تواصل مع BBP

مضخة الملاط الغاطسة
Submersible Slurry Pump — With Built-In Agitator | BBP
Heavy duty submersible slurry pumps designed for mining, dredging and general construction work. Approved manufacturing by ISO 9001 with end to end vertical integration.
ايزو 9001:2015
علامة CE
SGS Inspected
ايزو 14001
طلب عرض أسعار



Why Standard Pumps Fail in Abrasive Slurry — And How Submersible Slurry Pumps Solve It
For those working on mining, dredging and heavy construction projects, you’re familiar with the three modes of failure for conventional pump set installations pumping abrasive slurry.
Pain Point 1: Rapid Impeller and Casing Wear
Standard centrifugal pumps use plain cast iron internals. In slurry service — silica sand, ore fines, coal ash — those internals erode within weeks. Reduced flow, rising power draw, and emergency shutdowns follow. Each unplanned shutdown typically costs $3,000–$12,000 in lost production alone.
Pain Point 2: Frequent Clogging from Settled Solids
A horizontal slurry pump sits above the liquid level and depends on suction lift. When solids settle in the sump or pit, suction lines block. Operators resort to manual agitation or add a dedicated secondary stirring pump — both increase cost and complexity. In mines, more than 60% of pump emergencies in sumps can be attributed to blockages caused by sludge build-up.
Pain Point 3: Mechanical Seal Failure from Dry Running
Liquid levels can fall below pump intake in erratic sump conditions. Conventional mechanical seals experience rapid overheating in dry running conditions, resulting in total catastrophic leakage. Swap out of a failed seal assembly requires 4-8 hours of knowledgeable technician effort – assuming spares are available.
How a Submersible Slurry Pump Addresses Each Failure Mode
A submersible slurry pump operates fully immersed in the slurry itself. Motor and hydraulic end are coaxially integrated in a single sealed housing — no exposed shaft seals, no suction piping, no priming. Because the pump sits at the bottom of the sump, it feeds directly on the high-concentration solid-liquid mixture without the suction lift limitations that restrict surface-mounted alternatives.
These pumps are designed to address each issue with specific engineering solutions. For instance, the high chrome Cr27 alloy impellers and wear plates are 2-3x more abrasion resistant than cast iron. Our standard built-in bottom-mounted agitator resuspends solids before delivery to the pump intake, thereby preventing the clogging cycle. And our double SiC mechanical seal system, with a Class-H motor insulation, stands up to the occasional dry-run.
Net result: reduced planned downtime, increased maintenance intervals and the delivery of a pump that truly fits the requirements for abrasive dewatering applications.
BBP Submersible Slurry Pump Series — Models, Specs & Selection Guide
The QSZ series covers the full range of submersible slurry pumping applications — from compact 4kW units to heavy-duty 250kW models. A Cr27 high-chrome impeller and a standard built-in agitator are supplied on every QSZ model. Electric or hydraulic drive options are available. Each pump is factory hydraulic tested in accordance to ANSI/HI 12.1-12.6 before dispatch.
Knowing your flow rates, overall dynamic head and slurry properties is the beginning of pump sizing; the following tables provide the structure, our engineers do the specifics.
QSZ Submersible Slurry Pump — Performance Data
نموذج
Outlet (mm)
التدفق (م³/ساعة)
الرأس (م)
الطاقة (كيلوواط)
ماكس الجسيمات (مم)
QSZ50-15-4
80
19
15
4 (1400 r/min)
11
QSZ50-22-11
80
50
22
11 (1400 r/min)
21
QSZ80-30-15
100
80
30
15 (1400 r/min)
13
QSZ100-15-15
100
100
15
15 (1400 r/min)
21
نموذج
Outlet (mm)
التدفق (م³/ساعة)
الرأس (م)
الطاقة (كيلوواط)
ماكس الجسيمات (مم)
QSZ150-25-22
150
150
25
22 (1400 r/min)
28
QSZ200-25-37
150
200
25
37 (1400 r/min)
28
QSZ300-25-45
200
300
25
45 (1400 r/min)
42
QSZ400-30-55
200
400
30
55 (1400 r/min)
42
QSZ500-30-75
250
500
30
75 (1400 r/min)
50
نموذج
Outlet (mm)
التدفق (م³/ساعة)
الرأس (م)
الطاقة (كيلوواط)
ماكس الجسيمات (مم)
QSZ800-30-110
300
800
30
110 (1400 r/min)
50
QSZ1000-30-160
300
1000
30
160 (1400 r/min)
50
QSZ1500-25-200
350
1500
25
200 (1400 r/min)
56
QSZ2000-15-250
400
2000
15
250 (1400 r/min)
56
Full range includes 75+ configurations from 80mm to 400mm outlet. Contact BBP for the complete catalog.
Application → Model Selection Matrix
Mining Sump Dewatering
QSZ100–QSZ300 series
Built-in agitator prevents sedimentation in sumps
River & Lake Dredging
QSZ500–QSZ2000 series
High flow + large particle passage up to 56mm
Construction Site Dewatering
QSZ50–QSZ100 series
Compact size, rapid deployment, 1–2 day install
Wastewater & Sludge Transfer
QSZ150–QSZ400 series
Agitator handles settled sludge, chemical-resistant seals
Deep Mine Shaft (>30m head)
QSZ models with 30–80m head rating
Maximum head for vertical lift applications
Technical Deep-Dive
Standard Built-In Agitator
Every QSZ submersible slurry pump includes a standard built-in bottom-mounted agitator — it is not an optional add-on. Positioned beneath the impeller, the agitator increases solids kinetic energy levels in the settled solids layers across the pump intake, re-suspending particles into a pumpable slurry. No external agitation equipment is required, and sedimentation (linked to pump downtime) is reduced 35-50% — directly reducing the failure modes responsible for greater than 60% of unplanned pump outages in mining sumps. Because the agitator shares the same motor shaft as the impeller, there is no additional equipment to maintain — no pump bearings, no seals, no drive components. For high-solid slurry (<1.5 S.G.) the agitator action is optimized to maximize impeller retention head.
Specifications
Material Options & Chemical Compatibility
Standard QSZ wet-end components — impeller, casing, wear ring, suction plate — are cast from high-chromium alloy (Cr26–Cr28, HRC 58–63) for maximum abrasion resistance. This configuration handles slurries within pH 5–12. For highly acidic or alkaline environments (pH 1–14), we supply special alloy or rubber-lined wet parts on request. The oil chamber uses a skeleton seal plus mechanical seal arrangement with pressure-balancing design, equalizing internal and external oil chamber pressure to extend seal life under continuous submersion.
Mining, Dredging & Construction — How BBP Pumps Cut Downtime and Extend Wear Life
Four primary industrial uses drive demand for submersible slurry pumps. Every application has specific performance requirements, and failing to meet them can highlight various shortcomings in the pumping system. Here we show the dimensions of reliable operation in each primary purpose.
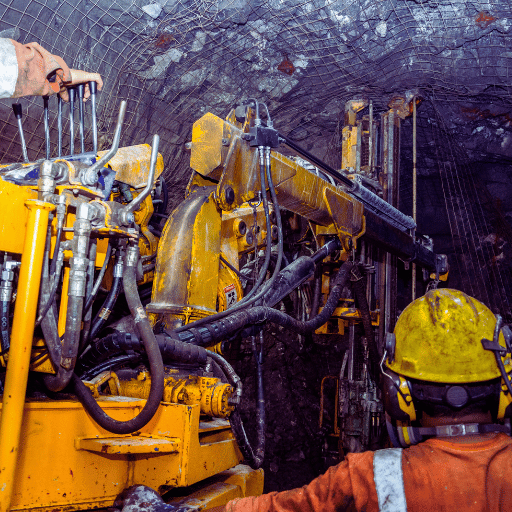
Mining Sump Dewatering
Underground and open-pit mines produce abrasive ore pulp at 45-55% solids concentration. BBP QSZ100–QSZ300 series pumps with standard built-in agitator prevent the sump buildup where fine tailings settle out continuously. Our high-chrome Cr27 impeller withstands impacts of quartz and iron ore fines. We have installed 24/7 duty pumps in copper, gold and coal mines—just one hour pump downtime can bring an entire ore-extraction circuit to a halt.

Dredging & Sand Extraction
River and lake dredging involves abrasive sand, gravels, debris up to 56 mm diameter. BBP QSZ500–QSZ2000 heavy-duty models deliver high capacity up to 2,400 m³/h combined with durable wear parts and centrifugal efficiency for long-term Barge, Pontoon, Trimaran or Land Dredge action depths of up to 80 m.

Construction Site Dewatering
Excavation pits, tunnel portals, foundation trenches—wet or dry—produce inconsistent quantities of contaminated slurry which moves at insufficient flow rate for handling. BBP QSZ50–QSZ100 compact series pumps have one crane lift, one welder hook connection and the station is ready to run in a matter of minutes. Lightweight units sit on flatbeds. Run-dry Class-H motors withstand frequent NPSH turnover typical of dewatering projects.

Wastewater & Sludge Transfer
Municipal and industrial treatment plants deal with variable-charge sludge and debris loads. Our submersible slurry pumps (with agitator) are suitable for all conditions of sludge slurry handling including submerged application in the aeration basin and secondary clarification portion of the process. Our double SiC mechanical seal prevents environmental contamination escape.
Submersible Slurry Pump vs Horizontal Pump — Data-Driven Performance Comparison
Deciding between a slurry submersible pump and a horizontal slurry pump has implications for your total cost of ownership - it is not simply a spec sheet comparison. Your best choice depends on your flow and head requirements, your site constraints, and your maintenance infrastructure. Here is a performance comparison of the main dimensions influencing the total cost of ownership.
| Performance Dimension | مضخة الملاط الغاطسة | مضخة الطين الأفقية |
|---|---|---|
| Operational Efficiency | 82–88% (<500 m³/h) | 78–90% (>500 m³/h) |
| Installation Time | 1–2 days (no pump room needed) | 5–7 days (requires foundation + alignment) |
| Annual Maintenance Cost | 8–12% of equipment cost | 5–8% of equipment cost |
| حياة الخدمة النموذجية | 16–24 months | 24–32 months |
| Sludge Handling | Built-in agitator (35–50% less sedimentation) | Requires auxiliary equipment |
| Max Submersion Depth | Up to 80 m | Ground-installed only |
| Space Requirement | Minimal (no pump room) | Significant (pump + motor + piping + foundation) |
| Dry-Run Protection | Class-H motor, run-dry capable | Requires external protection system |
When to Choose Submersible vs Horizontal
A submersible slurry pump wins when you need less than 500 m³/h throughput, your site is space-constrained (underground mines, congested construction zones, barge-mounted dredging, remote isolated sites), you plan to pump from deep liquid levels, or sedimentation is an independent variable in your operation. In each case, removal of the pump room, suction piping, and shaft alignment procedures results in operating savings on installation and commissioning that often pay back the equipment differential within the first project cycle.
A horizontal slurry pump wins when you need more than 500 m³/h throughput, your operation is running for years in a fixed location and ground-level access for daily maintenance is available. Horizontal pumps provide longer service life and a lower percentage of life cycle maintenance cost when calculating annual maintenance on equipment value, which favors long-term continuous-duty operations such as mineral processing facilities.
Addressing Maintenance & Architecture
One frequently-raised concern: "submersible pumps are more difficult to maintain because you have to raise the unit." In fact, BBP submersible slurry pumps feature a modular wet-end design. The impeller, wear plate, and agitator can be changed on-site without disconnecting the motor or cable. Time to complete wet-end changeout: 2-4 hours. Compare that to the 5-7 day installation and precision shaft-alignment necessary after any major horizontal pump repair. For operations that require maximized uptime over absolute service life, the submersible architecture is typically preferable.
