Get in Touch with BBP

The mining slurry pump: the subject which has perhaps the greatest impact on the economics of a 24 versus a 14 hour run, and which has the greatest impact on the annual energy bill once the pumps are running. This guide covers wear physics, material selection, ore type parameters, sizing calculations and total cost of ownership and is informed by the Warman Slurry Pumping Handbook, the 2025 update of Varghese’s Minerals Engineering, and the Gary Davidson tip-speed caclulations from Worthington/Dresser. This is not brochure speak.
Quick Specs
| Flow range | 10 – 17,000 m³/h |
| Total dynamic head | 5 – 90 m |
| Slurry specific gravity | 1.05 – 2.50 (20 – 70 wt% solids) |
| Particle d50 | 50 µm – 15 mm |
| Wetted materials | 27% Cr high-chrome white iron (ISO 21988), natural rubber, polyurethane, Ni-hard |
| Design standards | ANSI/HI 12.1-12.6 (rotodynamic slurry pumps); ISO 5198 (hydraulic performance); API 610 on selected BB3/BB5 applications |
| Typical service life | Impeller 2,000 – 8,000 h depending on duty; wet-end rebuild every 6 – 24 months |
What Is a Mining Slurry Pump (and Why Mining Breaks Pumps Faster Than Any Other Industry)

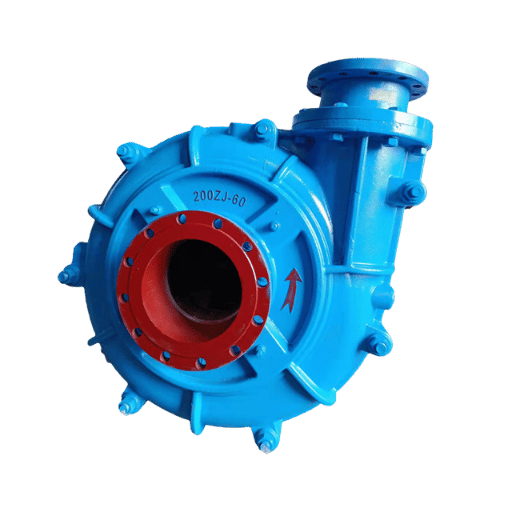
A mining slurry pump — also known as a heavy-duty centrifugal pump and used for delivering the mineral-water slurry (which typically is about 20 to 70 weight percent mineral) to its destination where the physical toughness of the particles, their physical and chemical stability and the mass loading in the slurry would destroy a farm or municipal water pump in a few weeks.
Mining is by far the most demanding service any centrifugal pump will operate under. Slurries in mineral processing generally carry a mixture of iron-oxide and quartz particles of Mohs hardness 7+ .A 2025 systematic review on pumps by Varghese et al. in Minerals Engineering reports on a range of 18 – 28% of installed power made use of by pumps in copper, iron and gold mineral processing plants—much higher than the 10 – 15% most process-equipment energy audits tend to find. In a contemporary magnetite iron concentrator, slurry pumps consume 12.7 MW and consume 102 GWh/year at AU$20.3 million.
What’s the Difference Between a Slurry Pump and a Water Pump?
Water pumps assume a relatively uniform fluid of low viscosity and near-zero particle content. Its impeller has a relatively small number of vanes with narrow passages optimized for hydraulic efficiency, its seal face runs on clean water, and its operation occurs at the point on the head-capacity curve at which the flow is needed. Insert the same pump into a tailings line having 40% solid contents and its vanes pit out in weeks; its seal wears out from abrasive ingress; cavitation appears when the slurry’s effective vapor pressure exceeds the design value.
The working solution — a mining slurry pump — a centrifugal slurry pump as it is called (The Warman name for the most common type of slurry pump) replaces the narrow vanes of the factory pump with a wide semi-open impeller, replaces packing with a flushed gland system or an expeller seal, employs wetted materials compatible with the slurry, and runs at reduced speeds so that the velocity of the impeller tip remains inside the wear envelope. The hydraulic efficiency suffers (the pump head on slurry is always less than the head on water with adjustment by the Warman Head Ratio) but the service life is measured in thousands of hours and rather than hundreds.
How Mining Slurry Pumps Wear — The Physics Top Brands Don’t Explain

Wear in a mining slurry pump is not just one process, but four processes, working in parallel, but taking different roles in different areas of the pump. Erosion dominates around the impeller leading edge and the casing cutwater, abrasion dominates against the liner and wear-plate faces, corrosion dominates when the slurry is acid or contains sulfides, and cavitation pitting dominates in the absence of NPSH margin. For most hard-rock applications, erosion is the dominant process, and scales with impeller tip velocity much faster than any other pump variable.
📐 Engineering Note — The Velocity Cubed Rule
Erosion wear rate W in a centrifugal slurry pump scales roughly as the impeller tip speed to the power of three: W ∝ V3. That means a 20% increase in tip speed roughly equates to a 70% increase in erosive wear, and a two-to-one increase in impeller tip speed goes nearly an order of magnitude additional erosive wear. This has been published in the Gary Davidson’s slurry pump sizing and material selection paper (Worthington/Dresser), in a 2025 centrifugal-pump erosive wear study appearing in AIP Advances (doi:10.1063/ 5.0318586), and is a well-known phrase on engineering forums such as Eng-Tips.
Translating this rule into practice: if you are just about to specify a larger pump to push more throughput, you are also getting that additional throughput at a wear-rate hit you’ll pay for in your spares budget long before you see it in your throughput report.
Davidson, in trying to standardize dredge pump design, recommends an impeller tip velocity to keep below 100 surface feet per second (about 30.5 m/s). For severe abrasive application – hard-rock mill discharge, coarse tailings, iron-ore concentrate – he narrows that envelope to 75 – 90 ft/sec (23 – 27 m/s). That number is important, because it limits the amount of head one stage can generate, which will determine whether you employ one large pump, or a staged configuration.
Historically, slurry pumps have been sized larger than they need to be for the applications and run well below B.E.P. As such there is lots of internal recirculation leading to higher wear levels.
Why Do Mining Slurry Pumps Fail?
Most pumps that fail early were never going to make the grade. There is an easily identified trend in operators’ maintenance records, confirmed in the new Minerals Engineering review, and in general it is one of four set-up mistakes. Oversizing to specification puts the pump at 65 – 75% of its best efficiency point, and the recirculation inside the casing will grind down the cutwater and shroud tips well below what the datasheet predicts.
Impeller material is selected on price rather than for the Miller number and the shape of the ore particles. Seal arrangements use tap water where the process calls for a clean-water flush or a mechanical seal. And drives are fixed speed dual cage motors at 2-pole speed, which (according to the velocity cubed rule) is the priciest way known to move a slurry.
Knock these four down and most “pumps fail in mining” stories are gone from the shift report.
Horizontal vs Vertical vs Submersible — Which Configuration for Which Duty

Three standard mining slurry pump layouts exist because various duties abuse the pump at various stages, and each layout moves the weak-points elsewhere. Mining industries such as copper, iron ore, gold, and coal must all diversify to some extent, with each one possessing niche requirements and a different profile of wear parts and pump design priority. Horizontal slurry pumps are the industrial pipeline lean-hitters, dealing with high throughput and high head at a time as little capital index as possible, with easy wet-end re-builds and even solo night-shifts counting when the rebuild period is months or years. Vertical slurry pumps (particularly, cantilevered sump configurations) are the submerged variety, with wet ends under-floor level, opening issues normally associated with horizontal pumps and pressure-limiting suction lift into NPSH envelope. Submersible slurry pumps provide platinum-grade technology with the motor sealed inside a pressurised cover for dewatering flooded trials or capture applications where connection to infrastructure is “the details”.
| Attribute | Horizontal | Vertical (sump) | Submersible |
|---|---|---|---|
| Flow range | 20 – 17,000 m³/h | 10 – 3,500 m³/h | 10 – 1,200 m³/h |
| Max head (single stage) | ~90 m | ~35 m | ~40 m |
| CapEx index | 1.0 (baseline) | 1.15 – 1.30 | 1.40 – 1.80 |
| Maintenance access | Direct; wet end split from dry end | Hoist required; column extraction | Full pump extraction; motor seal risk on recommission |
| Best fit | Mill discharge; pipeline; tailings delivery | Sump dewatering; cyclone underflow collection | Mobile dredge; flooded-pit rescue; tailings pond reclaim |
| Typical failure mode | Impeller nose + cutwater erosion | Column bearing wear; shaft deflection | Motor seal ingress; cable abrasion |
Solids percentage over 20% by volume grows centrifugal slurry pump to limits; at that phase, positive-displacement range – mono pump, peristaltic and other (clamped) hose fittings – typically begins to thrive by efficiency, a good rule-of-thumb for professional process engineers searching Eng-Tips threads. Within the centrifugal band, then, go for horizontal slurry pump takes on pipeline work and vertical sump application for laggards in flooded inlet space-based applications.
Material Selection: High-Chrome vs Rubber-Lined vs Elastomer Hybrid
Material of wet end is the major variable affecting spares cost, and the over-spenders are the operators. Four alternatives are comparably viable: high-chrome white Irons with elevated Cr content (white irons-Hubs), elastomers (natural and synthetic rubber compounds), polyurethane, and ceramic-filled composites. Davidson deduced from the accelerated wear study he did at Worthington that the different families of material wore at very different rates, the end results revealing each preferred to withstand a different dominant wear mode; for example, high-chrome outperformed rubber in resistances to high-chrome cutting at low impingement angles; rubber could absorb impacts and deflect many of them, polyurethane operating from between these two extremes with a generous highway-speed-operating window.
Industry standards consensus confirms a few key principles: natural-rubber-lined pumps are best at particle d50 smaller than roughly 6mm and round particles, and hard-metal-limited pumps have three-times the lifespan of either rubber in abrasive duties like slurry transport with larger particle sizes or angular particles such as quartz and crushed silica. Higher-chrome levels above 25% (the most commonly used ISO 21988 grade 27% chrome where 600 – 650 Brinell hardness with carbides at 1,500 – 1,700 Brinell inside a heat treated martensite ductile matrix) offer hardness. Natural rubber compounds overall top off roughly 84 Shore A but reach a maximum temperature of 150°F (65°C) ceiling and are hence unsuited to duties containing exothermic chemicals in the mixing process.
💡 The 5-5-30 Rule (industry synthesis, not a published standard)
Slurries with +5 wt% solids, d50 > 5mm, and specific gravity 30% above the transport fluid almost always require 27% Cr wet ends. Below those thresholds, slurries generally favor elastomer-lined or polyurethane units for both wear lifetime and installed expense. This rule synthesizes industry consensus from Warman, Metso, and Weir handbooks; use as a guide, not a specification.
Is My Pump Material Compatible with My Slurry’s Abrasiveness?
The most important number for material compatibility is the Miller index, an empirical slurry abrasion index measured by volume loss of the slurry against a standard metal paddle in a slurry corrosion test machine. Miller index > 50 points to a slurry so abrasive that even perfectly rounded particles will destroy elastomer linings; Miller index < 50 points to a slurry that is generally compatible with rubber or polyurethane. Other important factors of corrosion consideration are slurry pH (pH < 4 or > 10 points to a rubber-friendly slurry), slurry discharge temperature (T > 65°C eliminates natural rubber, forcing a neoprene or nitrile liner at 93°C, or metal), and any tramp material in the slurry such as wire or bar stock fragments (mandates the use of a metal lining regardless of particle size, since rubber is chopped). Use high chrome slurry pumps as examples of severely abrasive duty and rubber-lined slurry pumps as examples of dense- or fine-slurries, as appropriate for where your project falls in the matrix.
Sizing a Mining Slurry Pump — A 7-Step Engineering Process
The single most common mistake in slurry pump specification is blowing the number that you have to change. Pump curves are generated based on water, the slurry reduces head and efficiency through the warman head ratio (HR) and Efficiency ratio (ER), and both correction factors must be applied before selecting your motor power. A systematic literature review by Varghese et al., published in 2025, documents the actual pump correction formulae as published by Weir.
The BBP 7-Step Sizing Protocol
- Design flow (Q) – design your capacity according to capacity desired at the 90 th percentile of peak production, not the mean. Include a margin of safety for unexpected variations in operation.
- Total dynamic head (H) – sum static head, pipe friction headloss, and process discharge pressure. Correct for slurry head on water first.
- Specific gravity of slurry (SGm) – derive from specific gravity of the feed solids (SGs) and feed concentration Cw according to, SGm = 1 / (Cw/SGs + (1 Cw)/SGL).
- Individual particle top diameter and d50 – thanks to moisture content and particle shape effects, use actual particle size from a sieve analysis of the actual slurry feed to the pump. Set the different restrictions of your impeller, you do not want to end up with chunks of oversized top-size in your impeller.
- Warman correction for head and efficiency – use, HR = ER = 1- 0.075C1+C2, where C1 accounts for particle size and specific gravity of the solids, and C2 accounts for feed concentration and specific gravity. Always correct head first, then efficiency (and therefore power).
- Impeller tip speed limit – always keep at or below 30 m/sec for dense media duty, and 23-27 m/sec for extremely abrasive pulp mill discharge applications. This provides a limitation on the head available per stage.
- Net positive suction head margin – for a horizontal end-suction pump, verify, NPSHa NPSHr + 1 m under worst-case suction scenario (suction water very hot, screens dirty and partially plugged). For a vertical submerged pump, verify, anti vortex baffle in the sluice box.
⚠️ The BEP Reality — where most mining pumps really run
Varghese’s 2025 review of 43,561 slurry pump selections shows just 17 % of selections operating in the ideal 80 – 100 % of best efficiency point (QBEP) range, with the average pump only running at 72% QBEP (28% below ideal, and 28% below its intended operating point). Walker et al. (1994) proved that the minimal wear point will be at 80 % of QBEP- not the point of maximum power, not the nameplate capability, but the 80 % of QBEP shoulder. And a large-scale field study( Papa et al. 2013), of 152 pumps on Ontario mines proved the average tested pump to have 9.3 % efficiency below manufacturer data sheet at BEP. In simple terms: before you run out and buy a larger pump to cope with a new duty, determine whether your existing pump is closer to 72 % than to 80 % QBEP, and whether it is performing with closer to its tested efficiency than the curve on the wall suggests.
Calculating through these seven steps using the actual field realities outlined above will cost about an hour per pump, and will prevent your spare parts bill creeping up six months after the pump is operating 10-20 % larger than specified. For operations that want to rigorously test their sizing assumptions, run the inputs through the mining slurry pump selection calculator before the final specification is set.
How Do You Size and Select the Right Slurry Pump for Mining?
Design the pump to operate at your actual peak duty with a 10 % head margin, not to meet a 25 % safety factor. Choose a pump with a BEP on the adjusted slurry curve 5 – 15 % above your design operating point, so it will operate at 85 – 95 % QBEP. Limit cap impeller tip velocity to 30 m/s in most duties and to 27 m/s in highly abrasive duties. Check the NPSH margin under the worst-case suction condition. Match materials of construction to Miller number and particle shape, don’t rely on default supplier values. Factor in a variable-speed drive on the motor- 50% of the surveyed pump installations had none, and it is the simplest way to cut plant power use. Finally, specify ANSI/HI Service Class 3 for highly abrasive duty( POR 50 – 105% QBEP, Hydraulic Institute 2016), and demand the slurry-corrected curves instead of just a water curve.
Mining Subsector Playbook — What Changes by Ore Type

A “mining slurry pump” on a copper concentrator mill-discharge line and a mining slurry pump on a phosphate beneficiation plant are different animals, even when the nameplate shows exactly the same size. Below is a framework amalgamated from industry handbooks and the 2025 Varghese review, not a directly citeable source — treat it as a starting-point guideline for specification, rather than an industry standard.
| Subsector | SGm range | d50 range | Material pick | Common failure pattern |
|---|---|---|---|---|
| Iron ore (magnetite, BIF) | 1.7 – 2.3 | 75 — 500 µm | 27% Cr high-chrome; heat-treated martensitic matrix | Cutwater erosion; shroud-tip thinning |
| Copper concentrate | 1.4 – 1.8 | 50 — 200 µm | Rubber-lined or high-chrome depending on pH | Acid attack on metal; hardening on rubber when pH < 4 |
| Gold CIP / CIL | 1.3 – 1.6 | 50 — 150 µm + carbon | Polyurethane hybrid; avoid soft rubber — carbon shears lining | Cut wear from carbon granules; gland abrasion |
| Coal preparation | 1.1 – 1.4 | 100 — 2,000 µm | Rubber-lined (fine) or hybrid (coarse) | Swelling with heavy oils; tramp metal damage |
| Phosphate | 1.3 – 1.7 | 100 — 400 µm | Rubber-lined (acid service) or duplex stainless | Acid corrosion; scaling on metal |
| Tailings / TSF delivery | 1.2 – 2.0 | 30 — 300 µm | High-chrome or rubber-lined per residual coarse | Line settling; wear at reducers and elbows more than pump |
| Sand & gravel dredge | 1.3 – 1.6 | 500 µm — 15 mm | Ni-hard or 27% Cr; wide-passage impeller | Impeller vane fracture from tramp; cavitation at shallow suction |
The environmental differences uncovered by Varghese’s mass plant audits drive these infrastructure variations. A modern copper concentrator uses 2.56 MW in its pumping (21 % of total plant power installed), a magnetite Iron operation uses 12.7 MW (18% of total power), and gold concentrator consumes 9.5 MW (28 %) – the gold shop is relatively more pump-heavy because it has finer flotation feed and POR 50 – 105 % QBEP in final thickening circuits necessitates more pumps per ore than a typical base-metals operation. Operations planning to specify pumps for a new subsector should consult the ore-wear-life chart for guaranteed impeller life before deciding on a rebuild cycle.
What Mining Slurry Pumps Actually Cost — TCO, Not Sticker Price

How much is a mining slurry pump? Depends on how you define cost. For the purchase invoice, a 500 – 2000 m/h class, mid-size, horizontal mining slurry pump averages US$20,000 – US$150,000 ex-works. For the total cost of ownership over ten years, purchase remains one of many line items. Weir Minerals’ Technical Bulletin 32, the authoritative industry reference, documents a cyclone feed case with a distribution of:
61%
Energy
24%
Maintenance
13%
Capital (purchase)
2%
Overhead + inventory
3 factoids change the procurement dynamic, the first frames the question. Energy represents 61% of ownership, so why is that missing variable-frequency drive the single biggest lever available to a mine after purchase – absent on half of the 33,907 pump motors rated in the study by Varghese et al.? The second figure, 24% maintenance, indicates that material and spares strategy are the second largest levers ahead of price. The third, 13% capex, includes not just the pump but the mounting, motor, drive, and installation; per the Weir bulletin, bigger than 100 kW, the pump alone often accounts for less than 30% – more like 4% of total ownership, not 13%.
Will quietly increase ownership with the energy bill. A slurry pump hydraulic efficiency drops by roughly 20% over 2,500 hours of abrasive duty (Pirouz et al. 2017), can go as high as a 22% drop when the wear-ends is fully worn (Horne 1976). That efficiency hit at 61% energy percentage adds to an approximately a 12% ownership increase over a rebuild cycle, the true case study for preventive overhauls as opposed to run-to-failure. Assess lifetime ownership cost for three material options before final wet-end material decision for a ten-year duty.
How to Choose a Mining Slurry Pump Manufacturer
Procurement strategies for mining slurry pumps, while necessarily competitive on bid price, are more so on what supports the pump after the purchase order. Five buying-decision questions, all satisfied through written documentation, filter out providers capable of a decade of support from those delivering a year’s equivalent of grief.
- ✔
Metallurgy certificates and hardness test reports. Specs should list Brinell hardness for each wetted part, chromium percentage for white-iron components (ISO 21988), and heat-treatment record. Ask for a sample certificate from a past shipment. - ✔
Spare-parts MOQ and lead time. Confirm the supplier carries impeller, liner, shaft sleeve, and bearing-assembly stock for your model, and ask what the typical dispatch-to-delivery time is for a rush order. - ✔Warman AH/HH dimensional compatibility — if you are converting from a Warman installed base, verify bolt-pattern, shaft height, and discharge orientation match before signing. Drop-in replacement saves commissioning weeks.
- ✔Commissioning and on-site technical support — especially for installations beyond the supplier’s home region, written commitment on commissioning hours, remote diagnostics access, and response time for warranty claims.
- ✔Case references in your specific subsector — generic “we supply mining” is a red flag. Ask for references in the same ore type and comparable flow range. Iron-ore experience does not transfer directly to gold CIP without modification.
For operations with the aging Warman pattern installed base and considering interchange drop-in solutions, the Warman AH/HH competitor interchange check list and the spare parts interchange document are the first tools worth a glance before releasing a RFQ.
The Lens Behind This Guide
This material was designed against bbpmfg.com environmental and process duty compatible slurry pump family charts – horizontal, vertical, and submersible formats manufactured with 27% Chro-moly high-chrome white iron and elastomer-lined wet ends. Pump sizing methodology and the 5-5-30 materials rule are predicated on how our process plant engineering team specifies pumps for copper concentrate, iron ore BIF and tailings delivery responsibilities. Wear equations and total cost of ownership calculations are sourced from the Pumping Handbook, the 2025 Varghese review of slurry pump ownerships in a Lead-Zinc concentrator by Minerals Engineering, and Wishington Pump Division research – internal project date/data still to be added for patent purposes.
Frequently Asked Questions
Q: What is the purpose of a slurry pump in mining?
View Answer
A mining slurry pump transports solid-liquid mixtures around mineral processing and dewatering circuits where a conventional water pump would be eroded to ruin in a matter of weeks. Typical mining duties are mill discharge delivery to cyclones, cyclone underflow return to grinding, concentrate transfer, tailings disposal to storage, and pit dewatering during storms or intrusions.
Q: What type of pump is best for mining slurry?
View Answer
A centrifugal slurry pump is a cost-effective default for most mining applications at contents below about 20% solids by volume, because it generates the cheapest flow per dollar within typical mill discharge and tailings pipelines. For contents above 20% solids volume or very viscous slurries, cost-effective positive-displacement pumps such as peristaltic, mono, or piston drive are more performant. Horizontal configurations serve most pipeline applications; vertical sump designs serve flooded collection points; submersible models serve mobile or ditch-entrained jobs.
Q: How far can you pump slurry in a mining operation?
View Answer
Distance remains limited by head loss/pressure drop, particle settling velocities, and available head. A single horizontal slurry pump commonly sustains a flow to a few hundred metres; pipelines longer than a kilometre or so usually require staged pumping stations or a booster pump re-entrains the flow in self-sustaining series. Tailings pipelines in large operations often span several kilometres with trains of multiple pumping stations.
Q: What industries besides mining use slurry pumps?
View Answer
Mining slurry pump applications outside mineral processing include dredging (maintaining clear waterways and reclaiming land), coal preparation, phosphate beneficiation, flue-gas desulfurization at coal-fired power plants, grain processing in pulp and paper mills where fibers and chemicals must be conveyed together, and grit and sludge handling in wastewater treatment stations. All are frequently characterized by a process that transfers a solid-liquid flow or slurry where abrasion would crack a standard pump.
Q: How can sustainability metrics improve mining slurry pump operations?
View Answer
Varghese’s 2025 review advocates plant-level operational indicators – kWh per tonne ore treated, m of gland water per tonne, and CO2 emissions per tonne pumped – because they make the cost of energy and wear tangible. measuring from a standard baseline, fit variable frequency drives where missing, then track monthly QBEP operating points.
References & Sources
- Varghese et al. (2025) — A systematic review on the sustainability of slurry pumps in the mining industry — Minerals Engineering, Vol. 234, DOI 10.1016/j.mineng.2025.109731
- Warman Technical Bulletin 32 — Total Ownership Cost Model for Slurry Pumps — Weir Minerals, rev. March 2018
- Davidson, G. — Considerations for Proper Sizing and Material Selection in Centrifugal Slurry Pump Performance — Worthington Pump Division, Dresser Canada (conference proceedings)
- On the impeller wear of vertical centrifugal pump carrying water slurry — AIP Advances (2025), DOI 10.1063/5.0318586
- Proactive Maintenance of Pump Systems Operating in the Mining Industry — U.S. National Library of Medicine / NIH PMC
- Deposition Velocities of Non-Newtonian Slurries in Pipelines (WTP-RPT-189) — Pacific Northwest National Laboratory, U.S. Department of Energy
- ANSI/HI 12.1-12.6 — Rotodynamic Slurry Pumps Standards — Hydraulic Institute (2016)
- ISO 5198 — Centrifugal, mixed flow and axial pumps — Code for hydraulic performance tests — International Organization for Standardization
- ISO 21988:2006 — Abrasion-resistant cast irons — Classification — International Organization for Standardization
Related Articles
Ready to specify a mining slurry pump for your duty? Horizontal, vertical, and submersible configurations available using 27% Cr high-chrome and rubber-lined design options.Warman AH/HH compatible.