Get in Touch with BBP
Slurry pump selection starts with a duty point, not a model number. If you can show the flow, head, slurry data, suction condition, and operating window before asking for price, a supplier can check the curve instead of guessing from a short product description.
Quick Specs: Slurry Pump Selection Inputs
Design flow rate
Total dynamic head
System curve or pipe route
Slurry specific gravity
Solids concentration
Particle size distribution and d85
pH and temperature
NPSHa and suction layout
Operating hours and duty cycle
Required test records
BBP uses this same kind of evidence before quote: flow rate, total head, slurry type, particle size, specific gravity, and suction conditions. This method is written for engineers and buyers who want a curve-based review before they send an RFQ for industrial slurry pumps.
Contents
List of 8 Significant Considerations for Selecting a Slurry Pump
- Use important fluid and non-fluid characteristics before final review, so the appropriate pump be selected for your slurry application.
- Compare the difference in pump design between different types before choosing a proper pump.
- Check pump casing, pump location, pump and discharge arrangement, and suction conditions together.
- Review characteristics of the material, particle shape, and potential abrasion to the pump before material approval.
- Understand your pump application necessities before selecting the best-suited pump.
- Keep the relation to selecting the best-suited unit clear when compared to other pump types, not catalog order.
- Remember that many different types of pumps available can make selecting a pump more difficult.
- A suited slurry pump designed for pumping thick materials allows the pump to work closer to the duty-point evidence.
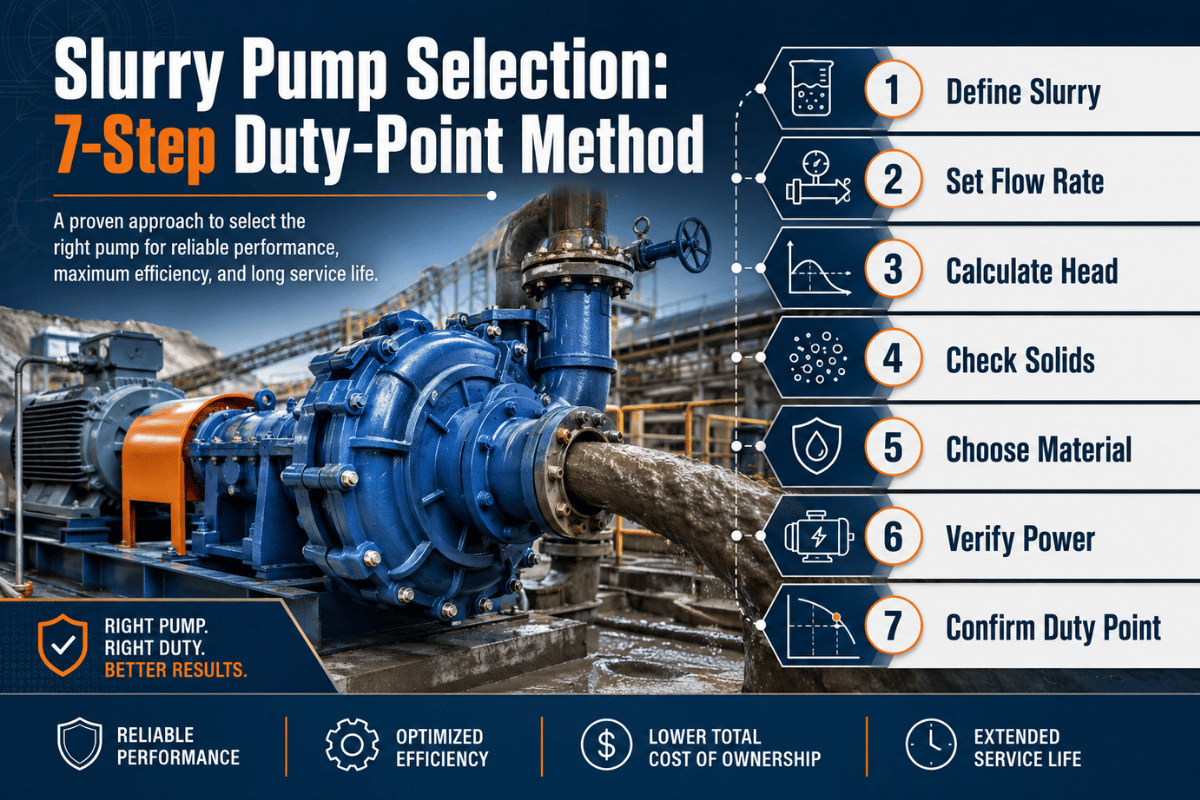
Slurry Pump Selection: The 7-Step Duty-Point Method
A slurry pump selection process should move from service data to hydraulic review, then to material choice and supplier evidence. That sequence matters because a hard liner cannot fix a wrong duty point, and a large motor cannot fix a pump that sits in the wrong part of the curve.
