Get in Touch with BBP

A vertical slurry pump is a centrifugal slurry-handling pump where the impeller is immersed within a sump while the bearings, the mechanical drive, and the motor are installed on a column above the liquid line. That single architectural decision—bearings out of the slurry, no shaft seal—is enough to remove two of the three most costly maintenance categories on mineral processing: seal water systems and submerged-bearing replacement. This guide provides a vendor-neutral engineering introduction on how those pumps operate, what drives their selection, what specifications and standards apply to them, how to size one for a duty point, and how they compare to horizontal alternatives and submersible.
Quick Specs — Vertical Slurry Pump (Industry Typical)
| Configuration | Vertical cantilever — impeller submerged, bearings + motor dry |
| Flow Range | 3.6–1,495 m³/h (industry typical, 40–300 mm outlet) |
| Head Range | 3–31 m (single-stage cantilever) |
| Solids Concentration | Up to 60% by weight (continuous duty) |
| Sealing | Sealless — no shaft seal, no flush water |
| Wet-End Materials | ASTM A532 Class III Type A high-chrome iron OR natural rubber lining |
| Governing Standards | ANSI/HI 12.1-12.6, ISO 5198, ASTM A532, GB 2816-89 |
| Typical Industries | Mining, mineral processing, coal prep, sand & gravel, dredging, mill scale recovery |
How Vertical Slurry Pumps Work — The Cantilever Shaft Principle
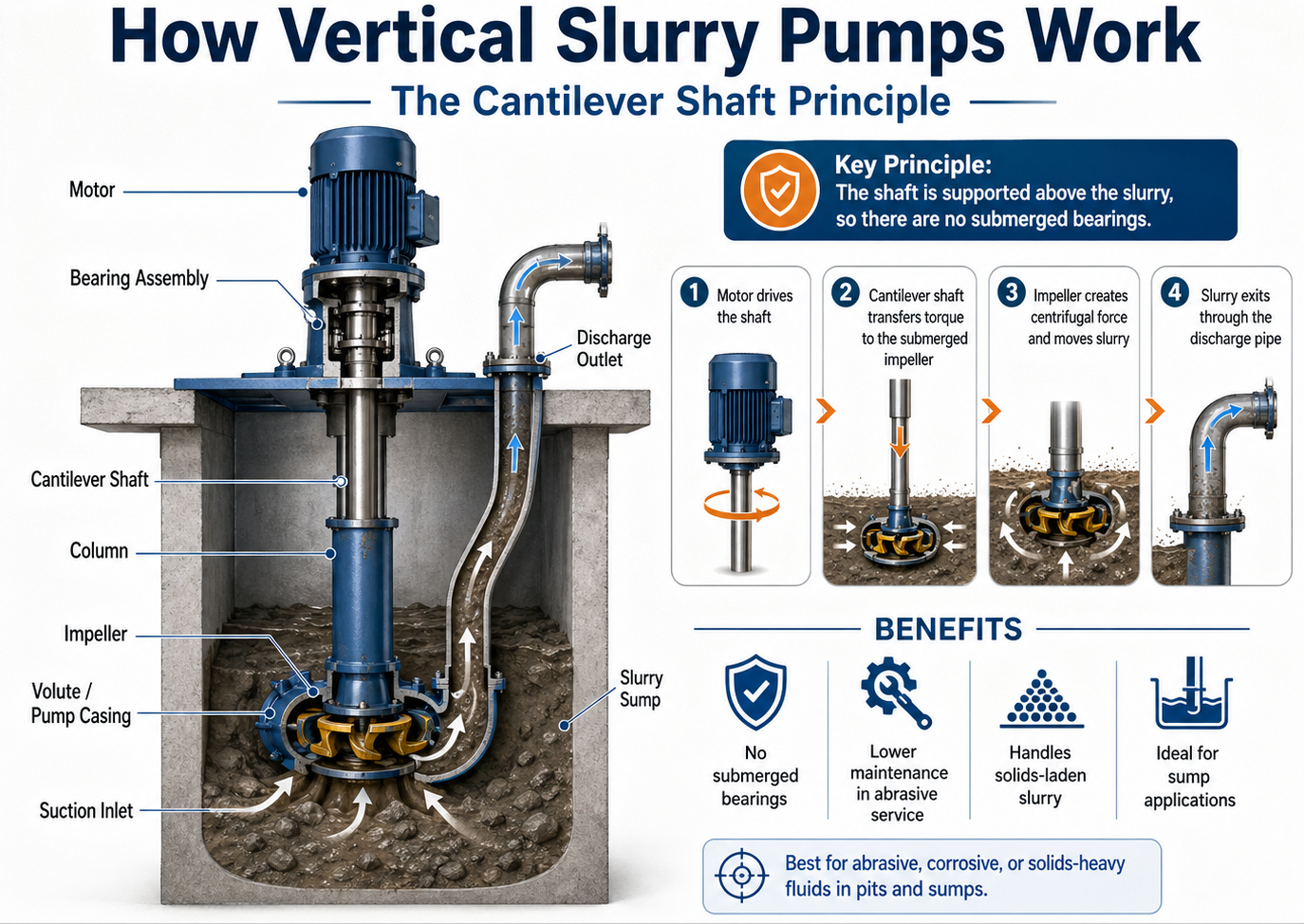
A vertical slurry pump is a single-stage centrifugal pump arranged vertically, with a long shaft that supports an overhung (cantilever) impeller at the lower end. That impeller spins inside the sump while the column above the cover plate remains dry. Because the shaft is supported only at the top, this design is also called a sealless cantilever pump—it has no submerged bearing, and an absent mechanical seal at the wet end.
