الرمال البحرية تتعرض للتآكل بسبب بعض أصعب الجزيئات المعدنية التي يمكن العثور عليها في أي عملية ضخ. لتحقيق هذه الغاية، تستخدم المعدات المستخدمة عادةً قيم صلابة سبائك مضخة الملاط القياسية البالغة 45 55 HRC، لتكون غير كافية، فهي مصفوفة الكربيد المقاومة للتآكل لسبائك Ni-Hard عالية الكروم (<58 HRC) والتي تم تصميمها لتتفوق على صلابة جسيمات الكوارتز على المستوى الجزئي.
تدين مضخات التجريف عالية الكفاءة بالكثير من نجاحها وكفاءتها العالية لهذه الميزة المادية التي تتآكل في جميع أنحاء قطر المكره وتجويف أنبوب الشفط بالكامل.
بالإضافة إلى صلابة المعادن، فإن معايير التشغيل الثلاثة التي تؤدي إلى التآكل بمعدل أسرع مما قد يتوقعه معظم الناس هي:
- تركيز الملاط كلما ارتفعت مستويات المواد الصلبة بالوزن، حصلنا على نسبة اتصال أكبر بين الجسيم والسطح. نمذجة عقود الفروقات متعددة المراحل الأويلرية يوضح التدفق أن التآكل على السطح له علاقة غير خطية بالتركيز، حيث يؤدي ارتفاع تركيز المواد الصلبة مرتين إلى ثلاثة أضعاف معدل التآكل.
- نقطة التشغيل مقابل BBP: يتم تشغيل مضخة التجريف عادةً بمقدار 15-20% فوق أفضل نقطة كفاءة (BBP)، مما يؤدي إلى مضاعفة معدل تآكل المكره إلى الحد الأقصى، لأن نمط التدفق يتغير مما يؤدي إلى تكوين مناطق إعادة تدوير مضطربة التي تركز تأثيرات الجسيمات على حواف الريش.
- شكل الجسيمات: يمكن للجسيمات الزاوية (الصخور المكسورة حديثًا، وحصى المحاجر) أن تسبب 2-3 أضعاف كمية التآكل للجسيمات المستديرة (الرمال التي يرتديها النهر) من نفس الحجم والصلابة من خلال تركيز قوة القطع على منطقة اتصال أصغر.
هل يؤثر تركيز الملاط على معدل تآكل مضخة التجريف؟
نعم 5 ولكن العلاقة ليست خطية. أقل من 10 %SCW تقريبًا (محتوى المواد الصلبة بالوزن)، يزداد التآكل تقريبًا بما يتناسب مع تركيز الملاط (معدل تدفق الكتلة). عند التركيزات الأعلى (أعلى من نطاق 15-20 %SCW)، يزداد معدل التآكل بسرعة أكبر نظرًا لأن الاصطدامات من جسيم إلى جسيم داخل الملاط تولد أحداث تآكل ثانوية تؤدي، عند إضافتها معًا، إلى زيادة معدل التآكل بالتزامن مع الاتصال المباشر بالسطح (الجسيمات على الشاشة).
تشير حسابات CFD لدافعات مضخة التجريف بالطرد المركزي إلى أن تآكل أطراف ريشة المكره واضح بشكل خاص عند السطح البيني بين التدفق الأساسي عالي التركيز وتدفق الجدار منخفض التركيز، حيث تكون تدرجات السرعة أعلى. بالنسبة للمحطة، فإن الدرس العملي: الحفاظ على كثافة ملاط ثابتة نسبيًا في نطاق التشغيل المقصود للمضخة (ربما عن طريق ضبط ظروف العملية) يتفوق على أي تحسين معين للمادة أو تعديل تدفق العملية في إطالة عمر المكون.
⚠️ خطأ المشغل المشترك
اقلب المضخة إلى الحد الأقصى لعدد الدورات في الدقيقة إلى “ادفع المزيد من المواد عند حظر الخط جزئيًا. تتحرك نقطة التشغيل إلى أقصى يمين BBP، لذا تزداد سرعة طرف المكره وتآكله بشكل كبير بينما يتم تسليم مواد أقل إلى حد ما بسبب زيادة خسائر إعادة التدوير.. الاستجابة للخط المحظور جزئيًا هي خفض عدد الدورات في الدقيقة ثم إزالة الانسداد.
