Entre em Contato com a BBP
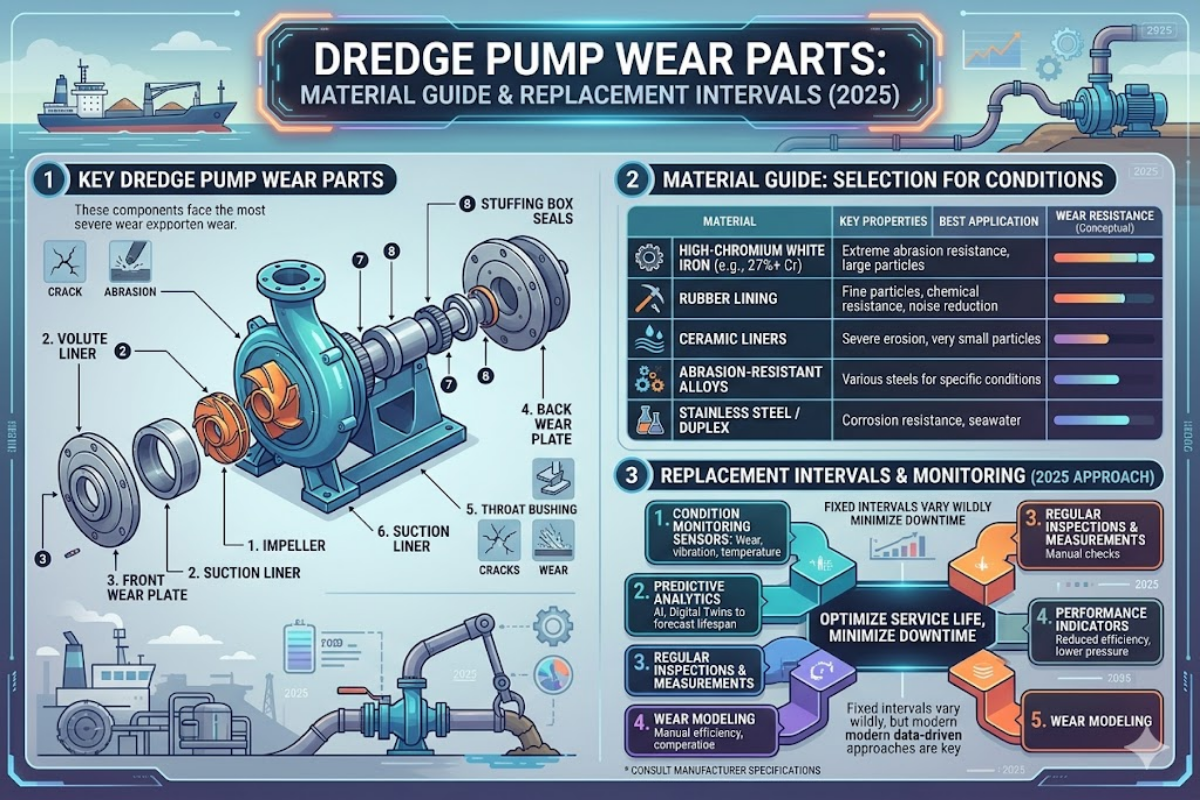
Dredge Pump Wear Parts — Materials, Service Life & How to Choose the Right Grade
Quick Specs
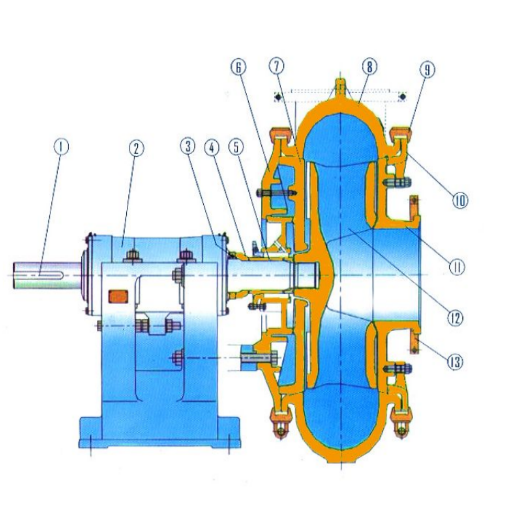
| Critical Wet-End Components | 6 — impeller, casing liner, throat bushing, suction liner, frame plate liner, shaft sleeve |
| Recommended Alloy | High-chrome Ni-Hard white iron (>58 HRC) per ASTM A532 |
| Service Life vs. Cast Iron | 2–4× longer in sand/gravel slurry service |
| Maintenance Interval | 6–12 months under continuous duty (material- and condition-dependent) |
| Ma× Particle Passage (Dredge Pump) | 82–400 mm (vs. 25–76 mm standard slurry pump) |
Dredge pump wear parts—the impellers, casing liners, and throat bushings that are in direct contact with abrasive sand and gravel slurry—are the greatest single determinant of how long a pump will operate without failure and the total cost of ownership. Choosing the wrong material grade or missing the opportunity to make a replacement can result in more than just a component failure —seal failures, less than optimal efficiency, and costly dredging vessel downtime are all that much more costly when backups are deferred:
In addition to this overview, this Selector Guide de-mystifies each of the five key wear components, matches the alloy grades we offer to hardness and performance data (referenced to ASTM A532) and provides a simple process for selecting through the steps which you can apply when placing your ne×t parts order. Regardless if you run a sand dredge pump on a river e×traction barge, or a cutter suction dredger in port construction, the material choices and maintenance we discuss here impact your operating margin.
What Are the Critical Wear Parts in a Dredge Pump?
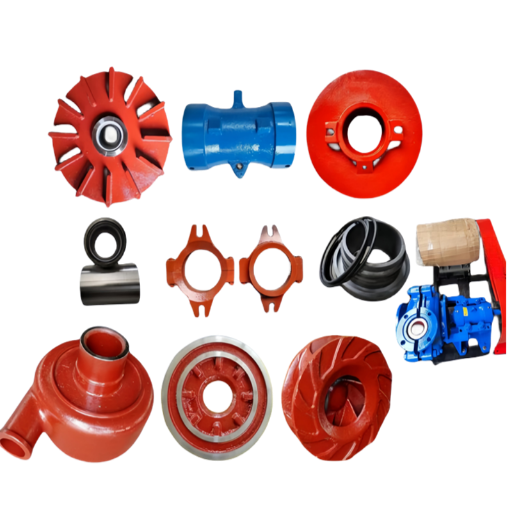