Why does that matter? In abrasive duty, the two parts that tend to fail most frequently on a horizontal slurry pump are the shaft seal (replaced every 3-6 months in mineral tailings duty) and the throat bushing or sleeve bearing where the shaft enters the casing. The cantilever architecture removes both. ANSI/HI 12.1-12.6 (2016) from the Hydraulic Institute classifies vertical sump pumps as a specific rotodynamic configuration and describes the cantilever shaft as the “bearings-dry, seal-eliminated” design best used for variable-level sumps where dry-running is desirable.
📐 Engineering Note — Shaft Length and Critical Speed
A cantilever shaft acts like a clamped-free beam. Its first natural bending frequency drops as immersion length increases. The industry standard keeps the unsupported shaft length-to-diameter ratio below approximately 4, ensuring that the operating speed remains at least 25% below first critical. When L/D reaches above 4, an intermediate shaft sleeve bushing or a double-volute casing with a deeper frame (like the Warman 5000 for Cantilever design) is specified to limit deflection at the impeller.
How does a cantilever shaft slurry pump work?
In a cantilever sump pump, the impeller draws slurry through a suction strainer at the column foot, accelerates it radially, and discharges into a column-mounted pipe that rises beside the shaft and exits through a discharge elbow above the cover plate. Because the impeller is fully submerged, no priming or suction-lift system is needed — the pump runs flooded any time the sump level covers the strainer. An optional bottom-mounted agitator on the same shaft sweeps settled solids back into suction, which is why BBP BP Series cantilever pumps include an agitator option for sumps where solids settle faster than the duty point can sweep them.
Materials of Construction — High-Chrome Iron vs Natural Rubber Lining
Material selection for the wet end accounts for 50-70% of the total wear-life on a slurry pump. The vertical sump market includes two material families: high-chromium white iron castings (per ASTM A532/A532M standards) and vulcanized natural rubber linings over a metal substrate. Each protects against a different wear process.
✔ Metal Construction (BBP / Warman SP / Metso Sala)
- Wet-end casting per ASTM A532 Class III Type A (25% Cr, 3% C, M7C3 carbides in martensitic matrix)
- Hardness typically HRC 60 or higher (≥600 BHN)
- Strong against impingement wear from large, sharp particles
- Typical service: mining tailings, coal slurry, sand & gravel, ore concentrates
- Limit: brittle in thermal shock; not for pH below 4 or above 12
⚠ Rubber Lining (BPR / Warman SPR / KETO RPM)
- NR compound bonded to metal backing; nitrile (NBR) sometimes to tolerate hydrocarbon contamination
- Wear through energy absorption (elastic deflection of rubber when hit by particles)
- Excels in fine-particle, low-impingement, corrosive duty
- Typical service: lime slurries, flue gas desulphurization, acid mine drainage, fine flotation tailings
- Limit: solids above 500 m or sharp edges cuts rubber faster than abrasion does metal
A handy decision shortcut: if the dominant slurry hazard is impingement (large or sharp particles hitting metal) specify high chrome. If the dominant hazard is corrosion plus low-energy abrasion (fine, smooth particles in chemically aggressive carrier fluid) specify rubber-lined. Mixed-mode service – abrasive AND corrosive – sometimes calls for a composite build with high-chrome impeller and rubber-lined casing, or an alloy upgrade to a CD4MCu duplex stainless. For vendor-specific decisions on metal versus rubber wet ends, the BBP BP-versus-BPR material selector matches slurry pH, particle size, and abrasiveness to the right wet-end build.
Material Decision Matrix — Slurry Profile to Wet End
| Slurry pH | Particle d50 | Solids % | Recommended Wet-End |
|---|---|---|---|
| 4–9 (abrasive) | >500 μm | 30–60% | High-chrome ASTM A532 IIIA |
| <4 or >12 | <500 μm | 10–40% | Natural rubber lining |
| Mixed corrosive + abrasive | Variable | 30–50% | High-chrome impeller + rubber casing |
| Highly abrasive + dilute | >500 μm | <20% | Rubber (extends life when impingement is low) |
Sizing and Selection Methodology
Sizing a vertical slurry pump is different from sizing a clear-water centrifugal pump. Slurry shifts the best efficiency point (BEP), reduces head, lowers efficiency, and consumes more shaft power than the equivalent water duty. ANSI/HI 12.1-12.6 publishes a slurry de-rating procedure based on the work of Wilson, Addie, and Sellgren that engineers should run before locking in a model.
What standards govern vertical slurry pump performance?
Three standards do most of the heavy lifting. ANSI/HI 12.1-12.6 covers nomenclature, design, application, installation, operation, maintenance, and testing of rotodynamic slurry pumps. ISO 5198 provides the precision-class hydraulic acceptance test used to certify pump performance against the specified duty point. ASTM A532 specifies the metallurgical composition and hardness for abrasion-resistant cast irons used in wet-end components. China-made pumps (including BBP) also test to GB 2816-89, which is the Chinese equivalent of HI hydraulic test methods.
- ✔
Step 1 — Define slurry parameters. Specific gravity (SG), particle size distribution (d50, d85), solids concentration by weight, pH, temperature, and abrasiveness index (Miller number for rubber, particle hardness for metal). - ✔
Step 2 — Compute slurry-derated head and efficiency. Apply Wilson head-reduction factor (HR) and efficiency-reduction factor (ER) per ANSI/HI 12.1-12.6. For a 30% solids tailings slurry at SG = 1.3, HR ≈ 0.85 and ER ≈ 0.80 are typical starting values. - ✔
Step 3 — Calculate Net Positive Suction Head Available (NPSHa) at sump-low level. Cantilever pumps need NPSHa to exceed NPSHr by 1.5–3 m of margin (per HI guidance) so that low-sump operation does not cavitate. - ✔
Step 4 — Set shaft length to sump depth. Standard column lengths run 1,200 mm; extended-shaft “L” variants reach 2,500 mm. Specify the column 100–150 mm above settled-solids depth to avoid suction starvation when the sump is half-full. - ✔
Step 5 — Match motor power with derated duty. Required absorbed power = (Q × H × SG) / (367 × η_slurry). Add a 15–20% margin for solids surge and impeller wear over the service interval.
A common sizing mistake is reading flow and head off the BEP curve at the catalog water duty without applying the slurry derating. That mistake undersizes the motor and the pump runs to the right of BEP, accelerating impeller wear at the leading-edge tip. Engineering teams running a duty-point check against published BP Series curves can use the BBP Pump Selector tool to feed in the slurry-corrected head and flow, which returns a model recommendation against actual duty rather than water-curve lookup.
