Get in Touch with BBP
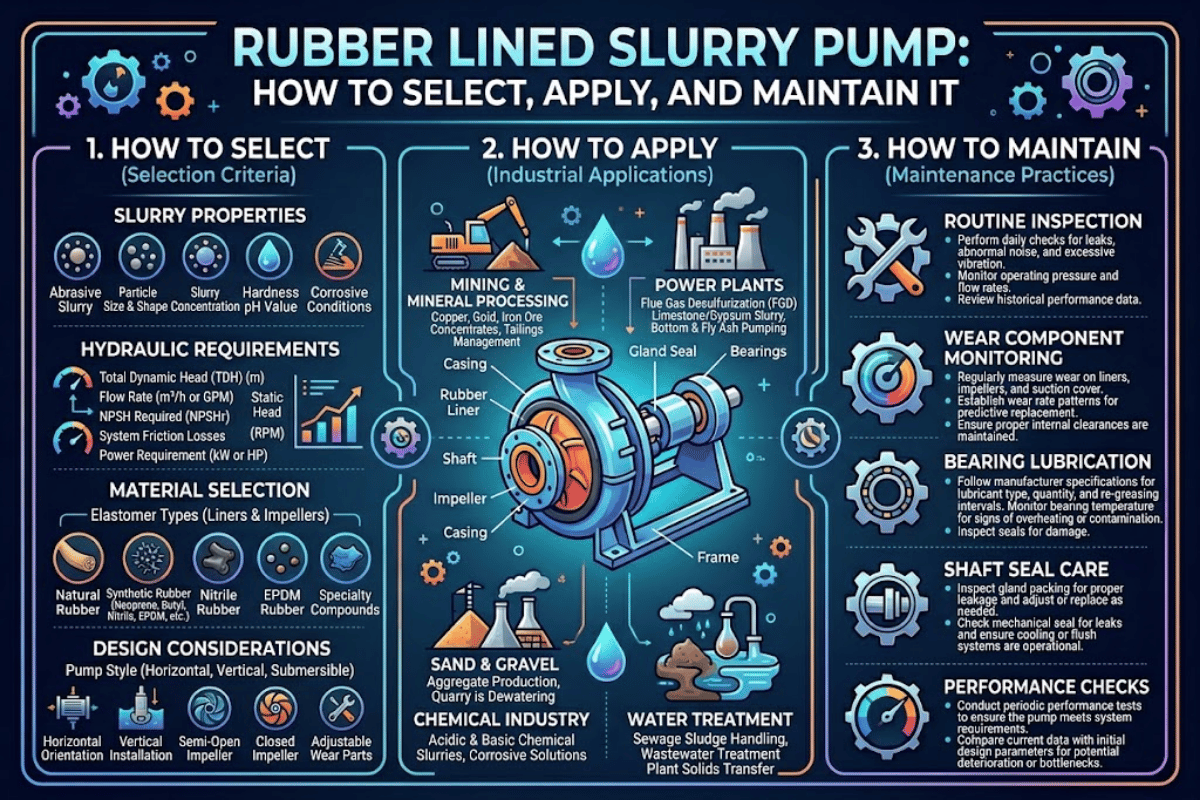
A rubber lined slurry pump is a centrifugal pump whose wet end — volute, throat bush, impeller, and cover plates — is protected by an elastomer liner rather than a hard-metal alloy. The rubber absorbs particle energy through elastic rebound, which makes it the default choice for fine-particle, abrasive, and chemically corrosive slurries. This guide walks through how a rubber liner actually survives abrasion, when rubber wins against metal and when it loses, how to select among the four main elastomers, and the failure modes that shorten liner life well before the material itself reaches its limit.
Quick Specs — Typical Rubber Lined Slurry Pump Envelope
| Flow range | 10 – 14,000 m³/h |
| Head range | 10 – 70 m (single-stage) |
| Max particle size | ~5 mm ideal, up to 9.5 mm in certain frame sizes |
| Operating temperature | −20 °C to 80 °C (natural rubber); up to 200 °C with fluoroelastomer |
| pH tolerance | 2 – 12, depending on elastomer chemistry |
| Typical impeller tip speed ceiling | ~27 m/s (exceed this and rubber wear accelerates sharply) |
| Standards reference | ANSI/HI 12.1-12.6-2016 |
What Is a Rubber Lined Slurry Pump? A Definition That Matters
A rubber lined slurry pump is a centrifugal slurry pump built for one job: moving water-solid mixtures where fine abrasive particles would quickly destroy a smooth cast-iron wet end. Instead of fighting abrasion with hardness, the rubber slurry pump uses a soft, replaceable elastomer liner that flexes, absorbs, and returns the kinetic energy of each particle. The impeller itself can be rubber or a wear-resistant alloy, depending on duty.
The ANSI/HI 12.1-12.6-2016 standard scopes these machines as “rotodynamic centrifugal, single-stage, overhung impeller slurry pumps, horizontal and vertical, of industrial types used for abrasive” service. That one sentence describes the three traits that separate a slurry pump from a clear-water pump: single-stage (pressure is traded for solids-handling geometry), overhung impeller (for quick liner access), and abrasive-rated construction.