All centrifugal dredge pumps have si× common wet-end parts that take most of the abrasive hits. Knowing what each one does- and which ones wear out first- helps you order the necessary spare parts and plan inspections for maximum effect.
| Componente | Function | Typical Material | Modo de falha primária |
|---|---|---|---|
| Impeller | Generates centrifugal force; moves slurry from suction to discharge | High-Cr white iron (>58 HRC) | Leading-edge vane erosion from angular particles |
| Casing Liner | Protects pump casing from internal slurry abrasion | High-Cr white iron or rubber | Volute wall thinning at high-velocity zones |
| Throat Bushing | Controls clearance between impeller and casing; reduces recirculation | High-Cr white iron | Clearance opens from abrasive wear → efficiency drop |
| Suction Liner | Guides incoming slurry into the impeller eye; takes initial particle impact | High-Cr white iron | Impact wear from oversized solids entering the suction |
| Frame Plate Liner | Protects the frame plate (back wall) from recirculating slurry | High-Cr white iron | Backflow erosion behind the impeller |
| Shaft Sleeve | Protects the pump shaft at the seal area from slurry contact | Stainless steel or ceramic | Grooving from packing gland or abrasive ingress |
In a sand and gravel dredge, these six parts are exposed to slurry containing big, angular quartz lumps, one of the hardest of the common minerals at 7 on the Mohs scale. It’s the impeller that takes the real beating in this environment, but immediately downstream is the casing liner, and it’s for this reason that both the AMG gravel sand pump series and its big dredging brothers use replaceable wet parts, easily changeable for quick change overs without removing the pump from its mount. With multi-pump dredging equipment, this also reduces the number of spare parts SKUs need to be carried – one liner fits all of the same pump sizes for the whole dredge, reducing inventory costs on the vessel and pipeline booster stations.