الكروم العالي مقابل المطاط مقابل السيراميك من خلال مقارنة مواد أجزاء التآكل

يؤثر اختيار المواد التي تقوم بها لأجزاء تآكل مضخة التجريف في النهاية على متوسط العمر المتوقع وإجمالي تكاليف العمر الافتراضي. ثلاث عائلات من المواد سائدة وتوفر مزايا في تطبيقات الملاط. تعتمد مقارنتنا أدناه على قيم الصلابة وحدود التطبيق التي تم التحقق من صحتها - وليس تعميمات “High/Medium/Low”، على سبيل المثال.
| ملكية | حديد أبيض عالي الكروم (Ni-Hard) | مطاط طبيعي | مركب السيراميك |
|---|---|---|---|
| صلابة | >58 HRC (الكربيدات: 1500 إلى 1800 فولت) | شور أ 40-70 | HRA 85 onter93 (بلاط الألومينا) |
| محتوى الكروم | 12.30% (ASTM A532 Class II.pherIII) | غير متاح | غير متاح |
| مقاومة التآكل | معتدل (يشكل الكروم طبقة أكسيد سلبية) | ممتاز (الرقم الهيدروجيني 3 read14) | ممتاز (خامل كيميائيا) |
| الحد الأقصى لدرجة حرارة الخدمة | ما يصل إلى ~600 °C | ~80 °C (degrades above) | Up to ~1,000 °C |
| Max Particle Size | Up to 400 mm (wide-channel dredge impellers) | Up to 76 mm (rubber tears on large solids) | Fine slurries only (<5 mm; tiles crack on impact) |
| Best Application | Sand/gravel dredging, mining, coarse abrasives | Acidic slurries, fine particles, corrosive fluids | Fine abrasive + high temp (e.g., alumina processing) |
💡 The 58 HRC Threshold Rule
Below 58 HRC abrasiveness drops substantially as quartz-heavy slurries transition away from the support function of the metal matrix to its rupture. HRC in the 45-55 range of standard slurry pump alloys (A05/A49) is typical, suitable for mill discharges and tailings applications but not for primary sand applications, where every cubic meter of slurry walking a significant percentage of it quartz 7 on the Mohs scale. For dredge pump service specify wear parts with a HRC greater than 58. That one threshold divides 6 month replacement cycles from 6 week failures — it is the single most important factor in wear-resistant part selection for high performance dredge duty.
For high-chrome Ni-Hard alloy in applications handled coarse sand and gravel the situation most common for dredging high-chrome Ni-Hard alloys in CZ application, AGG/ABG. manufacturers all wet end wear parts for the AMG and AWN series from Ni-Hard alloy with a HRC greater than 58 verified through spectrographic testing of each batch for chromium, nickel and molybdenum content. For chemical processing using acidic slurries with finer particles, rubber-lined options from BBP’s high chrome slurry pump range or a rubber-lined alternative may be more suitable. Use BBP’s material selector calculator to determine the ideal grade for your specific slurry conditions.
عمر الخدمة وفترات الاستبدال 2000 متى يتم تغيير كل جزء
Optimal replacement interval is a product of these three factors: alloy grade, slurry chemistry, operating discipline. The benchmark ranges below represent typical parameters for high-chrome cast Ni-Hard alloy in continuous duty sand and gravel dredging.
| مكون | High-Cr Ni-Hard (>58 HRC) | Standard Cast Iron / A05 | Rubber Lined |
|---|---|---|---|
| المكره | 2,000–5,000 hrs | 500–2,000 hrs | N/A (rubber impellers rare in dredge duty) |
| بطانة الغلاف | 3,000–6,000 hrs | 1,000–3,000 hrs | 1,500–4,000 hrs (fine slurry only) |
| جلبة الحلق | 1,500–4,000 hrs | 500–1,500 hrs | 1,000–2,500 hrs |
| بطانة الشفط | 2,000–5,000 hrs | 800–2,000 hrs | 1,000–3,000 hrs |
| بطانة لوحة الإطار | 3,000–6,000 hrs | 1,500–3,000 hrs | 2,000–4,000 hrs |
| كم رمح | 5,000–10,000 hrs | 3,000–6,000 hrs | 5,000–8,000 hrs |
Note: ranges are predicated on typical river and marine sand dredging at 15-25% solids by weight. Higher concentrations of highly angular quarry gravel or rates in excess of 30% will have a proportional impact on intervals. Your mileage will vary.
A compelling economic case for high-chrome alloys is illustrated by comparing Ni-Hard to standard castings. The best Ni-Hard impellers last 2-4 longer in the same application, indelibly under scoring a lesson that industry experience confirms: the true cost of wear isn’t the replacement part, it’s the production downtime required to change it — which is why specifying materials that reduce wear at the source pays back many times over.