What is a slurry pump used for?
A slurry pump moves mixtures of water and solids — tailings in mineral processing, coal fines in preparation plants, sand in aggregate washing, gypsum in flue gas desulfurization (FGD), and phosphoric slurry in fertilizer plants. It handles service that would erode a standard water pump within weeks. The rubber lined variant is selected when particles are small and chemically aggressive, rather than large and purely mechanical. For field-scale guidance on frame sizing, the rubber-lined slurry pump selection matrix walks through the decision step by step.
How a Rubber Liner Survives Abrasion: The Rebound Mechanism

Hard metals resist wear by being harder than the abrasive. Rubber does the opposite — it yields. When a solid particle strikes a rubber surface, the elastomer locally deforms, storing kinetic energy in the stretched polymer chains. Because natural rubber has high resilience, most of that energy is returned to the particle as it rebounds, rather than being spent cutting or gouging the liner.
Peer-reviewed reviews of slurry erosion and cavitation mechanisms frame this as the difference between sliding wear (dominant in metals) and impact wear (dominant in elastomers at shallow impingement angles). Inside a rotating impeller, impingement angles vary constantly as the slurry swirls past vane tips and cover plates. Rubber handles that variable-angle attack better than any single-hardness metal.
📐 Engineering Note — Shore Hardness Counterintuitive Rule
For fine abrasive slurries (particles less than 2mm), a liner in the Shore A 40-60 range will typically outwear a harder elastomer. Softer rubber offers more deflection “headroom” to escape particle kinetic energy without localized tearing. Harder rubber (Shore A 70+) is specified only when a coarser particle feed requires significantly more cut resistance – sacrificing rebound efficiency for higher puncture resistance.
How do rubber lined slurry pumps work?
Mechanically, the pump is a standard centrifugal — an impeller spinning inside a volute casing, drawing slurry through the inlet and discharging through a tangential nozzle. What makes it a rubber lined pump is that every internal surface the slurry touches is covered by a molded rubber insert: the throat bush at the inlet, the frame plate liner behind the impeller, the cover plate liner in front, and sometimes the impeller itself. Drive is usually a V-belt or flexible coupling from an electric motor, and shaft sealing is handled by a packing seal, expeller seal, or mechanical seal depending on service pressure and how simple the operator wants the maintenance routine.
“As the particles hit the surface, the rubber deforms, absorbing the kinetic energy of the particle. The resilient nature of the rubber returns most of this energy to the particle, causing it to rebound with little or no wear.”
Rubber vs Metal Lined Slurry Pumps: Where Each Wins
The choice between a rubber liner and a high-chrome metal pump is the central engineering decision in slurry handling. It is not “rubber is always better” or “metal is always better” — both win in their own envelopes. The crossover is governed by particle size, slurry chemistry, temperature, and impeller speed.
💡 The Particle Size Crossover
Rubber wins cleanly below 5 mm particles. Metal wins cleanly above 8 mm. The 5–8 mm window is a gray zone where slurry chemistry (pH, chloride load, temperature) calls the shot. Field data backs this up: Warman-style rubber-lined frames are speced to pass solids up to roughly 9.5 mm (3/8″), but liner life falls off sharply as particle size climbs toward that ceiling. Past 8 mm, a high-chrome alloy becomes the cheaper long-run choice once you count liner swaps.
| Dimension | Rubber Lined | High-Chrome Alloy |
|---|---|---|
| Particle size sweet spot | < 5 mm | > 8 mm |
| pH tolerance | 2–12 (elastomer-dependent) | 4–10 (corrosion-limited) |
| Max continuous temperature | 80 °C (natural), 200 °C (fluoroelastomer) | 120 °C (27% Cr iron) |
| Impeller tip speed ceiling | ~27 m/s | ~42 m/s |
| Capital cost (relative) | 1.0× | 1.3–1.6× |
| Liner replacement time | 2–4 hours (light weight) | 6–10 hours (heavy castings) |
| Worst enemy | Sharp tramp material, dry-run heat, high tip speed | Acidic slurries, chloride pitting |
✔ Rubber Wins When
- Particles are under 5 mm and rounded (sand, tailings, fine ore)
- Slurry is acidic or alkaline (pH outside 4–10)
- Chloride content rules out ferrous alloys
- Downtime cost makes quick liner swaps valuable
- Impeller speed can be held below 27 m/s
⚠ Metal Wins When
- Particles exceed 8 mm, or are sharp and angular
- Tramp material (bolts, nails, rock shards) is a chronic risk
- Required head demands tip speeds above 30 m/s
- Slurry is pH-neutral but thermally hot (above 80 °C)
- The duty is fully continuous without upstream screening
Need help placing your specific duty? The liner decision tool walks through particle, chemistry, and temperature inputs to return a rubber-versus-metal recommendation.
Rubber Lining Materials: Natural, Nitrile, Neoprene, and EPDM

“Rubber” is a family, not a single material. As each elastomer has different chemical and thermal properties, selecting the wrong one can be one of the most costly errors in this type of equipment. