Get in Touch with BBP

A gravel pump is a high-capacity (200 m³/hr+ / 900 US gpm+) centrifugal pump designed with large passageways and an open or recessed impeller so it can move coarse abrasive solids—sand, gravel, rocks and slurry—without blocking up or wearing out prematurely. Whereas a slurry pump is tuned to provide good passage for delicate fat particles, a gravel pump trades narrow-channel efficiency for high solid-passing rate and alloy hardness. This resource deconstructs the engineering rationale for a gravel pump: how it operates, why it fails, how to size one, what owning a modern power plant actually costs, and where the technology will go ne×t.
Quick Specs (Industry-Wide Reference)
| Max solid passing (gravel pump class) | 82 mm – 1,200 mm (AMG land / AWN dredge ranges) |
| Flow range | ³6 – 25,000 m³/h |
| Head range | 7 – 85 m |
| Wet-end alloy | 27–³2% Cr white iron (ASTM A5³2) / Ni-hard / ceramic-tile composite |
| Service life vs cast iron | 2–3× longer (high-Cr wet end) |
| Drive options | V-belt, coupling, gearbox, hydraulic clutch, VFD |
| Peak efficiency (large dredge class) | 85–87% |
What Is a Gravel Pump?

A gravel pump is a centrifugal pump built specifically to move abrasive slurries containing large solid particles—typically anything from 50 mm sand and gravel up to 1,200 mm rocks in dredging applications. It looks like a beefier slurry pump from the outside, but the internal geometry tells a different story. The impeller channels are wider, the casing volume larger, and the wet-end alloys harder. Every dimension is tuned to let coarse abrasive material pass through without bridging on a vane edge or grinding the casing wall.
How Does a Gravel Pump Work?
Slurry enters the suction inlet, is drawn into the eye of an open or recessed impeller, then accelerated radially outward by the rotating vanes. Volute casing geometry converts that velocity into discharge pressure. Because the passages between the impeller vanes are oversized—often 80-250 mm wide—coarse particles transit smoothly rather than wedging in narrow gaps. Standard centrifugal pumps designed for clean fluid have impeller-to-casing clearances of 1-3 mm; force a 100 mm rock through that and you get bridging, impact erosion, and a destroyed wet end within hours.
Can You Pump Gravel?
Yes—but only with a pump category designed for solids passage. A gravel pump’s defining capability is its maximum particle passing size, which is published on the performance curve and physically constrained by the narrowest internal opening. A pump rated for 82 mm cannot reliably handle a feed stream containing occasional 150 mm rocks, even if the average particle size is small. Engineering practice across published industry pump handbooks is consistent: design for the worst-case particle in the feed stream, not the average.
Gravel Pump vs Slurry Pump vs Dredge Pump

These three categories overlap enough that buyers often pick the wrong one. Maximum particle size is the most useful distinction. Slurry pumps handle fine to medium solids (typically under 38 mm); sand pumps target finer aggregates (10-38 mm); gravel pumps step up to 80+ mm; dredge pumps push that ceiling to 1,200 mm for offshore aggregate work. Wet-end alloy and casing volume scale with that ceiling.
| Feature | Gravel Pump | Slurry Pump | Sand Pump | Dredge Pump |
|---|---|---|---|---|
| Max particle | 82–241 mm | 25–76 mm | 10–38 mm | 170–1,200 mm |
| Flow range | 36–2,750 m³/h | 10–5,000 m³/h | 20–3,000 m³/h | 400–25,000 m³/h |
| Wet-end material | 27% Cr / Ni-hard | High-chrome / rubber | Cast iron / rubber | 27–32% Cr (unlined) |
| Typical service life | 2–3× cast iron | Baseline | 0.5–1× (faster wear) | 2–3× cast iron |
| Best for | Mining, quarrying, tunnel | Mill discharge, cyclone feed | Sand transfer, fine aggregate | Offshore dredge, marine aggregate |
What Makes a Gravel Pump Different From a Standard Centrifugal Pump?
Three things: passage width, casing volume, and alloy hardness. A standard centrifugal pump moves clean liquid through narrow vane gaps to maximize hydraulic efficiency— that geometry fails the moment coarse solids enter the flow. A gravel pump sacrifices a few points of clean-water efficiency in exchange for the ability to pass 100 mm-plus particles continuously without bridging.
Slurry Pump vs Dredge Pump: What’s the Difference?
Slurry pumps are land-mounted and tuned for shorter discharge distances at moderate heads with finer solids. Dredge pumps are deck-mounted on hopper or cutter-suction dredgers, push longer pipelines with coarser solids, and run at lower head speed with larger impellers to keep wear rates off the limits. BBP dredge pump series addresses the offshore-class duty when feed solids shatter 250 mm.
Cross-Vendor Terminology Map (Link Bait Hook)
Engineers searching brand-specific equivalents of known models waste hours flipping through catalogs. Functional mapping is: BBP AMG Warman G-Series GIW LCC heavy-duty slurry for land-based gravel duty. BBP AWN Warman GH/GHH Damen DOP for dredging. Spec sheets differ on impeller geometry and seal arrangements, but duty-point coverage overlaps closely.
Why Gravel Pumps Fail: Wear Mechanisms and Material Selection
Gradual wet-end wear-out-not catastrophic failure-is the dominant failure mode in gravel pumping. Academic literature quantifies four erosion wear mechanisms on centrifugal pumps: erosion, corrosion, cavitation, and fatigue. In gravel duty impact damage and sliding abrasion dominate by one order of magnitude. Variation of slurry particle hardness relative to casing alloy dominates wear rate more than any other variable.
The 4 Wear Modes
- Impact erosion coarse particles strike vane edges on a rapid arc at high velocity. Worst along the impeller inlet eye and in the casing tongue. Fixed by alloy hardness and impeller geometry.
- Sliding abrasion fine and medium particles slide against surfaces. Worst liners and wear rings. Fixed by surface hardness in HRC 58+ range and elastomer substitutes in finer-particle duty.
- Cavitation vapor bubbles collapse on impeller surfaces when NPSHa drops below NPSHr. Fixed by suction-side geometry and pump speeddchoice.
- Corrosion-erosion chemical attack accelerated by mechanical wear. Worst in salt-laden marine dredging. Fixed by alloy chemistry (higher Cr) or ceramic-tile lining.
The ASTM A532 specification defines the family of high-chromium white cast irons that blanket slurry pump parts. Class III Type A (28-30% Cr) is typical in gravel duty delivering Rockwell C 58-62 hardness post-heat-treat. BBP high-chrome wet-end alloys match this spec across both AMG and AWN families.
“Every impeller and casing passes our metallographic analysis protocol before assembly. We reject any casting which falls below HRC 58 on the Rockwell hardness scale, before it ever reaches final inspection.”
— BBP Quality Assurance Team, Beijing Manufacturing Facility
📐 Engineering Note
When particle Mohs hardness exceeds 7 (as in sharp ore tailings, quartz sand) the alloy ladder shifts to compare Capex: operating life. Normal 27% Cr survives 6-12 months in constant duty; 30-32% Cr extends that to 18-24 months; ceramic-tile composite linings can extend that to 36 months. Capex premium scales similarly about 15% per step.
Impeller Geometry: Open vs Recessed vs Closed
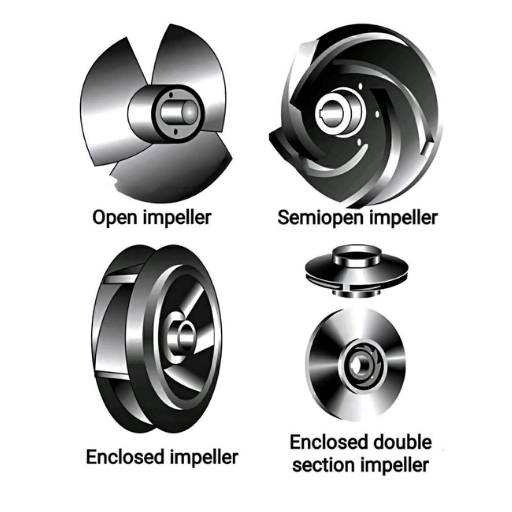
Impeller geometry is the decision that consumes the bulk of wear life. Three geometries dominate the gravel pump space, each with a different tradeoff between solids passage, hydraulic efficiency, and clogging propensity. Choosing the wrong geometry kills you for two reasons: a closed impeller in coarse-solid duty experiences premature coking and erosion; an open impeller in fine-solid duty experiences long-term power-sucking.
✔ Open Impeller
- Wide passages, no clogging on coarse solids
- Easy clearance adjustment for wear compensation
- Hydraulic efficiency 5–10% lower than closed
- Standard for gravel and dredge duty
⚠ Recessed (Vortex) Impeller
- Maximum solids handling — particles bypass impeller eye
- Lowest mechanical wear on impeller faces
- Lowest hydraulic efficiency (15–25% below closed)
- Used when clogging risk dominates over energy cost
Closed impellers are fine for the selected slurry where all solids remain less than 25 mm, and hydraulic efficiency more important than clogging potential. For gravel duty the closed geometry just do not last – vane tips erode in weeks not months.
How to Size a Gravel Pump: The 5-Parameter Framework
A gravel pump cannot be sized solely by a watts or horsepower figure. Five physical numbers determine the duty point, and miss just one by 15% and you get run-out cavitation and high wear offsets, unintuitive off-curve performance, and greater energy consumption for a given flow. Show an application engineer these five numbers and a model option takes an hour or so. Start out empty-handed and the conversation cannot begin.
The 5-Parameter Sizing Framework
- Flow rate required (m/h) – slurry flow volume defined at the duty point, factoring in specific gravity correction. Keep in mind that higher solids concentration results in lower flow.
- Total dynamic head (m) – sum static head, pipe friction head, and discharge head. Operating your pump at less than the required head will result in cavitation and run-out.
- Max particle size (mm) – the largest particle in the feed stream, not the average particle. Size distributions are irrelevant when a single large rock is just the right size to wedge in the pump.
- Design solids concentration (% by weight) – apply correction factors when WG concentration exceeds 20%. Operating with greater than 20% solids will lower the available head and flow.
- Installation category – land-mounted (AMG class) or dredger-mounted (AWN class), driven by diesel or electric, with a defined suction head position that determines NPSHa.
How Do I Size the Right Gravel Pump for My Project?
NPSHa is most often mis-estimated by purchasers. The equation from the Metso Slurry Pump Handbook is actually quite simple: NPSHa = atmospheric pressure static head – vapor pressure – suction line head friction. For a quick calculation, say you are moving 800 m3/h at 25 m TDH, will introduce 150mm maximum solids, work in 35% Cw, suck from a 4 m head, you are operating in the 8/6E or 10/8F size class, so long as your NPSHa is at least 1 m higher than NPSHr.
Oversizing is a risk most purchasers do not consider, which its easy to overlook. The Hydraulic Institute has issued specifications on what a pump oversize indicator looks like – including where over sizing safety factors “often added to ‘just to be sure'” range from 30-50% of the correct size – results that are energy-wasteful and accelerate wear from off-curve operation as well as increased cost-of-ownership as against a correctly-sized unit. Experienced users on Eng-Tips may note that most spec authorities require each pump run at 4 or 6 pole speed so you arrive at a larger impeller with reduced tip velocity and less unwanted wear – tip velocity follows a cubed rule. The BBP gravel pump model selector takes care of the curve-fit automatically once you have those five physical numbers recorded.
Seal & Drive Configuration: Decision Matrix

Three seal options and five drive schemes go along to nearly every single gravel pump application. Specification choice generally is not because any particular factor is “better” but simply needs to match the application site conditions. First chose the seal option based on water availability and environmental constraints; then move on to selecting your drive according to desired motor speed match and start torque requirement.
| Seal Type | Best Use | Capex Tier | Maintenance Interval | Dilution Water |
|---|---|---|---|---|
| Packing | Land mining, gland water available | Low | Frequent gland adjustment | Required |
| Mechanical | Dredger deck, no plumbing access | High | Long, no daily attention | None |
| Combined | Heavy quarry duty, premium reliability | Highest | Longest service interval | Reduced flow |
For drive selection, V-belt is suitable for land fixed speed application with moderate power demand, while flexible couplings is for small direct-drive. Gearboxes are used at high torque dredging applications ( motor-pump ratio >3:1). Hydraulic clutch for shock absorption during starting against settled gravel bed.
VFD is increasingly used on land mining duty for partial-load energy economy (see Industry Outlook below). The BBP seal selector equipment guides user through the same matrix interactively.
Applications: Mining, Dredging, Quarrying, Tunneling, Slag
Gravel pump duty cycles are as diverse as the industries which employ them. However, the 2025 systematic review on Mining Slurry Pump sustainability published state that on average slurry pumps make up 10-15% of the total installed power and 8-12% of the total energy consumed by a mineral mine. It’s all about pump selection [emphasis mine].
Sand and Gravel Mining (Land-Based AMG-Class)
Land mining common pumps feed the aggregate from the pit to the wash plant or dewatering station. Typical duty is 800-2,500 m/h, 25-50 m TSHD, 100-200 mm max solid, continuous pumping for 16-24 h/day. AMG-class pumps with a 27% Cr wetted end has packings for this application.
Trailing and Cutter-Suction Dredging (Offshore AWN-Class)
Offshore dredgein requires deck-mounted pumps that pass 250-1,200 mm solids with 60-87% efficiency. AWN-class units are larger than others on the market, operate at slower speeds (220-600 rpm), and have mechanical seals for ruggedness so their gland-water plumbing is not present on a limited space deck area.
Quarry Dewatering with Rock Carryover
Labour intensive ‘blending’ can be avoided for quarry dewatering pumps, as occasional inclusion of particle bits alongside the water table transport flow can be managed by heavy duty open-impeller types with combined seals, will not require clog-crudestopping each day. The BBP mining slurry pump series services this overlap zone where particle size application is at the gravel-vs-slurry borderline (38-82 mm).
Tunnel Boring Dewatering with Spoil Transport
The spoil originated from tunnel boring machines is continuously removed. Warman G-series was initially designed in 1960s to meet requirements of inland tunneling that has not been modified since then. For underwater operations, such as in BBP submersible dredging pump, this task is entrusted to submersible installations.
Steel Mill Slag Granulation
Granulation plants cool the molten slag with water and pump the granulated solids. Duty can get brutal- heat, glassy solids as sharp as knives, abrasive slurries. Combined seals and ceramic-tile linings take wear in the nastiest installations.
Total Cost of Ownership: The 10/25/65 Reality

Buyers generally compare capex line items because that is what appears on the invoice. Hydraulic Institute provides a different breakdown that has remained consistent over long periods of industrial pumping experience. Pumps.org provides the canonical split: about 40% of the lifetime cost comes from energy, about 25% from maintenance, 35% is distributed over capex, installation, system downtime, and decommissioning.
DOE-funded NREL Pump Life Cycle Costs guidance supports the energy-asteriskworkdominion, and validates a low TCO mentality instead of relying on sticker price comparisons.
The 10/25/65 Rule for Gravel Pump TCO
Aligned with Hydraulic Institute and DOE/NREL published data:
- ~5–10% — Initial capex (purchase, freight, commissioning)
- ~25% – Wear parts and planned maintenance through service life
- Approximately 40-60% – Energy consumption (although it increases with running hours and the deviation of operating points)
- Variable – Downtime cost when wear life misspecification occurs (can dominate when production ceases)
Optimizing for the 10% leg by buying the cheapest available pump generally pulls down the 60% leg by running off-curve and pulls forward the wear life that pulls the 25% leg. Math punishes you for going for more alloy hardness and matching the duty point.
Are Gravel Pumps Energy-Efficient?
Modern AWN-class dredge pumps achieve 85-87% peak hydraulic efficiency point a design because of the design point. That drops off-curve fast. An AWN pump fitted with 30% extra pump sells as a 60-70% efficiency machine in practice – the electricity wasted by oversizing adds up across thousands of run-hours. Hydraulic Institute oversize-pump warning indicators.
| Slurry Condition | Recommended Alloy | Capex Premium | Wear-Life Multiplier |
|---|---|---|---|
| Mild abrasive (sand under 2 mm, Mohs under 6) | 27% Cr | Baseline | 1× |
| Moderate (gravel 5–50 mm, Mohs 6–7) | 27–30% Cr + open impeller | +10–15% | 2× |
| Severe (sharp ore Mohs 7–8 / over 50 mm) | 30–32% Cr or ceramic-tile | +25–50% | 3–5× |
Before you buy your alloy class, run the actual duty-point calculations on the BBP gravel pump TCO calculator.
Maintenance and Troubleshooting Decision Tree
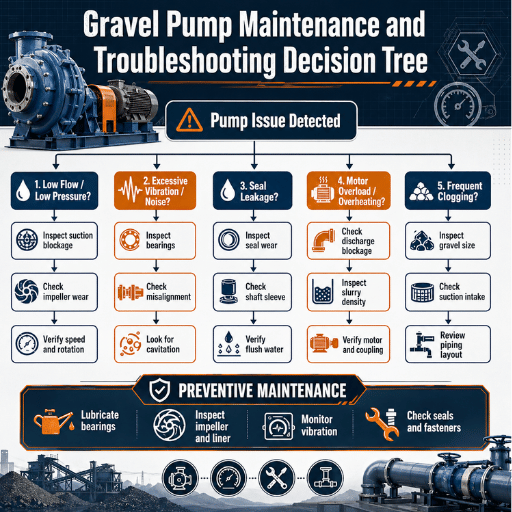
Four routine tasks and a logical failure diagnosis path are necessary for the maintenance of a gravel pump doing continuous duty. Fail to do any one of the four will eventually manifest as either a drop in discharge head or an unusual vibration spike. Identifying the symptom early makes the difference between a packing change and a full impeller swap.
- Daily check: impeller-to-casing clearance; external port adjustment if drift exceeds 1 mm.
- Weekly check: packing gland leak rate (aim for steady drip, not a stream); incrementally tighten gland nuts.
- Every 500-1,000 hours: lubricate the heavy-duty roller bearings; ensure the cartridge remains sealed.
- Monthly: measure wear liner thickness at known areas of wear; schedule replacement at 60% wear depth.
What Maintenance Is Required for an Industrial Gravel Pump?
When it fails, the diagnostic logic follows four paths. Discharge head falls? Go back to NPSHa drop or cavitation, starting with the suction conditions then moving to alloy wear. Vibration spike? Go back to impeller imbalance caused by uneven wear or a broken vane, then inspect the vibration spectrum and check impeller balance. Excessive wear? Go back to duty-point mismatch comparing actual flow against design flow and alloy class against feed Mohs hardness. Seal leak rate from gland water? Go back to packing wear or mechanical seal face damage. Eng-Tips experts concur that gravel slurry pipes may need the same rotation as the pump to prevent wear, not just bends and fittings.
Industry Outlook: VFD, Higher-Cr Alloys, and IoT Predictive Monitoring

Three technological changes are influencing gravel pump procurement choices in 2025-6, each producing a quantifiable business impact. Slurry pump energy intensity now ranks among the key criteria for buying in a mining project given the 10-15% shared purchased-power documented in the published 2025 systematic review. Three of these patterns below give good places to focus early for existing procurements.
Pattern 1: VFD adoption on land-based mining duty. An RMI study cited in Global Mining Review (August 2024) reports large energy reduction from VFD upgrades to pumping systems, with field reports varying from 15-50% based on duty cycle. Action: specify a VFD-ready motor and compatible electrical infrastructure if feed rate changes >20% between shifts.
Trend 2: Alloy ladder shift toward 30-32% Cr and ceramic-tile composite linings. 27% Cr currently standard is replacing the more Cr or ceramic-tile assemblies in the most demanding extreme tailings and quartz feed duties where Mohs exceeds 7. Capex premium is 25-50%, but wear-life multiplier is now 3-5. Action: request an alloy-ladder quotation when feed Mohs hardness or particle sharpness make standard 27% Cr less than a year of service.
Trend 3: IoT vibration and temperature sensors for predictive replacement. Vibration-sensor ports and SCADA integration are now the BBP standard on all new procurements since 2024. Action: request sensor port specification and data protocol (Modbus or OPC-UA) in the PO if the plant will run centralized monitoring.
⚠️ Common Misconception
No, VFDs are not overkill on gravel pumps since impeller efficiency still drops off-curve. The BBP data from RMI mining study counters that myth: when duty-cycle involves any sort of meaningful partial-load operation (above 20% of total run-hours), the energy benefit by far beats the off-design efficiency penalty.
Frequently Asked Questions
What is the maximum particle passing size for industrial gravel pumps?
View Answer
Industrial gravel pumps run from 82 mm on the smallest ground-mining frame size to 1,200mm on the largest offshore dredge units. Always bake the worst case particle in the feed stream into the design rather than the average; one oversized rock might wedge open a vane gap, leading to cascading wear on an otherwise properly rated pump.
How long does a gravel pump last in continuous abrasive service?
View Answer
In continuous mining duty with moderate-Mohs feed, a 27% Cr wet end will last 6-12 months before a major overhaul; a higher 30-32% Cr wet end should do twice that time. Ceramic-tile composite assemblies can reach 36 months in demanding tailings applications. With feed Mohs, service life depends heavily on duty point, so off-curve operation reduces the times identified by approximately 50%.