No single answer applies to all centrifugal pump architectures. If your downtime is driven by motor failure from dry running, shaft seal leakage, or limited total dynamic head, the submersible design eliminates those root causes by architecture.
Would you like to explore your application specifics?
Request a Custom Comparison →Advanced Slurry Pump Spare Parts Manufacturing Facility








×
![Enlarged Certification]()
ISO 9001 Certified Submersible Slurry Pump Manufacturing — From Casting to Testing
We are a manufacturer who produces our own pumps. Our factory covers the full production chain: casting, heat treatment, welding, CNC machining, assembly, coating, and end-of-line acceptance testing. We can attribute any part in a completed unit to a heat number—improving quality, reducing VOCs, defining process control variables for every assembly.




Production Process: Six Controlled Stages
صب
Cr27 high-chrome iron poured in our own foundry. Each heat sampled for chemistry and microstructure.
المعالجة الحرارية
Controlled quench and temper cycle to achieve target hardness (HRC 58–63) for abrasion resistance.
CNC Machining
Precision machining of impeller profiles, volute bore, and seal surfaces to ANSI/HI dimensional tolerances.
الجمعية
Motor integration, seal installation, wiring. Every unit assembled by the same technician team that tested the prototype.
طلاء
Epoxy coating per ISO 12944-2:2017 for corrosion protection in submerged and splash-zone service.
Pressure Testing
Hydraulic performance test per ANSI/HI 12.1–12.6. Motor insulation and leakage testing per IEC 60335-2-41.
Materials Traceability
Every alloy billet is verified by portable spectrometer before casting. All as-cast parts undergo spectroscopic analysis, dimensional inspection per ANSI/HI 12.1-12.6, and final hydraulic acceptance tests. This traceability discipline — applied to every heat of Cr27 alloy — is why our wear parts consistently deliver the expected service life.
Buyer Advisory
We can trace the whole life cycle from raw casting state to finished product, the pump performance in shipment will be validated by the material test certificate(MTC) and hydraulic test report based on HI standard. If your receiving process also requires ISO/ABS approved third-party inspection, we also install hold-point inspection of SGS, Bureau Veritas and TUV in our factory.
Submersible Slurry Pump Price, Lead Time & After-Sales Support
What Drives Submersible Slurry Pump Pricing
We provide variable submersible slurry pump pricing based on configuration. Key pricing drivers are: (from greatest to least): submersible or horizontally mounted pump design, motor power horsepower (HP), impeller type (high chrome Cr27 or rubber-lined option), mechanical seal arrangement (double or triple) and associated accessories (agitating device, variable frequency drive(VFD), sensors etc..).
Industry price ranges for submersible slurry pumps:
Small Submersible
(5–15 HP) $5،000 $15،000Medium Submersible
(15–50 HP) $15,000–$50,000Heavy-Duty Submersible
(50–150 HP) $50,000–$150,000These values are typical market reference values and may vary. Your final quotation will depend on your particular application and configuration parameters.
Lead Time & Spare Parts
Standard QSZ configurations ship from stock — contact us for a specific lead time estimate based on your model and quantity. Custom configurations require additional engineering and production time, which we estimate after reviewing your specifications.
Another issue that procurement teams worry about with Chinese manufacturer: “Do the spare parts arrive on time." As one of the leading Chinese slurry pump manufacturers, BBP always keeps long-term stock of high-wear categories of spare parts: impeller, liner, seal and agitator assembly kit. Wet-end condition monitoring and maintenance planning includes pre-positioned availability of critical repairs at your site so your downtime window is reduced from days to hours.