All six parts are designed as “wear” items – the pump liner and casing can be removed and replaced separately without removing the pump, thereby reducing change out time from days to hours.
Why Dredge Pump Parts Wear Out — Abrasion, Erosion & Cavitation

Wear in dredge pumps can be due to three different mechanisms, all caused by varying operating and slurry properties. Knowing which of these is most prevalent is the initial stage of increasing your part life:
The main destructive effect is abrasive wear. Particles of angular sand and gravel act like abrasive paper, grinding at the surface of the metal. The mineral efficiency increases with the hardness of the mineral: then at an identical concentration, quartz (7 Mohs) results in around 3-5 of the abrasion properties of limestone (3Mohs).
Erosive wear occurs as a consequence of an erosive slurry, striking surfaces in an inward-direction at a shallow angle, in particular impeller tongue and vane tips. Cavitation damage may be caused where the pump exceeds the essential NPSH; vapor bubbles have less effective pressure than the impeller, and muscle collapse onto metal surfaces inducing pitting.
📐 Engineering Note — Mohs Hardness of Common Dredged Materials
Quartz sand: 7 Feldspar: 6 Calcite /Limestone: 3 Clay minerals: 1 2. As quartz is the main constituent in most rivers and marine sands dredge pump wet parts are subjected to abrasion by some of the hardest mineral particles to be found in any pumping operation. To this end equipment employed normally employs standard slurry pump alloy hardness values of 45 55 HRC, to be inadequate,, it is the wear resistant carbide matrix of the high chrome Ni-Hard alloy (<58 HRC) that is geared to outperform quartz particle hardness at the micro level.
High efficiency dredge pumps owe much of their success and high efficiencies to this material advantage worn away throughout their entire impeller diameter and suction pipe bore.
In addition to hardness of minerals the three operating parameters that bring about wear at a faster rate than most people might expect are:
- Concentration of slurry Higher the solids-by-weight levels a we get greater the contact ratio between the particle and the surface. Eulerian multi-phase CFD modeling of the flow shows that erosion against a surface has a non-linear relationship with concentration, with two times rise in the solids concentration resulting in twice to thrice the rate of erosion.
- Operating point vs. BBP: A dredge pump is typically run 15-20% above the Best Efficiency Point (BBP), this causes the impeller erosion rate to be the maximum doubled, because the flow pattern is altered leading to the formation of turbulent recirculation areas which focus the particle impacts onto the edges of vanes.
- Particle shape: Angular particles (freshly broken rock, quarry gravel) can cause 2-3 times the amount of abrasion to rounded particles (river-worn sand) of the same size and hardness by focusing the cutting force on a smaller contact area.
Does Slurry Concentration Affect Dredge Pump Wear Rate?
Yes – but the relation isn’t linear. Below approximately 10 %SCW (solids content by weight), the wear increases roughly in proportion to the slurry concentration (mass flow rate). At higher concentrations (above the range of 15-20 %SCW), the wear rate increases more rapidly since particle-to-particle collisions within the slurry generate secondary abrasion events that, when added together, increase the wear rate in conjunction with direct (particles-on-screen) surface contact.
CFD calculations of centrifugal dredge pump impellers indicate erosion of the impeller vane tips is especially pronounced at the interface between high-concentration core flow and lower-concentration wall flow, where velocity gradients are highest. For the plant, the practical lesson: maintaining relatively constant slurry density in the pump’s intended operating range (perhaps by adjusting process conditions,) trumps any particular material enhancement or process flow modification in extending component lifetime.