ما هي العلامات التي تشير إلى أن أجزاء ملابس مضخة التجريف تحتاج إلى استبدال؟
These four telltale signs reveal impending wear part failure: 1) flow rate measurement in constant rpm conditions shows a 10-15% difference before impeller or liner inspection indicating significant wear. 2) growing bearing vibration, an early indicator of an out-of-balance impeller and intimations of shaft sleeve grooving. 3) increasing discharge pressures with fluctuations caused by recirculating worn throat bushes. 4) visual checking for scoring or wall thinning on the impeller face and liners: the presence of any pair of symptoms requires scheduling a replacement long before failure.
كيفية فحص أجزاء تآكل مضخة الجرافة
Assessment of wear part condition can be an effective combination of three approaches: visual examination at each scheduled shutdown across the full impeller face and liner faces, the measurement of impeller and liner dimensions with calipers or ultrasonic thickness gauges, and the collection of vibration data over time. Time and again, industry experience verifies: the cost of each wear part is very small in comparison to the manufacturing cycle time lost by switching one out. BBP’s mineral recommendation to wear rate map is an invaluable tool to reflect this principle in the field.
كيفية تحديد أجزاء التآكل، عملية مكونة من 4 خطوات وقائمة مراجعة الموردين
Determine wear part compatibility based on loading conditions, material properties, and verified supplier quality as a final check. This four-step approach goes from operating parameters to locating a qualified manufacturer, whether ordering a single pump or specifying parts for an entire fleet.
4-Step Wear Part Selection Process
- Establish your slurry profile to tailor part selection: dominant mineral (Mohs), maximum particle size (mm), solids (% by weight), pH, operating temperature.
- Match materials to conditions: angular quartz >2mm high chrome Ni-Hard (>58 HRC). acidic pH <4 with fine particles rubber lined. fine abrasive >80 C ceramic composite. mixed parameters prioritize the most aggressive factor.
- Confirm dimensional equivalency: verify replacement part dimensions and impeller vane geometry and passage width exactly match your pump model. Direct a parts cross-reference tool to communicate OEM part numbers with commonly compatible equivalents.
- Assess supplier: verify the following points as part of your order process.
- ✔ ISO 9001:2015 quality management certification
- Metallurgical test reports on each batch of casting (spectrometer verification of Cr/Ni/Mo)
- Hardness testing documentation (HRC for each lot)
- In-house casting + heat treatment (vertically integrated minimizes variation)
- Zero lead times for regularly stocked spare parts under 2 weeks
- ✔ Cross-model interchangeability (reduces on-site inventory)
- ✔ Hydraulic performance testing per ISO 9906
- Technical help in selecting correct wear parts for service conditions
BBP controls all phases of production – beginning to end – in their own facility (from raw alloy to CNC assembly and hydraulic testing). All high-chrome alloy batches are chemically analyzed and metallography tested before entering heat treatment furnaces. This border-to-border vertical integration is unique among slurry pump supply chains and eliminates some variability that affects outsource-cast wear parts.
مضخة نعرات مقابل أجزاء تآكل مضخة الملاط لماذا لا تكون قابلة للتبديل

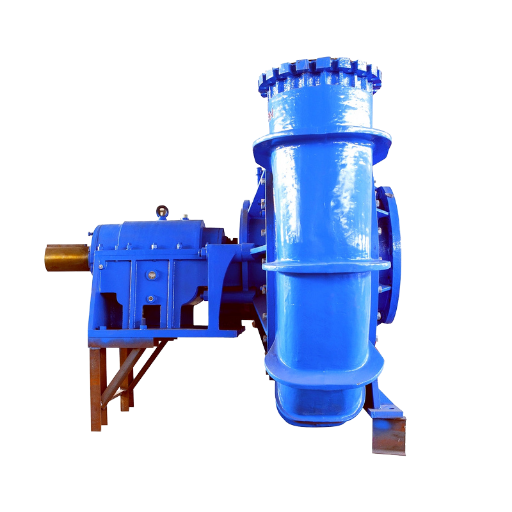
Many purchasing teams will look to replace custom or high-cost slurry pump parts with generic slurry parts for dredge use. It is an expensive mistake to ignore the engineering differences. The following specifications are representative of BBP’s own AMG/AWN dredge pump series and typical slurry pump products to define reasons for noninterchangeability.