Vertical vs Horizontal vs Submersible — A Technical Comparison
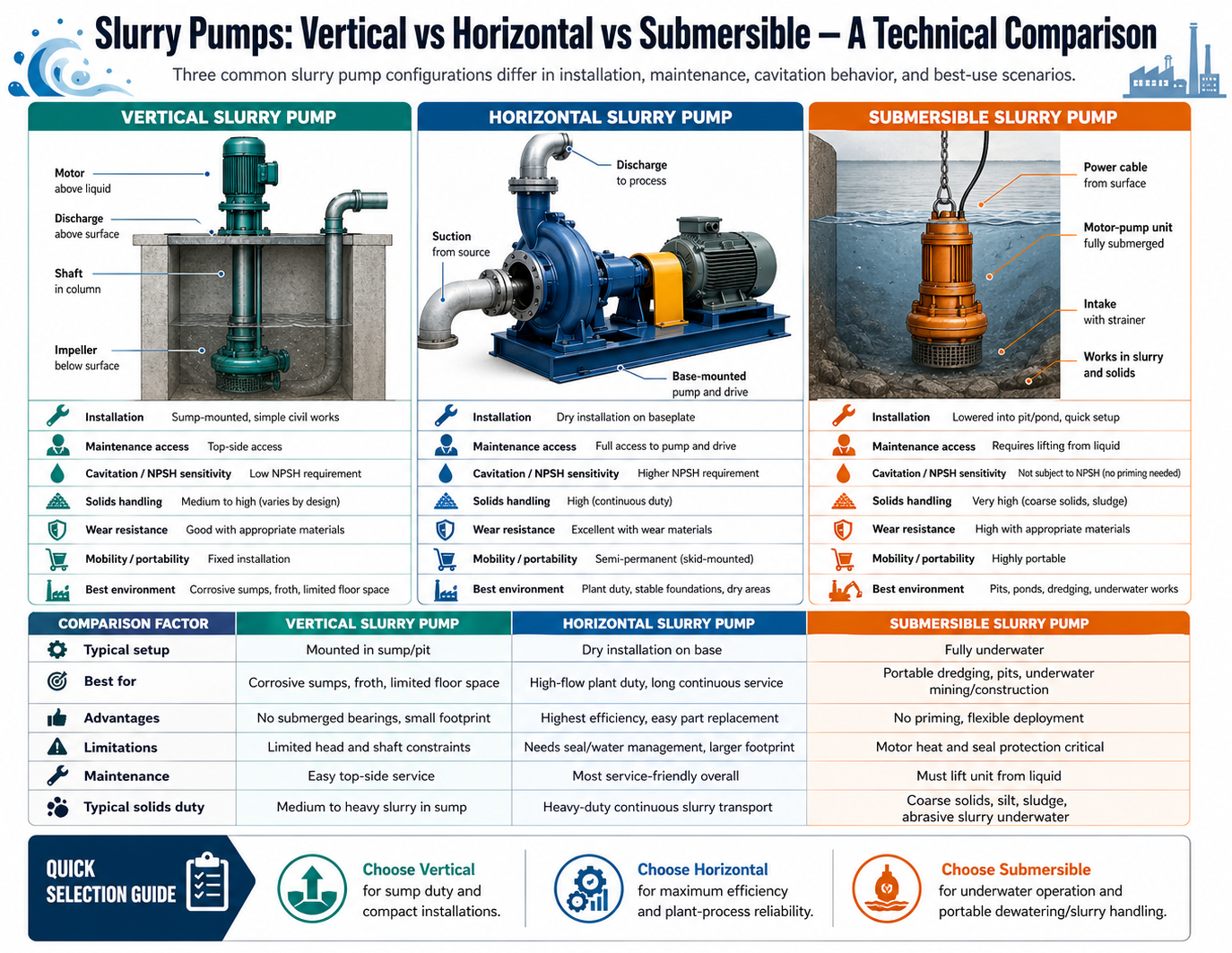
Three configurations dominate slurry transfer: vertical cantilever sump pumps, horizontal end-suction centrifugal slurry pumps, and submersible (motor-on-pump) slurry pumps. Each architecture has a clear sweet spot. Choosing wrong adds 30–60% to lifecycle cost in maintenance time alone.
| Engineering Factor | Vertical Cantilever | Horizontal End-Suction | Submersible |
|---|---|---|---|
| Floor footprint | ~0.5 m² (column only) | ~2.5 m² (skid + baseplate) | 0 m² (in sump) |
| Shaft seal | None (sealless) | Mechanical seal or gland packing + flush water | Lip + mechanical seal stack |
| Bearings exposed to slurry | No — all bearings dry | Throat bushing wets; main bearings dry | Submerged motor bearings (oil-filled or sealed) |
| NPSH at sump-low level | Flooded suction always | Suction lift required; cavitation risk | Flooded suction always |
| Solids concentration | Up to 60% by weight | Up to 50% by weight | Up to 70% (with chopper impeller) |
| Motor heat dissipation | Air-cooled, easy access | Air-cooled, easy access | Slurry-cooled — risk if sump runs dry |
| Cable abrasion risk | None (above-grade wiring) | None | High — submerged power cable in abrasive flow |
| Maintenance access | Lift column, in-place clearance reset | Decouple piping, pull casing | Hoist entire pump out of sump |
| Best fit duty | Variable-level sumps, abrasive process tailings | Long-distance pipeline transfer, fixed BEP | Deep pits, dewatering, mobile dredging |
When should I choose vertical over submersible slurry pumps?
Vertical and submersible pumps both eliminate suction lift and both put the impeller in the slurry, so the choice usually comes down to motor exposure and serviceability. A submersible places the motor inside the slurry — it relies on the surrounding fluid to dissipate heat. If the sump runs dry, the motor overheats within minutes; if the cable abrades against tank walls or discharge piping, the only repair is to hoist the entire pump out for cable replacement. Vertical cantilever pumps put the motor on a column above the sump, which gives field technicians instant access to bearings, V-belt drives, and motor terminals without lifting the pump. For mining tailings sumps where level swings between full and near-empty across a shift, vertical wins on motor protection. For permanently submerged dewatering pits where space at grade is unavailable, submersible wins. Read the deeper analysis in BBP’s submersible slurry pump engineering reference or compare against the horizontal slurry pump configuration page for long-distance pipeline duty.
Cross-Vendor Reference Matrix — Warman, Metso, Sulzer, Tobee, BBP

Vertical cantilever sump pumps are sold under at least a dozen brand names worldwide, but five vendor families cover the bulk of installed mining and process service. Naming conventions vary across vendors — model series labels are not interchangeable, and frame sizes do not map one-to-one. Treat the matrix below as a starting reference for cross-spec searches; verify capacity ranges and duty curves against each manufacturer’s current cut sheet before specifying.
| Vendor | Vertical Cantilever Series | Particle Size / Notable Spec | Engineering Differentiator |
|---|---|---|---|
| Weir / Warman | SP / SPR (metal / rubber) | Up to 65 mm particles | Field-adjustable casing clearance |
| Weir / Warman | 5000 Vertical Cantilever | Heavy-duty mineral processing | Double-volute casing reduces shaft deflection |
| Metso | Sala VS series | Mining-grade tailings duty | Sala lineage — long mineral-processing track record |
| Sulzer | VA cantilever sump | Contaminated liquids and slurry | Vertically suspended cantilever, modular column |
| Tobee | TZJ / TPR (vertical cantilever) | Industrial mining and dredging | Warman-equivalent build profile (China OEM) |
| BBP | BP / BPR — 8 frame sizes | 3.6–1,495 m³/h, 40–300 mm outlet | Field-adjustable clearance, ISO 9001 + GB 2816-89 tested |
Disclaimer: Series labels in this matrix reflect manufacturer documentation as published. Cross-references are approximate engineering equivalents — not interchangeable replacement parts. Frame sizes, impeller diameters, and shaft lengths must be verified against vendor cut sheets before procurement. Naming conventions evolve as vendors update product portfolios.
Why publish the matrix at all? Because no single vendor publishes one. Procurement engineers shopping a tailings sump replacement spend hours mapping a Warman SPR-0150 to a Metso VS-150 to a Sulzer VA-150, and the official catalogs do not acknowledge the alternatives exist. A consolidated reference is the kind of artifact buyers find genuinely useful — and it is the kind of content vendor pages structurally cannot publish. For BBP-specific frame sizes that match Warman SP/SPR replacement applications, see the BBP BP Series specification range.
Industry Applications — Where Vertical Cantilever Pumps Earn Their Keep

The bulk of the installed vertical cantilever sump pumps can be broken into five service profiles. Each one has a unique duty signature that dictates material selection, frame size, and column length.
Mining tailings and tailings transfer
CIL gold-process tails, copper flotation tailings, iron-ore concentrate transfer. These are the original cantilever applications and still the largest share. Particle d50 commonly runs 100–500 μm, abrasive against high-chrome impellers; pH ranges 7–10 favor metal wet ends. Specify ASTM A532 IIIA wet end with a frame size 25% above water-duty BEP to absorb wear-clearance opening over a 6–12 month service interval.
Coal preparation and wash-water recovery
Fine-coal slurry transport, magnetite recovery loops, and refuse-thickener underflow. Sealless design eliminates seal-flush water mixing with the process stream, which keeps Btu yield higher per ton washed. Specify rubber lining for fine-coal duty (d50 below 200 μm) where abrasion is low and corrosion from acidic wash water is the dominant wear mode.
Sand and gravel aggregate plants
Aggregate washing, classification circuits, and dredge-pump sumps. Particle sizes range 200 μm up to 25 mm. High-chrome impellers run 12–18 months in continuous duty before clearance reset. The gravel pump configurations for aggregate-transfer duty often share the same plant alongside vertical sump pumps.
Lime, FGD, and chemical processing
Lime slurry transfer (pH 11–12), flue gas desulphurization recycle loops, and acid mine drainage. Specify rubber-lined wet end (BPR / SPR-equivalent) — natural rubber NR compound resists alkaline lime and dilute sulfuric attack better than 25% Cr cast iron, which corrodes rapidly above pH 11.
Mill scale and steel-mill effluent
Hot-rolling mill scale recovery sumps, continuous-casting cooling-tower blowdown, and acid-pickle line wastewater. Mixed corrosive-abrasive duty argues for composite builds (high-chrome impeller + rubber casing) or duplex stainless options. Service interval is driven by impeller leading-edge erosion rather than casing wear.
“We designed the BBP Series impeller clearance to be field-adjustable without disassembling the pump – because in a working mine, nobody has 4 hours to pull a pump for a clearance reset.”