️ Common Operator Mistake
Turn the pump up to maximum RPM to “push more material” when the line is partly blocked. operating point moves far right of BBP, so impeller tip speed and erosion increase greatly while somewhat less material is delivered due to increased recirc losses..response to partly blocked line is to lower the RPMs then clear the blockage.
High Chrome vs. Rubber vs. Ceramic — Wear Part Material Comparison

The material selection you perform for your dredge pump wear parts ultimately affects its life expectancy and total lifetime costs. Three families of materials are prevalent and offer advantages in slurry applications. Our comparison below is based on validated hardness values and application limits-not “High/Medium/Low” generalizations, for example.
| Property | High-Cr White Iron (Ni-Hard) | Natural Rubber | Ceramic Composite |
|---|---|---|---|
| Hardness | >58 HRC (carbides: 1,500–1,800 HV) | Shore A 40–70 | HRA 85–93 (alumina tiles) |
| Chromium Content | 12–30% (ASTM A532 Class II–III) | N/A | N/A |
| Corrosion Resistance | Moderate (Cr forms passive oxide layer) | Excellent (pH 3–14) | Excellent (chemically inert) |
| Max Service Temp | Up to ~600 °C | ~80 °C (degrades above) | Up to ~1,000 °C |
| Max Particle Size | Up to 400 mm (wide-channel dredge impellers) | Up to 76 mm (rubber tears on large solids) | Fine slurries only (<5 mm; tiles crack on impact) |
| Best Application | Sand/gravel dredging, mining, coarse abrasives | Acidic slurries, fine particles, corrosive fluids | Fine abrasive + high temp (e.g., alumina processing) |
💡 The 58 HRC Threshold Rule
Below 58 HRC abrasiveness drops substantially as quartz-heavy slurries transition away from the support function of the metal matrix to its rupture. HRC in the 45-55 range of standard slurry pump alloys (A05/A49) is typical, suitable for mill discharges and tailings applications but not for primary sand applications, where every cubic meter of slurry walking a significant percentage of it quartz 7 on the Mohs scale. For dredge pump service specify wear parts with a HRC greater than 58. That one threshold divides 6 month replacement cycles from 6 week failures — it is the single most important factor in wear-resistant part selection for high performance dredge duty.
For high-chrome Ni-Hard alloy in applications handled coarse sand and gravel the situation most common for dredging high-chrome Ni-Hard alloys in CZ application, AGG/ABG. manufacturers all wet end wear parts for the AMG and AWN series from Ni-Hard alloy with a HRC greater than 58 verified through spectrographic testing of each batch for chromium, nickel and molybdenum content. For chemical processing using acidic slurries with finer particles, rubber-lined options from BBP’s high chrome slurry pump range or a rubber-lined alternative may be more suitable. Use BBP’s material selector calculator to determine the ideal grade for your specific slurry conditions.
Service Life & Replacement Intervals — When to Change Each Part
Optimal replacement interval is a product of these three factors: alloy grade, slurry chemistry, operating discipline. The benchmark ranges below represent typical parameters for high-chrome cast Ni-Hard alloy in continuous duty sand and gravel dredging.
| Componente | High-Cr Ni-Hard (>58 HRC) | Standard Cast Iron / A05 | Rubber Lined |
|---|---|---|---|
| Impeller | 2,000–5,000 hrs | 500–2,000 hrs | N/A (rubber impellers rare in dredge duty) |
| Casing Liner | 3,000–6,000 hrs | 1,000–3,000 hrs | 1,500–4,000 hrs (fine slurry only) |
| Throat Bushing | 1,500–4,000 hrs | 500–1,500 hrs | 1,000–2,500 hrs |
| Suction Liner | 2,000–5,000 hrs | 800–2,000 hrs | 1,000–3,000 hrs |
| Frame Plate Liner | 3,000–6,000 hrs | 1,500–3,000 hrs | 2,000–4,000 hrs |
| Shaft Sleeve | 5,000–10,000 hrs | 3,000–6,000 hrs | 5,000–8,000 hrs |
Note: ranges are predicated on typical river and marine sand dredging at 15-25% solids by weight. Higher concentrations of highly angular quarry gravel or rates in excess of 30% will have a proportional impact on intervals. Your mileage will vary.