After-Sales Support
- Remote diagnostics: 24/7 video conference support for operating condition troubleshooting, vibration analysis and seal condition monitoring
- On-site installation services: BBP technician monitoring for first-unit commissioning (application over threshold)
- Maintenance training: On-site training for wet-end removal, seal condition inspection and agitator repair so you reduce dependency on us for routine operation
Engineering & Selection Tools
Total Cost of Ownership Calculator
Submersible vs Horizontal Slurry Pump — Side-by-Side Comparison
إطلاق الحاسبة →Slurry Pump Sizing Calculator
Enter your system parameters to determine pump requirements
Start Sizing →Submersible Slurry Pump FAQ
Start with these four parameters: flow (GPM or m/h), head (including total vertical lift and piping friction factor), slurry (percentage solids, particle size distribution, specific gravity), environment (submersion profile, temperature, corrosive ambient), contact the pump manufacturer and ask for a pump sizing calculation/feasibility report with a performance curve. We analyze your required operation data against the full QSZ series range — from the compact QSZ50 to the heavy-duty QSZ2000 — to find the best match so you don't have to over buy or under buy.
A submersible slurry pump is designed for service with abrasive solids: sand, gravel, ore fines and the like, which will abrade most alloy and copper-based materials within days. A sludge pump, on the other hand, is designed for service with viscous material: sewage, biosolids and the like where viscosity is the limiting factor, rather than abrasiveness. At the hardware level, the difference is the material of the impeller; high-chrome (Cr27, 26% chromium, above HRC50.) alloy or rubber-lined for the abrasive slurry; cast iron, cast stainless and similar for sludge. If the application involves grit, mineral solids or excavation spoil, it's a slurry pump.
Yes — with limits. Our submersible slurry pumps incorporate Class-H insulation motors and SiC mechanical seals that tolerate intermittent dry running without damage. But no pump should run dry continuously, since the liquid functions as both cooling medium and lubricant. For fluctuating liquid levels, install a level switch as a failsafe.
The specification process occurs in four steps: (1) establish the solid-liquid flow rate in clean water, (2) calculate the total dynamic head by adding static lift to pipe friction and fitting head, (3) apply slurry correction factors; specific gravity and particle size will dictate the required power per unit flow rate - the denser the slurry, the more power to move it , (4) select the pump model with the best-efficiency point, or BBP, which should be within 80-110% of the duty point. Oversizing a slurry pump is just as bad as under sizing: the pump runs far off-BBP, which accelerates impeller wear and elevates energy consumption.
Five inherent factors are common to all instances of accelerated wear: (1) running far off BBP, (2) incorrectly selecting the impeller material in relation to the slurry chemistry, (3) particle velocity along the impeller blade, (4) cavitation, which occurs when there isn't enough NPSH available, (5) operating with failed seals, which allows abrasive slurry to enter the bearing housing. Regular examination of impeller clearance and wear plates identifies wearing parts before failures cascade.
For highly abrasive slurry with specific gravity greater than 1.4 and a broad distribution of grit sizes, an open- or semi-enclosed impeller made from high-chrome iron is best suited for the application; an alloy with around 26% chromium (HRC58-63) balances hydraulic efficiency with abrasion endurance. Rubber-lined impellers handle fine grained acidic slurry much better than chrome. BBP QSZ heavy-duty models are available in both possibilities; chrome steel base with factory installed rubber liner.
Up to 80 meters. Beyond 30m depth, we recommend QSZ high-head models (30–80m rated) with triple SiC mechanical seals and reinforced cable glands to handle the increased hydrostatic pressure.
The main manufacturers are KSB, Eimco (Weir Minerals), Glowne Houpy (Metso) and Tsurumi, and BBP. Do not simply specify a manufacturer by name. What you need to know: (1) metallurgical test certificates for impeller and wear-part material, (2) factory hydraulic test results meeting ANSI/HI 12.1-12.6, (3) existence of reference plant in similar application and slurry, (4) local population of correct spare parts, (5) does the manufacturer have the ISO 9001 certification and third-party inspector access. BBP manufactures the impeller and the wear-parts by its own foundry and machining process.
Get the Right Submersible Slurry Pump for Your Application
Provide us with your flow, head and slurry specifications. Within 48 hours our engineers will get back to you with a detailed pump selection package with performance curves.
طلب عرض أسعار