| Specification | Dredge Pump Parts (AMG/AWN) | Standard Slurry Pump Parts |
|---|---|---|
| Max Particle Passage | 82–400 mm | 25–76 mm |
| Impeller Design | Wide-channel, anti-clog, 3- or 4-blade | Closed or semi-open, higher vane count |
| Wet Parts Material | Ni-Hard high-Cr alloy (>58 HRC) | A05/A49 chrome alloy (45–55 HRC typical) |
| Flow Range | 36–14,000 m³/h | 10–1,000 m³/h |
| NPSH Requirement | <1 m (AWN series — deep suction) | Standard (typically requires flooded suction) |
Size of passage exceeds the limit of slurry part design. In actual dredging operations, the feed contains gravel, cobbles, and solids larger than 76mm. Attempting to push coarse material through a slurry pump impeller designed for finer feed destroys blades, damages seals, and chews up casing edges in less than 2 months on sand mining dredges. Industry users have reported that A05 slurry impellers in dredge pump casings failed after about 6 weeks. (Compared to 6 months or more with on-spec Ni-Hard parts)
For processes that combine high volume/low load dredging with fine downstream sorting, BBP recommends a two-prong system: AMG or AWN dredge pumps for the coarse head feed coupled with mining slurry or horizontal slurry pumps for classifying and tailings application. These do not run at the same point in the operating duty curve and provide wear part longevity across the entire circuit.
ما الذي يتغير في تقنية أجزاء تآكل مضخة الجرافة (2025/2026)
The global market value of dredging equipment is expected to reach USD 21.8 billion by 2033, thanks to port expansion projects, increasing investment in coastal protection infrastructure and other infrastructure developments at a 5.2% CAGR. This growing demand for dredging assets is fueling three technology shifts in wear part engineering:
Three Trends Shaping Dredge Pump Wear Parts
- CFD-validated impeller design: Computational fluid dynamics is moving beyond its research origins and is standard in design iterations during new impeller development projects. A 2024 MDPI Water paper presented a hybrid AI-CFD framework capable of minimizing erosive hot spot formation while increasing hydraulic efficiency by the same measure- implying the next generation of impellers may offer measurable lifespan improvements at current operational duty points.
- Predictive wear sensing on waterways: Vibration and wall-thickness sensors rolled into pump casings are making for more accurate condition-based replacements rather than traditional time-in-service schedules. Fleets operating multiple dredgers can expect to see 15-25% lower spare parts logistics costs when employing this data-driven methodology along with unplanned failure prevention.
- Advanced alloy formulations (a major upgrade over legacy compositions): Research heavy foundries are trying out higher vanadium and tungsten additives in their ASTM A532 base to raise fracture toughness values without lowering the hardness and issuing more brittle white irons than is economically desirable.
“Between 2023-2032 annual global demand for equipment to sustain new developments should reach 5.8%. Operators who embrace higher-grade wear parts today will see a truly compound reduced TCO as fleet utilization grows.”
Action to take for procurement teams assessing 2026 project schedules: Begin requesting CFD-approved impeller layouts from your dredge pump vendor, and inquire about the availability of IoT-enabled pump configurations. Advanced technology options are ready for sale now on premium equipment lines, and will quickly pay off through longer maintenance intervals.
الأسئلة المتداولة
س: ما هي أجزاء التآكل الرئيسية لمضخة الجرافة؟
عرض الإجابة
أجزاء التآكل الستة الرئيسية هي المكره، وبطانة الغلاف، وجلبة الحلق، وبطانة الشفط، وبطانة لوحة الإطار، وجلبة العمود. المواد المصنفة كأجزاء تآكل مبللة هي تلك التي لها اتصال مباشر مع الملاط.
س: كم مرة يجب استبدال دافعات مضخة التجريف؟
عرض الإجابة
يعتمد عمر تآكل المكره للتجريف المستمر للرمل والحصى على العديد من المتغيرات بما في ذلك نسبة المواد الصلبة الملاطية، وشكل جسيمات العقيق، وصلابة المعادن، ونوع المكره وموقعه بالنسبة إلى نقطة BES. معدلات الاستهلاك النموذجية لدوافع Ni-Hard عالية الكروم هي 2000-5000 ساعة، والمسبوكات أقل قليلاً عند 500-2000 ساعة. تشير مراقبة تآكل المكره Raranak Bnehnaseimpeller باستخدام معدل التدفق عند انخفاض ثابت في عدد الدورات في الدقيقة-10-15% إلى تدهور المكره.