Failure Mode Taxonomy and Troubleshooting

Five failure modes account for an estimated 90% of unplanned downtime on vertical slurry pumps. Each has a distinct symptom set and a different mitigation pathway. Confusing impingement wear with sliding wear, for example, leads operators to upgrade the wrong component while the actual root cause continues to consume parts.
| Failure Mode | Visible Symptom | Root Cause | Mitigation |
|---|---|---|---|
| Impingement wear | Pitted impeller leading edges, suction-side casing erosion | Particles >500 μm striking metal at high velocity | Upgrade to ≥27% Cr alloy; reduce impeller tip speed by trimming OD or VFD speed cut |
| Sliding wear | Throat bushing groove, side-liner thinning | Fine particles in laminar boundary layer | Switch to rubber liner; tighten clearances at next service |
| Cavitation erosion | Spongy impeller back, intermittent flow drop | NPSHa margin too thin at low sump level | Raise sump trip-low level; upsize suction strainer; check for partial blockage |
| Bearing failure | Rising vibration, oil-temperature alarm | Lubricant contamination, misalignment, bearing fatigue | Quarterly oil sampling; laser-align V-belt drive; replace per ISO 18436 condition-monitoring trigger |
| Shaft fatigue / first-mode resonance | Crack at shaft step or impeller hub fillet | Operating speed coincides with first bending critical of overhung shaft | Stay 25% below first critical; specify deeper-frame double-volute (Warman 5000 pattern) for L/D >4 |
How do I reduce cavitation in vertical slurry pumps?
Cavitation in a cantilever sump pump almost always traces to insufficient NPSH margin at low sump level — not at full level. Vertical pumps have an NPSHr that rises as flow rate rises, but NPSHa is fixed by sump head and atmospheric pressure. As the sump empties between fills, the static head drops, NPSHa shrinks, and at some level the pump enters partial cavitation. Three counter-measures, in order of cost: raise the trip-low setpoint by 200–300 mm; clear suction-strainer blockages that artificially lower NPSHa; and as a last resort, trim impeller diameter to reduce NPSHr at duty point. The HI guideline of 1.5–3 m of NPSH margin should be calculated at the lowest expected sump level, not at average level. For vendor wear-part replacements after sustained cavitation damage, the BBP slurry pump spare-parts catalog stocks impellers and casings for all eight BP frame sizes.
Total Cost of Ownership — A Vendor-Neutral Framework

Procurement decisions made on lowest CAPEX alone almost always lose against decisions made on five-year LCC. The Hydraulic Institute and Europump’s joint Pump Life Cycle Cost Analysis Guidebook, alongside ISO 14414 pump system energy assessment, codify the framework most engineering teams now use for slurry-pump procurement justification.
5-Component LCC Breakdown — 5-Year Sample (mid-size 150-mm vertical cantilever sump pump, 24/7 mining tailings duty)
| Component | % of 5-Yr LCC | Driver |
|---|---|---|
| Initial CAPEX (pump + motor + drive) | ~10–15% | Frame size, materials, manufacturer |
| Energy consumption | ~40–60% | Motor sizing, BEP operating point, slurry SG |
| Wear parts (impeller, casing, liners) | ~15–25% | Particle size, solids %, material grade |
| Maintenance labor | ~5–10% | Service interval, accessibility, sealless design |
| Downtime (lost production) | ~5–15% | MTBF, spare-parts availability, redundancy strategy |
Two patterns drive most LCC outcomes. First, energy is the largest single line-item — sizing the motor too large to “be safe” wastes 5–8% efficiency continuously for the life of the pump. Second, sealless cantilever architecture removes the seal-flush water cost and the seal-replacement labor cost that horizontal centrifugal pumps carry, which typically saves 15–25% versus a horizontal alternative on the same duty. Engineering teams modeling specific BP Series duty cycles can run the numbers in the BBP 5-year TCO calculator, which prices wear parts, energy at site kWh tariff, and labor against a chosen service interval.
Industry Outlook 2026 — Mining Electrification, Battery Minerals, and Wear-Material R&D
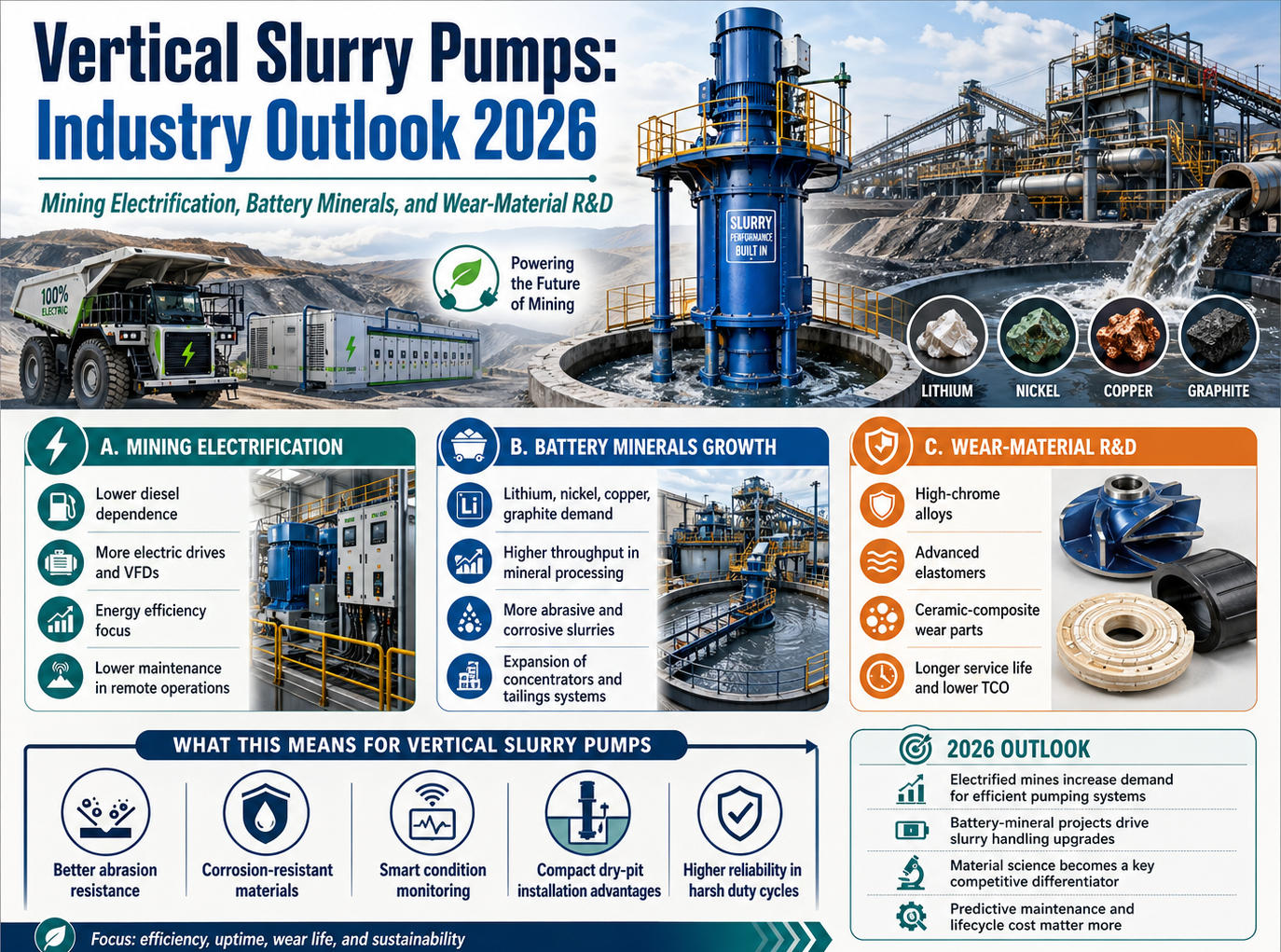
Three forces are reshaping vertical slurry pump demand through 2026 and into 2027. None of them changes the fundamental cantilever architecture, but each changes the duty profile and the procurement priorities engineers face.
Mining electrification. Underground mining trucks are converting from diesel to battery-electric platforms, which means surface processing plants are absorbing more dewatering and tailings duty as ramps shift. Mining and metals tech took in roughly $1.2 billion of venture financing in 2025, with electrification platforms a major share. For vertical sump pumps, this translates to higher duty cycles on existing sumps, which moves wear-life from 12–18 months toward 6–9 months. Specify a wear-resistant alloy upgrade now if the mine plan calls for higher throughput post-electrification.
Battery minerals. Lithium spodumene flotation, cobalt sulfate processing, and nickel laterite hydromet circuits all run vertical cantilever sumps upstream of flotation cells and thickener underflows. As OEM lithium and cobalt processing capacity expands across South America and West Africa, the duty profile is shifting toward smaller frame sizes (100–150 mm) handling higher SG slurries (1.4–1.7) at moderate flow. Engineers planning a 2026–2027 battery-minerals project should specify oversized motor margin (20% rather than 15%) to absorb future feed-grade variance.
Wear-material R&D. Two threads are visible in the 2025–2026 industry literature: tungsten-carbide overlays on cast-iron substrates for impingement-dominant duty, and harder elastomer compounds (HSL nitrile blends) for fine-particle corrosive duty. Neither displaces ASTM A532 IIIA as the default, but both extend wear-life by 30–50% in the right service. If your tailings duty has historically replaced impellers at 8 months or less, ask suppliers about WC-overlay options at the next procurement cycle.
Frequently Asked Questions
Q: What is the difference between a horizontal and a vertical slurry pump?
View Answer
A horizontal slurry pump sits on a baseplate with the shaft parallel to grade and uses suction piping to draw slurry from a sump. A vertical slurry pump mounts on a column above the sump with the impeller submerged and the bearings above the liquid line — no shaft seal, no submerged bearings, no suction piping. Vertical wins on variable-level sumps; horizontal wins on long-distance pipeline transfer at fixed BEP.