A compelling economic case for high-chrome alloys is illustrated by comparing Ni-Hard to standard castings. The best Ni-Hard impellers last 2-4 longer in the same application, indelibly under scoring a lesson that industry experience confirms: the true cost of wear isn’t the replacement part, it’s the production downtime required to change it — which is why specifying materials that reduce wear at the source pays back many times over.
What Are the Signs That Dredge Pump Wear Parts Need Replacing?
These four telltale signs reveal impending wear part failure: 1) flow rate measurement in constant rpm conditions shows a 10-15% difference before impeller or liner inspection indicating significant wear. 2) growing bearing vibration, an early indicator of an out-of-balance impeller and intimations of shaft sleeve grooving. 3) increasing discharge pressures with fluctuations caused by recirculating worn throat bushes. 4) visual checking for scoring or wall thinning on the impeller face and liners: the presence of any pair of symptoms requires scheduling a replacement long before failure.
How to Inspect Dredge Pump Wear Parts
Assessment of wear part condition can be an effective combination of three approaches: visual examination at each scheduled shutdown across the full impeller face and liner faces, the measurement of impeller and liner dimensions with calipers or ultrasonic thickness gauges, and the collection of vibration data over time. Time and again, industry experience verifies: the cost of each wear part is very small in comparison to the manufacturing cycle time lost by switching one out. BBP’s mineral recommendation to wear rate map is an invaluable tool to reflect this principle in the field.
How to Select Wear Parts — 4-Step Process & Supplier Checklist
Determine wear part compatibility based on loading conditions, material properties, and verified supplier quality as a final check. This four-step approach goes from operating parameters to locating a qualified manufacturer, whether ordering a single pump or specifying parts for an entire fleet.
4-Step Wear Part Selection Process
- Establish your slurry profile to tailor part selection: dominant mineral (Mohs), maximum particle size (mm), solids (% by weight), pH, operating temperature.
- Match materials to conditions: angular quartz >2mm high chrome Ni-Hard (>58 HRC). acidic pH <4 with fine particles rubber lined. fine abrasive >80 C ceramic composite. mixed parameters prioritize the most aggressive factor.
- Confirm dimensional equivalency: verify replacement part dimensions and impeller vane geometry and passage width exactly match your pump model. Direct a parts cross-reference tool to communicate OEM part numbers with commonly compatible equivalents.
- Assess supplier: verify the following points as part of your order process.
- ✔ ISO 9001:2015 quality management certification
- Metallurgical test reports on each batch of casting (spectrometer verification of Cr/Ni/Mo)
- Hardness testing documentation (HRC for each lot)
- In-house casting + heat treatment (vertically integrated minimizes variation)
- Zero lead times for regularly stocked spare parts under 2 weeks
- ✔ Cross-model interchangeability (reduces on-site inventory)
- ✔ Hydraulic performance testing per ISO 9906
- Technical help in selecting correct wear parts for service conditions
BBP controls all phases of production – beginning to end – in their own facility (from raw alloy to CNC assembly and hydraulic testing). All high-chrome alloy batches are chemically analyzed and metallography tested before entering heat treatment furnaces. This border-to-border vertical integration is unique among slurry pump supply chains and eliminates some variability that affects outsource-cast wear parts.