Use the method as a system design checklist. Selecting a slurry pump is really a pump system review: pipeline route, pump design assumptions, suction arrangement, slurry pumping duty cycle, and wear history all belong in the same evidence packet. When you are selecting a pump after excessive wear, do not start with alloy; check whether slurry pumping conditions changed first.
Match the Best Suited Pump to Your Application Requirements
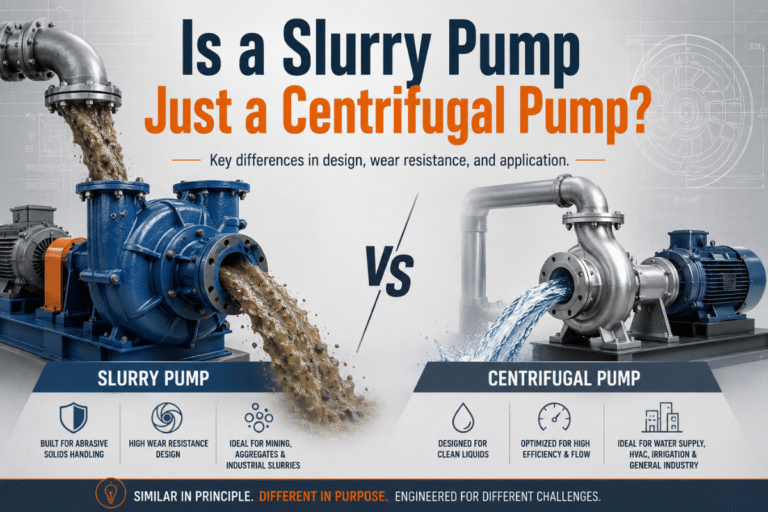
To choose a slurry pump, avoid treating the RFQ like a standard centrifugal pump purchase. A slurry pump for your application must be designed for slurry, not just water duty, because slurry characteristics affect pump components, slurry velocity, pump speed, material of construction, pump orientation, and cost of ownership. Selecting the right pump also requires proper pump sizing and a clear view of whether the duty is difficult to pump. To pump slurry reliably, effective slurry pumping starts with the whole system, not only the wet-end part number.
Important Considerations: Slurry Pumping for Heavy-Duty Slurry Applications, Centrifugal Pump Limits, and Difficult to Pump Duties
A centrifugal pump can be the right starting point, but heavy-duty slurry applications need more than a catalog curve. When slurry is difficult to pump, compare the clean-water curve, correction method, material basis, and maintenance access before accepting the model.
| Step | Input | What it prevents |
|---|---|---|
| 1 | Flow and head | A quote based on nominal pipe size rather than duty point |
| 2 | SG, solids, viscosity | Clean-water curve assumptions in slurry service |
| 3 | BEP operating window | Recirculation, vibration, and early wear |
| 4 | Pump type and orientation | Wrong installation architecture |
| 5 | Wet-end material | Hardness-only or price-only material choice |
| 6 | Suction and seal plan | Cavitation, dry running, and water-dilution surprises |
| 7 | Test evidence and spares | Low purchase price with high lifetime risk |
How do you select the right slurry pump?
Select the right slurry pump by defining the duty point first, correcting it for slurry properties, checking the operating window, choosing pump type and wet-end material, reviewing suction/NPSH, and comparing test evidence before price.
Selection takeaway: Pump model comes late. Evidence stack comes first.
1. Define Flow, Head, and the Pump Curve Intersection
A duty point is the flow and head where the pump curve meets the system curve. DOE guidance for industrial pump selection starts with identifying process flow and pressure needs, measuring actual head and flow, and developing a system curve. DOE’s pump selection guidance is clean-water focused, but the logic still applies: you cannot select a pump without the system demand line.
| Curve item | Buyer should provide | Why it changes selection |
|---|---|---|
| Flow rate | m3/h, L/s, or GPM | Sets the horizontal position on the pump curve |
| Static head | Vertical lift in m or ft | Sets the head floor before friction losses |
| Friction head | Pipe length, bore, bends, valves | Rises roughly with velocity squared in many systems |
| NPSHr | From selected pump curve | Checks whether suction pressure can avoid cavitation |
| Power | Motor kW/HP plus service factor | Must cover slurry density and operating range |
How to calculate pump selection?
As a first pass, calculate design flow, static head, friction head, and discharge pressure to estimate total dynamic head. Then overlay the system curve on candidate pump curves and check whether the duty point falls near the normal operating range. Slurry-service review should include the clean-water calculation with slurry SG, solids, particle data, pH, temperature, suction condition, and expected operating band so the manufacturer can apply the correct correction method and reject curves that only look acceptable in clean-water conditions.
Engineering Note: DOE’s tip sheet gives a 25% NPSH margin rule of thumb over the expected flow range. Treat that as a screening floor in slurry service, not the final answer; suction lift, vapor pressure, entrained air, and seal plan still need review against the actual pump curve.
2. Correct the Duty Point for Slurry SG, Solids, and Viscosity
A clean-water duty point is only the starting line. DOE’s pump selection sheet lists pH, operating temperature, solids concentration, particle size, specific gravity, vapor pressure, and viscosity as fluid properties that affect pump choice. For slurry pumping, those properties decide whether the pump must move a settling mixture, a viscous fine-particle slurry, a chemically aggressive stream, or a coarse abrasive duty.
Slurry pumping calculations should also describe whether solids settle during low-flow operation, whether the pipeline has long horizontal runs, and whether the process can tolerate velocity changes during start-up or turndown.
| Slurry property | Minimum RFQ data | Selection effect |
|---|---|---|
| Specific gravity | Mixture SG and solids SG | Changes power demand and shaft load |
| Solids concentration | % by weight or % by volume | Changes settling risk, friction, and wear exposure |
| Particle size | PSD curve, d50, d85, max size | Changes passage size, material choice, and wear pattern |
| Particle shape | Rounded, angular, sharp, fibrous | Changes cutting and impact wear |
| pH and temperature | Operating and upset ranges | Changes corrosion and elastomer choice |
A 2024 MDPI Water study on centrifugal slurry pump wear used CFD-DEM coupling to study how particle and design variables affect collision and erosion. In that study context, changing particle size from 0.4 mm to 0.8 mm changed wear behavior, and a blade wrap angle change from 66 degrees to 96 degrees reduced estimated impeller and volute wear by about 20%. This study is not a selection chart, but it shows why particle data belongs in the RFQ.
RFQ takeaway: If the RFQ says only “slurry,” the supplier must infer too much. Send the PSD, SG, concentration, pH, and temperature.
3. Keep the Operating Window Near BEP
BEP is not just an energy topic. Slurry operation far from BEP can change internal recirculation, vibration, local velocity, and incidence at the impeller. Field specifications often set an acceptable window around BEP; an Eng-Tips operating-range discussion, for example, cites one plant requirement between 80% and 105% of BEP flow, but that number is a plant rule, not a universal standard.
| Curve issue | What to ask for | Why it matters in slurry |
|---|---|---|
| Duty point left of BEP | Minimum continuous flow check | Risk of recirculation and unstable solids movement |
| Duty point right of BEP | Runout and motor-load check | Higher velocity can increase abrasive wear |
| Variable flow | Expected min/max flow range | Selection must cover the real operating band |
A maintenance engineer replacing a cyclone-feed pump often sees the wrong symptom first: short liner life. The root cause may be a valve position, pipe modification, or production-rate change that moved the duty point away from the curve originally selected. Before changing alloy or liner, ask for a curve overlay using the present pipe route and current throughput.
Curve takeaway: Do not choose wet-end material until the pump is checked against the real operating band.
4. Choose Pump Type: Horizontal, Vertical, Submersible, or Positive Displacement
Most slurry pump selection work still starts with a centrifugal pump, but the installation decides the architecture. A dry plant transfer line, a sump, a flooded pit, and a dense underflow application do not ask the same thing from the pump.
Advantages
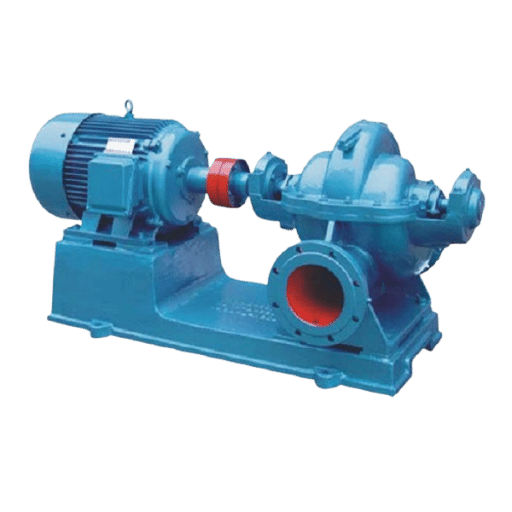
- Horizontal units give above-grade access for bearings, seals, and wet-end inspection.
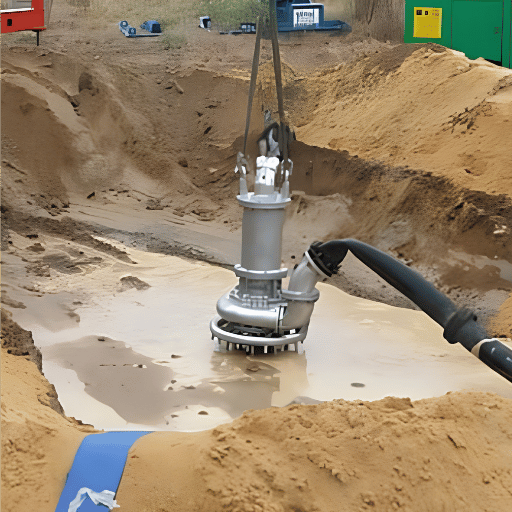
- Submersible units remove the dry suction line and work directly in pits or ponds.
- Vertical units suit sumps where slurry collects below floor level.
Limitations
- Horizontal units need suction review and floor space.
- Submersible units may need lifting access before inspection.
- Positive displacement pumps fit some high-pressure or dense duties but need careful solids review.
What type of pump is best for slurries?
Many abrasive mineral and tailings duties start with a heavy-duty centrifugal slurry pump. Use a heavy-duty slurry pump for fixed mill circuits, a submersible slurry pump for pits and flooded access, a horizontal slurry pump for serviceable above-grade installations, and a vertical slurry pump for sumps. Horizontal pumps make bearing and seal access easier, while a positive displacement pump may fit a dense or high-pressure duty only after solids review. Match the architecture to installation access, suction layout, solids behavior, and maintenance method before treating any pump type as the default answer.
Installation takeaway: Pump type follows installation constraints and slurry behavior together.
5. Match Wet-End Material to Particle Size, Shape, and pH
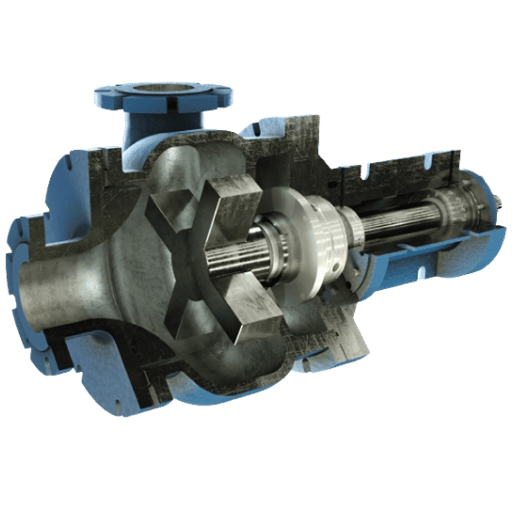
Wet-end material is where many RFQs become too simple. High chrome, rubber, polyurethane, and stainless or duplex options each answer a different wear/corrosion problem. BBP’s slurry pump range lists high-chrome impeller hardness around 60 HRC and rubber liners in the 50-60 Shore A range; those are product capabilities, not a substitute for duty review.
| Wet-end option | BBP published value | Best-fit duty signal |
|---|---|---|
| High chrome | About 60 HRC | Coarse, angular abrasive particles and cutting wear |
| Natural rubber | 50-60 Shore A | Fine particles, impact absorption, mild corrosion-abrasion mix |
| Polyurethane | About 85-95 Shore A | Fine abrasive slurry where rubber is too soft |
| EPDM or specialty elastomer | Project-specific | Chemical exposure and pH-led material choice |
BBP’s service page uses d85 about 700 um as a practical boundary between many fine-particle rubber-lined duties and coarse high-chrome duties. Use that as a useful question, not a universal rule. Particle shape, solids concentration, velocity, and pH can move the final answer. As a fast first pass, use BBP’s slurry pump material selector, then confirm with curve and slurry data. Fine abrasive or low-pH services may justify a separate review of rubber-lined slurry pumps.
Common mistake: Choosing the hardest material first can still fail if the duty point is unstable or if corrosion is the real wear partner.
6. Check Suction, NPSH Margin, Seal Plan, and Flush Water

Suction review is not an afterthought in slurry service. DOE notes that centrifugal pumps need enough inlet pressure to avoid cavitation, and gives a 25% available-over-required net positive suction head rule of thumb across expected flow rates. Slurry adds more reasons to check it: entrained air, settling at the suction, dense slurry at start-up, and seal-water arrangements that may dilute the process.
| Check | What to send | Selection risk if missing |
|---|---|---|
| NPSHa | Tank level, vapor pressure, suction losses | Cavitation and head loss |
| Suction layout | Pipe bore, length, bends, elevation | Settling, air entry, uneven inlet flow |
| Seal plan | Mechanical seal, packing, expeller, flush water | Seal wear, dilution, water supply cost |
| Access condition | Pit, sump, wet well, tank entry need | Unsafe or slow maintenance planning |
If the pump sits in a pit, sump, or wet well, maintenance access may also trigger confined-space planning. OSHA 1910.146 covers permit-required confined spaces in general industry; it is not a pump selection rule, but it is a useful reminder that maintainability belongs in the selection conversation. OSHA’s confined-space standard should be checked by the site safety owner where entry hazards exist.
Suction takeaway: A pump that looks correct on the discharge side can still fail the suction side.
7. Compare TCO, Wear Spares, and Test Evidence Before Price
Price matters, but slurry pump buyers usually pay again through energy, wet-end parts, downtime, seal work, and re-selection if the first pump misses the duty. The practical question is: can the supplier show what was selected, what was tested, and what spare parts will be available when the first wear cycle arrives?
| Evidence item | Why it belongs in the RFQ | BBP support signal |
|---|---|---|
| Hydraulic test report | Confirms rated duty against test curve | 100% hydraulic testing before shipment |
| Material traceability | Connects impeller/liner to alloy and heat lot | In-house foundry and traceability code |
| Wear-spares list | Prevents long outage after first wear cycle | Stock of common models and high-wear spares |
| Acceptance grade | States how the hydraulic result is judged | ISO 9906 Grade 1U/2B per order when specified |
ISO 9906:2012 covers hydraulic performance acceptance tests for rotodynamic pumps, including centrifugal, mixed-flow, and axial pumps. ISO 9906 scope language is a useful anchor when your project requires acceptance language. BBP’s about page states that every pump is hydraulically tested and that ISO 9906 Grade 1U/2B tests are performed per order.
Use BBP’s slurry pump TCO calculator and slurry pump downtime estimator to compare the cost of a selection error before the purchase order is issued. If your plant already runs compatible frames, include the installed model numbers when discussing slurry pump spare parts.
Commercial takeaway: Low quote value is weak evidence unless it comes with the curve, test plan, material trace, and spare-parts path.
Application Adjustments: Mining, FGD, Dredging, Wastewater, and Chemical Slurry
Across applications, the seven-step method stays the same, but the order of concern changes. Mining tailings usually push particle size, concentration, and continuous wear to the front. FGD service often raises corrosion-abrasion and flow scale. Dredging adds coarse particles and changing intake conditions. Wastewater sludge puts clogging and maintenance access in the foreground.
Different slurry applications also change the first question in slurry pumping review. A dredge pump may begin with intake variability, a dewatering duty may begin with flooded access, and a mill-circuit pump may begin with the duty-point band, hydraulics, and expected liner life.
| Application | BBP page signal | Selection priority |
|---|---|---|
| Mining and mineral processing | 20-50% w/w solids; d85 200 um to 5 mm by circuit stage | Wear material, BEP window, spares |
| FGD absorber recycle | pH 4-6; 2,000-15,000+ m3/h flows | Rubber lining, corrosion-abrasion mix, motor scale |
| Water and municipal sludge | 5-25% w/w solids | Clog resistance, seal plan, access |
| Chemical and dredging | EPDM for acid service; high chrome for sand/dredge duty | pH, particle impact, suction variability |
Ore and tailings duty should start with mining slurry pumps. Sand and variable intake service should be compared against sand dredge pumps. If the fluid is municipal sludge rather than mineral slurry, review the sludge pump boundary so the article’s slurry assumptions do not overstate abrasion severity.
Application takeaway: Keep the same method, but let the application decide which variable gets checked first.
Procurement Hand-Off: What to Send BBP for a Curve-Based Review
To get a useful answer, send a duty-point packet, not a one-line request for “a slurry pump price.” BBP’s application engineers review duty point, fluid characteristics, specific gravity, and NPSH-available before quote, and the factory brings foundry, heat treatment, machining, assembly, painting, and inspection under one ISO 9001 system certified since 1990.
| Duty-Point Evidence Stack | Send this value | BBP review output |
|---|---|---|
| 1. Flow rate | Design, min, max | Initial pump size and curve family |
| 2. Head | Static, friction, discharge pressure | Duty-point location on curve |
| 3. Pipe route | Length, bore, bends, valves | System curve check |
| 4. Slurry SG | Mixture and solids SG | Power and shaft-load review |
| 5. Particle data | PSD, d50, d85, max size | Passage and material review |
| 6. Chemistry | pH, chloride, temperature | Liner, elastomer, alloy path |
| 7. Suction | NPSHa, tank level, lift | Cavitation and seal-plan check |
| 8. Existing unit | Model, curve, failure mode | Replacement or spare-part boundary |
| 9. Test requirement | Witnessed FAT, ISO 9906 grade, report format | Documentation scope |
| 10. Spares plan | Wear parts, quantity, lead-time target | Initial spare package |
Duty-Point Evidence Stack: Example Unit Formats
Use this table as a format check, not as a universal design limit. The values below are example entries that show the level of measurement detail a supplier needs before curve review.
| RFQ field | Example unit format | Why BBP asks for it |
|---|---|---|
| Static lift and total head | 18 m static lift; 42 m total dynamic head | Separates elevation from pipe-loss assumptions |
| Pipe route | 120 m line length; 1.5 m suction drop | Supports system curve and suction-loss review |
| Particle distribution | d50 200 um; d85 700 um; max 5 mm | Connects passage size, liner choice, and impeller wear |
| Solids loading | 20% minimum; 50% upset condition | Shows whether one curve must cover normal and upset service |
| Operating temperature | 35°C normal; 45°C upset | Affects elastomer, seal, and bearing assumptions |
| NPSH screen | 25% margin target; 3 m minimum tank level | Flags cavitation risk before model selection |
| Motor and shaft load | 75 kW installed; 90 kW alternate frame | Checks density-driven power demand and service factor |
| Seal water | 30 psi normal; 50 psi maximum | Prevents seal-plan dilution and supply-pressure surprises |
| Transport velocity | 2 m/s minimum; 3 m/s upper review point | Balances settling control against abrasive velocity |
| Operating band | 80% low-flow case; 105% runout check | Shows whether the selected pump stays close enough to BEP |
| Wear-study comparison | 0.4 mm and 0.8 mm particle cases; 20% wear-change note | Keeps lab-study data separate from project-specific selection rules |
| Pressure boundary | 150 psi normal; 250 psi hydrostatic review | Clarifies casing, flange, and test-report expectations |
| Maintenance window | 24 h inspection target; 72 h shutdown limit | Frames lifting access, spare readiness, and site planning |
| Spare-parts planning | 25 days desired dispatch; 90 days outage-risk horizon | Shows whether stocked wet-end parts are part of the decision |
| Straight-run note | 2 m minimum note; 5 m preferred note | Helps engineering flag inlet disturbance before the curve is finalized |
| Wear allowance and power check | 6 mm inspection point; 12 mm wear allowance; 15 kW auxiliary load; 110 kW installed cap | Gives maintenance and electrical teams the same review basis |
| Project scope | 1 project line; 3 pumps; 6 months wear-review interval | Keeps single-pump replacement separate from fleet standardization |
Use BBP’s slurry pump selection calculator and slurry pump material selection guide for a guided first pass, then send the complete duty-point packet for review.
“A useful slurry pump RFQ has enough evidence to reject a wrong pump, not just enough data to price a pump.”
Send BBP Your Duty Point
Share flow, head, slurry data, particle size, pH, suction condition, and operating hours. BBP can return a curve-based selection path, material recommendation, and quote boundary.
2026 Outlook: Data-Ready RFQs and Traceable Slurry Pump Selection

Looking toward 2026, the buyer-side shift is less about a new pump shape and more about evidence. Public market reports disagree on exact slurry pump market size, so this article does not use a growth figure. What matters in RFQs is practical: engineering buyers are asking for clearer curve evidence, material traceability, and test records earlier in the quote process.
Academic work is also making wear conversations more data-heavy. A 2024 MDPI CFD-DEM slurry pump study links particle and design variables to collision and erosion behavior. For buyers, the action is simple: if you plan a 2026 project, send particle distribution, solids concentration, and operating range data with the first RFQ, not after the supplier has already quoted a model.
2026 takeaway: Strong RFQs in 2026 will be traceable: duty point, slurry data, curve evidence, material basis, test plan, and spare-parts plan in one packet.
Frequently Asked Questions
What information is needed for slurry pump selection?