Q: How long does a vertical slurry pump last?
View Answer
Frame and column life on a properly specified vertical cantilever pump runs 15–20 years in continuous duty. Wear parts (impellers, casings, side liners) are consumables: high-chrome impellers in mining tailings duty typically run 6–18 months between clearance resets or replacement, with rubber liners running 12–24 months in fine-particle service. Bearings should reach 30,000–50,000 hours with quarterly oil sampling and proper alignment.
Q: Can vertical slurry pumps handle high-concentration solids?
View Answer
Yes — up to 60% solids by weight in continuous duty, with an optional bottom agitator helping prevent sump-floor settling at the higher end of that range. Above 60%, slurry rheology shifts toward non-Newtonian behavior and a positive-displacement pump (PD) is usually a better engineering match.
Q: What standards apply to vertical slurry pump performance testing?
View Answer
ANSI/HI 12.1-12.6 from the Hydraulic Institute defines nomenclature, design, application, installation, operation, maintenance, and testing of rotodynamic slurry pumps. ISO 5198 specifies the precision-class hydraulic acceptance test. ASTM A532 governs wet-end metallurgy. China-made pumps additionally test to GB 2816-89, which is the Chinese equivalent of HI hydraulic test methods.
Q: What are typical maintenance intervals for vertical slurry pumps?
View Answer
Cantilever pumps need a daily walk-around (vibration check, V-belt tension, oil-sight glass), monthly bearing-temperature trend review, and quarterly oil sampling. Impeller clearance reset falls every 3–6 months in mining tailings duty (less frequent in fine-particle rubber-lined service). Major wear-part replacement intervals depend on slurry abrasiveness — most operators schedule full impeller plus casing replacement at 12–18 months.
Q: How do I prevent solids buildup at the sump floor?
View Answer
Three options, in order of cost. First, specify an optional agitator on the same shaft — the impeller-driven blade keeps settled solids suspended back into suction. Second, design the sump floor with a sloped bottom feeding into the suction strainer area; flat-bottom sumps trap solids in dead zones the pump cannot reach. Third, run the pump through a brief high-flow flush cycle once per shift to lift accumulated solids before they consolidate. Operators serving large tailings sumps usually combine all three. The agitator option alone reduces dead-zone settling by 60–80% in typical mineral-processing duty.
Specifying Your Next Vertical Slurry Pump
Vertical cantilever sump pumps remove two of the most expensive maintenance categories in slurry transport — shaft seals and submerged bearings — and they do so without giving up flow or head capacity. For mining tailings, coal preparation, sand and gravel, lime processing, and mill scale recovery, they are usually the right answer over a horizontal or submersible alternative.
Once duty parameters are clear, the next step is matching a frame size and wet-end material to the slurry profile. Request a duty-point quotation on the BBP BP Series — eight frame sizes from 40 mm to 300 mm outlet, metal or rubber wet ends, ISO 9001 quality system, and 24-hour engineering response on hydraulic sizing.
Request BP Series Duty-Point Quote →
About This Engineering Guide
This vendor-neutral guide consolidates engineering references for vertical cantilever slurry pumps from ANSI/HI 12.1-12.6 (2016), ASTM A532, ISO 5198, and ISO 14414, alongside cross-vendor model verification against published catalogs from Weir/Warman, Metso, Sulzer, Tobee, and BBP. Cross-vendor matrices are approximations — verify frame sizes against current cut sheets before specifying. Reviewed by BBP Engineering Team — Pump Applications Division.
References & Sources
- ANSI/HI 12.1-12.6 (2016) Rotodynamic Centrifugal Slurry Pumps — Hydraulic Institute
- ASTM A532/A532M Standard Specification for Abrasion-Resistant Cast Irons — ASTM International
- ISO 5198 Centrifugal, mixed flow and axial pumps — Code for hydraulic performance tests, precision class — International Organization for Standardization
- ISO 14414 Pump system energy assessment — International Organization for Standardization
- ANSI/HI 12.1-12.6 Slurry Pump De-Rating Methodology — Applied Flow Technology learning center
Related Articles
- Mining Slurry Pump Field Guide — what breaks, how to pick, where the money goes
- Horizontal Slurry Pump Selection Guide — when horizontal beats vertical
- Submersible Slurry Pump Engineering Guide — motor protection in dewatering duty
- Rubber Lined Slurry Pump — when natural rubber outlasts high-chrome iron
- High Chrome Slurry Pump — ASTM A532 metallurgy and wear-life economics
- Dredge Pump Wear Parts — material guide and replacement intervals