س: ما هي تكلفة لوحة تآكل مضخة التجريف؟
عرض الإجابة
يُظهر تسعير لوحات تآكل مضخة التجريف تباينًا واسعًا فيما يتعلق بحجم المضخة ودرجة السبائك وكمية القطع المطلوبة. اتصل بمضخة OEM مع رقم الطراز المحدد ودرجة السبائك المفضلة للحصول على معلومات تسعير دقيقة حيث تتأثر التكلفة بحجم الصب وتسعير المواد الخام الحالية للسبائك.
س: هل يمكن تخصيص أجزاء مضخة التجريف لمشاريع محددة؟
عرض الإجابة
هناك خيارات لتكوينات أجزاء التآكل المخصصة بما في ذلك اختيار درجة السبائك وهندسة ريشة المكره واختيارات محرك المضخة ونوع اختيار الختم واتجاه منفذ التفريغ. يوفر BBP تصميمات مخصصة وعروض أسعار فنية لنفس الشيء خلال 48 ساعة من استلام مدخلات المشروع.
س: ما هي الشهادات التي يجب أن يحصل عليها مورد قطع غيار التآكل؟
عرض الإجابة
لتحديد المزيد من نقاط الفحص البصري: التأكد من أنك اشتريت ISO 9001:2015 للحصول على شكل من أشكال ضمان الجودة الذي سيوفر لك نتائج متسقة. عند العمل في مشاريع التجريف الدولية، ابحث عن ISO 14001:2015 (البيئة)، وISO 45001:2018 (الصحة والسلامة)، وعلامات CE. اطلب تقارير الاختبارات المعدنية لكل دفعة من مواد الصب المقدمة - وليس فقط لقطات الشاشة من جهاز القياس - للموافقة على محتوى السبائك. قم بإنهاء الاختبارات الهيدروليكية بعد التحقق من صحة ISO 9906 من أجل تأكيد أداء المضخة النهائية.
س: هل تستحق أجزاء مضخة الكروم العالية التكلفة الإضافية؟
عرض الإجابة
In sand and gravel dredging- yes. the additional purchase price of the high chrome Ni-Hard componentis offset by an additional 2-4 times operating life compared to conventional cast iron components. The Total Cost of Ownership Calculation takes into account not just the component cost but also the downtime cost, crew standby costs, and lost production costs during component replacement. On an operating vessel, a single “dead” time shutdown typically equals the cost of an entire set of premium wear parts.
هل تحتاج إلى أجزاء ملابس مضخة نعرات مصممة خصيصًا لتطبيقك؟
BBP engineer to determine the alloy grade, impeller geometry and seal arrangement to suit your slurry requirements. Engineered pump parts high efficiencies to minimize wear and prolong life. ISO 9001 certified. spect goes into every batch of casting.
Please do not hesitate to contact us for custom configurations and volume pricing.
حول هذا التحليل
Production: BBP produces the AMG and AWN sand dredge pumps with Ni-Hard high-chromium alloy wetted components with the following properties measured by spectrometer in our shops on all castings batches :. The alloy comparison chart and proposed change out intervals compilation in this booklet arise from published research in the metallurgical field, ASTM A532 reference standards, plus BBP’s own production quality examination. We have included the industry benchmark ranges as guides the actual condition of the alloy will also depend on operating conditions.
المراجع والمصادر
- An introduction to Chrome White Iron – ASTM A532 – Penticton Foundry.
- Why Does High Chrome White Iron Work So Well for Abrasive Pumping? -Cornell Pump Company
- The Eulerian Multi-Phase CFD Model Developed to Mimic Dredge Pump Performance – Chemineer.
- Investigation of the Wear Resistance of High-Chromium Cast Irons A532
- Hybrid Optimization Approaches for Impeller Design of Centrifugal Pumps – MDPI Water (2024)
- Dredging Market to hit USD 21.8 billion by 2033: OpenPR Market Research
- Dredging udstyr marked størrelse & fordeling af markeds vægt – Metastat Insights (2025)
مقالات ذات صلة
- Sand Dredge Pump — Heavy-Duty Solutions for Mining & Dredging Industry
- مضخة الطين عالية الكروم
- قطع غيار مضخة الطين
- مضخة الطين التعدين
- الرسم البياني المرجعي للحياة المعدنية
Reviewed by BBP Engineering Department – Testing of Pump & Quality Department


![Sand Dredge Pump vs Slurry Pump: Key Differences [2026]](https://bbpmfg.com/wp-content/uploads/2026/04/2-17-768x512.png)