Show Answer
At minimum, send design flow, total dynamic head, pipe route, slurry SG, solids concentration, particle size distribution, pH, temperature, suction condition, operating hours, and required test records. A complete packet reduces assumption risk and helps the supplier reject a poor-fit pump before quoting. In high-wear service, include the failure mode on the current pump, photos of worn parts, known abrasive minerals, seal-water limits, and any acceptance-test language the procurement team will require.
Is slurry pump selection the same as slurry pump sizing?
Read Answer
No. Sizing estimates flow, head, and motor power. Selection adds slurry behavior, pump type, wet-end material, suction/NPSH, seal plan, wear life, test evidence, and supplier capability. A correctly sized pump can still be a poor slurry pump selection if the material or suction plan is wrong.
When should I choose a submersible slurry pump?
Open Answer
Choose a submersible slurry pump for pits, ponds, sumps, or flooded areas where a dry suction line would create avoidable risk.
How does particle size affect slurry pump material?
Show Answer
Particle size changes the wear mode. Fine particles may favor elastomer response in many neutral or mildly corrosive duties, while coarse angular particles often push selection toward high chrome or other hard materials. Shape, concentration, velocity, and pH still matter, so do not choose material from size alone.
Why does running away from BEP increase slurry pump wear?
View Answer
Away from BEP, internal flow can become less stable. Slurry service can then see higher local velocity, recirculation, vibration, and particle impact. The result may appear as short liner or impeller life even when the material looks correct on paper.
What is NPSH and why does it matter in slurry service?
View Answer
NPSH is the suction-side pressure margin that helps keep liquid from vaporizing at the pump inlet. Marginal NPSH in slurry service can combine with solids, entrained air, and suction-line losses. That is why NPSHa, NPSHr, tank level, and suction pipe layout should be reviewed together.
Can BBP review a Warman AH-compatible slurry pump or spare part?
View Answer
Yes. BBP publishes AH-series dimensional compatibility for wet ends and spare parts on its slurry pump page. Send the original AH model, duty point, material, failure mode, and part list so engineering can check dimensional and material fit before quoting.
Is it a flooded suction or a suction lift installation?
View Answer
Tell the supplier whether liquid sits above the pump inlet or must be lifted into it. Flooded suction usually gives more inlet margin, while suction lift adds cavitation, priming, settling, and air-entry risk. That distinction changes NPSHa, seal plan, pipe layout, and sometimes pump orientation.
Why is slurry transport velocity important?
View Answer
Velocity has to stay high enough to limit settling, but not so high that abrasion, power demand, and pipe wear climb unnecessarily. That is why the pump curve, pipeline diameter, solids concentration, and minimum-flow condition should be reviewed together.
What causes excessive wear in mining slurry pumps?
View Answer
Common causes include coarse angular particles, high solids concentration, poor operating position on the curve, oversized speed, wrong liner material, and suction instability. In mining duty, the worn part is evidence; send photos, particle data, and the current operating point before changing material.
Why do standard water pumps fail in mining slurry applications?
View Answer
Standard water pumps are not built around abrasive solids. They may have narrow passages, unsuitable wet-end metallurgy, clean-water performance assumptions, and seal arrangements that do not tolerate grit. Mining service needs a slurry-rated hydraulic end, a wear material basis, and enough test evidence to confirm the selected duty point.
Related BBP Resources
Transparency Note
This guide uses public pump-selection guidance, academic slurry wear research, OSHA/ISO references, and BBP’s published factory and product data. It is a selection-preparation guide, not a final engineering approval. Final pump choice should be checked against your full duty point, slurry sample data, site conditions, and project test requirements.
References & Sources
- Pump Selection Considerations – U.S. Department of Energy
- Investigation and Improvement of Centrifugal Slurry Pump Wear Characteristics via CFD-DEM Coupling – Water, 2024
- 29 CFR 1910.146 Permit-Required Confined Spaces – Occupational Safety and Health Administration
- ISO 9906:2012 Hydraulic Performance Acceptance Tests – International Organization for Standardization
- Slurry pump selection – Choosing the right solution for your duty – AusIMM Bulletin