Are gravel pumps energy-efficient compared to standard slurry pumps?
View Answer
On the design point, a large AWN-class unit can achieve 85-87% peak hydraulic efficiency, equivalent to high-end slurry pumps. Off-curve, flow swings become problematic with gravel pumps that tend to have wider passages: a pump operating at 70% of dedicated flow can fall down to 65% efficiency. Precisely matching the duty point avoids this energy penalty.
Can a gravel pump be installed underwater (submersible configuration)?
View Answer
Yep, submersible gravel and dredge pumps exist for dewatering pits, quarry sumps, and underwater dredging where surface installation is infeasible. Submersible equipment has sealed motor housings and hydraulic or electric drives; standard design includes gland-water plumbing installation. Service intervals tend to be considerably shorter, for troubleshooting reasons.
How is NPSHa calculated for a gravel pump installation?
View Answer
NPSHa equals atmospheric pressure differential, plus or minus static head component, minus vapor pressure of the medium, minus suction line head loss component. Keep NPSHa at least 1 m over NPSHr from the pump curve, while also allowing a small safety margin. Cavitation initiates if NPSHa dips below NPSHr, resulting in vane erosion within hours.
What is the difference between a gravel pump and a self-priming excavator pump?
View Answer
A small portable submersible excavator pump is hydraulically powered from a hydraulic circuit on an excavator and designed for dewatering a site with light loads of solids, such as dewatering wet pits. A gravel pump is a static industrial centrifugal pump with electric or diesel power specifically used in continuous abrasive duty with coarse solids. These processes are oriented toward different scales; typically excavator pumps run to several tens of m3/h of flow, while gravel pumps are rated at thousands of m3/h.
How do I get a gravel pump quote and what information is needed?
View Answer
Delivery in 24-48 hours of five sizing parameters (flow, head, max particle, slurry concentration, installation type) and a target service interval. Application engineers will return a model choice with seal and drive recommendation. Prior to requesting a quote, consult the BBP AMG and AWN gravel pump series spec sheet, and compare your duty point against published model curves. Match your duty point to an identified verified model class- flow, head, particle size and concentration information available.
Ready to specify your gravel pump?
Reliably match your duty point to a model class represented here by verification- flow, head, particle size and concentration data available.
About This Engineering Guide
This gravel pump application guide relies on three sources of evidence: The IOP Conference and ScienceDirect 2025 mining sustainability review peer-reviewed research in the field of wear-mechanisms, The canonical lifecycle cost data from the Hydraulic Institute and DOE/NREL pump LCC studies, and first-line manufacturing and quality control data from Beibangpu’s certified Chinese manufacturing facility, including the HRC 58 Rockwell hardness reject threshold applied to every 27% Cr wet-end casting prior to assembly, verified by the BBP engineering team.
References & Sources
- A systematic review on the sustainability of slurry pumps in the mining industry (2025) – ScienceDirect, peer-reviewed
- Scouring erosion resistance of metallic materials used in slurry pump components – ScienceDirect / Wear journal
- Wear in centrifugal pumps with causes, effects and remedies – IOP Conference, Earth and Environmental Science
- Pump Life Cycle Costs: A Guide to LCC Analysis for Pumping Systems – DOE / NREL
- Going with the Flow: Life Cycle Costing for Industrial Pumping Systems – DOE OSTI
- Dredge Pumps – Suggested Readings – TU Delft OpenCourseWare
- Lifecycle Cost Analysis for Pumping Systems – Hydraulic Institute / Pumps.org
- Five Warning Signs of Oversized Pumps – Hydraulic Institute / Pumps.org
- Slurry Pump Handbook – Metso Outotec
- RMI Study: Big Energy Savings with VFDs on Pumps – Global Mining Review (Aug 2024)
- Common Causes of Surface Damage in Pump Impellers – Electrical Apparatus Service Association (EASA)
Related Articles
- Dredge Pump Wear Parts: Material Guide and Replacement Intervals – alloy and liner specifics for dredge duty
- The Mining Slurry Pump Field Guide – duty-point selection in continuous mining service
- Submersible Slurry Pump: Engineering Guide – when to choose submersible over surface-mounted
- Rubber Lined Slurry Pump: Selection and Maintenance – fine-particle alternative to metal wet ends
- Slurry Pump Parts Explained – wet end, seal, and bearing components
- Slurry Pump Spare Parts Guide – selection and inventory practice