Dredge Pump vs. Slurry Pump Wear Parts — Why They’re Not Interchangeable

Many purchasing teams will look to replace custom or high-cost slurry pump parts with generic slurry parts for dredge use. It is an expensive mistake to ignore the engineering differences. The following specifications are representative of BBP’s own AMG/AWN dredge pump series and typical slurry pump products to define reasons for noninterchangeability.
| Specification | Dredge Pump Parts (AMG/AWN) | Standard Slurry Pump Parts |
|---|---|---|
| Max Particle Passage | 82–400 mm | 25–76 mm |
| Impeller Design | Wide-channel, anti-clog, 3- or 4-blade | Closed or semi-open, higher vane count |
| Wet Parts Material | Ni-Hard high-Cr alloy (>58 HRC) | A05/A49 chrome alloy (45–55 HRC typical) |
| Flow Range | 36–14,000 m³/h | 10–1,000 m³/h |
| NPSH Requirement | <1 m (AWN series — deep suction) | Standard (typically requires flooded suction) |
Size of passage exceeds the limit of slurry part design. In actual dredging operations, the feed contains gravel, cobbles, and solids larger than 76mm. Attempting to push coarse material through a slurry pump impeller designed for finer feed destroys blades, damages seals, and chews up casing edges in less than 2 months on sand mining dredges. Industry users have reported that A05 slurry impellers in dredge pump casings failed after about 6 weeks. (Compared to 6 months or more with on-spec Ni-Hard parts)
For processes that combine high volume/low load dredging with fine downstream sorting, BBP recommends a two-prong system: AMG or AWN dredge pumps for the coarse head feed coupled with mining slurry or horizontal slurry pumps for classifying and tailings application. These do not run at the same point in the operating duty curve and provide wear part longevity across the entire circuit.
What’s Changing in Dredge Pump Wear Part Technology (2025–2026)
The global market value of dredging equipment is expected to reach USD 21.8 billion by 2033, thanks to port expansion projects, increasing investment in coastal protection infrastructure and other infrastructure developments at a 5.2% CAGR. This growing demand for dredging assets is fueling three technology shifts in wear part engineering:
Three Trends Shaping Dredge Pump Wear Parts
- CFD-validated impeller design: Computational fluid dynamics is moving beyond its research origins and is standard in design iterations during new impeller development projects. A 2024 MDPI Water paper presented a hybrid AI-CFD framework capable of minimizing erosive hot spot formation while increasing hydraulic efficiency by the same measure- implying the next generation of impellers may offer measurable lifespan improvements at current operational duty points.
- Predictive wear sensing on waterways: Vibration and wall-thickness sensors rolled into pump casings are making for more accurate condition-based replacements rather than traditional time-in-service schedules. Fleets operating multiple dredgers can expect to see 15-25% lower spare parts logistics costs when employing this data-driven methodology along with unplanned failure prevention.
- Advanced alloy formulations (a major upgrade over legacy compositions): Research heavy foundries are trying out higher vanadium and tungsten additives in their ASTM A532 base to raise fracture toughness values without lowering the hardness and issuing more brittle white irons than is economically desirable.
“Between 2023-2032 annual global demand for equipment to sustain new developments should reach 5.8%. Operators who embrace higher-grade wear parts today will see a truly compound reduced TCO as fleet utilization grows.”
Action to take for procurement teams assessing 2026 project schedules: Begin requesting CFD-approved impeller layouts from your dredge pump vendor, and inquire about the availability of IoT-enabled pump configurations. Advanced technology options are ready for sale now on premium equipment lines, and will quickly pay off through longer maintenance intervals.
Perguntas frequentes
Q: What are the main wear parts of a dredge pump?
Ver Resposta
The 6 key wet-end wear parts are the impeller, casing liner, throat bushing, suction liner, frame plate liner and the shaft sleeve. The materials classed as wet-end wear parts are those which have direct contact with the slurry.
Q: How often should dredge pump impellers be replaced?
Ver Resposta
Impeller wear life for continuous sand and gravel dredging depends on many variables including slurry percent solids, garnet particle shape, mineral hardness, impeller type and location relative to BES point. Typical consumption rates for high chrome Ni-Hard impellers are 2000-5000 hours, Castings are slightly lower at 500-2000 hours. Raranak Bnehnaseimpeller wear monitoring using flow rate at constant RPM-10-15% decline indicates impeller deterioration.
Q: What does a dredge pump wear plate cost?
Ver Resposta
Pricing for dredge pump wear plates show a wide variation concerning pump size, alloy grade and quantity of pieces ordered. Contact pump OEM with you specific model number and preferred alloy grade for accurate pricing information as cost is affected by casting size and current alloy raw material pricing.
Q: Can dredge pump parts be customized for specific projects?
Ver Resposta
There are options for customized wear parts configurations including alloy grade choice, impeller vane geometry, pump drive choices, seal selection type and the orientation of the discharge port. BBP provides custom designs and technical quotations for the same within 48 hours of project input received.
Q: What certifications should a wear parts supplier have?
Ver Resposta
For identification of further visual inspection points: Ensuring you have purchased ISO 9001:2015 for a form of quality assurance that will provide you with consistent results. When working on international dredging projects, look for ISO 14001:2015 (environment), ISO 45001:2018 (health and safety), and CE markings. Request metallurgical testing reports on each and every batch of casting material submitted- not just screen shots from the measurement device- for alloy content approval. Finish hydraulic tests following ISO 9906 validation in order to confirm the finished pump performance.
Q: Are high chrome pump parts worth the extra cost?
Ver Resposta
In sand and gravel dredging- yes. the additional purchase price of the high chrome Ni-Hard componentis offset by an additional 2-4 times operating life compared to conventional cast iron components. The Total Cost of Ownership Calculation takes into account not just the component cost but also the downtime cost, crew standby costs, and lost production costs during component replacement. On an operating vessel, a single “dead” time shutdown typically equals the cost of an entire set of premium wear parts.
Need Dredge Pump Wear Parts Engineered for Your Application?
BBP engineer to determine the alloy grade, impeller geometry and seal arrangement to suit your slurry requirements. Engineered pump parts high efficiencies to minimize wear and prolong life. ISO 9001 certified. spect goes into every batch of casting.
Please do not hesitate to contact us for custom configurations and volume pricing.
About This Analysis
Production: BBP produces the AMG and AWN sand dredge pumps with Ni-Hard high-chromium alloy wetted components with the following properties measured by spectrometer in our shops on all castings batches :. The alloy comparison chart and proposed change out intervals compilation in this booklet arise from published research in the metallurgical field, ASTM A532 reference standards, plus BBP’s own production quality examination. We have included the industry benchmark ranges as guides the actual condition of the alloy will also depend on operating conditions.
Referências e fontes
- An introduction to Chrome White Iron – ASTM A532 – Penticton Foundry.
- Why Does High Chrome White Iron Work So Well for Abrasive Pumping? -Cornell Pump Company
- The Eulerian Multi-Phase CFD Model Developed to Mimic Dredge Pump Performance – Chemineer.
- Investigation of the Wear Resistance of High-Chromium Cast Irons A532
- Hybrid Optimization Approaches for Impeller Design of Centrifugal Pumps – MDPI Water (2024)
- Dredging Market to hit USD 21.8 billion by 2033: OpenPR Market Research
- Dredging udstyr marked størrelse & fordeling af markeds vægt – Metastat Insights (2025)
Artigos Relacionados
- Sand Dredge Pump — Heavy-Duty Solutions for Mining & Dredging Industry
- Bomba de polpa de alto cromo
- Peças sobressalentes da bomba de polpa
- Bomba De Polpa De Mineração
- Gráfico de referência Mineral-to-Wear-Life
Reviewed by BBP Engineering Department – Testing of Pump & Quality Department


![Sand Dredge Pump vs Slurry Pump: Key Differences [2026]](https://bbpmfg.com/wp-content/uploads/2026/04/2-17-768x512.png)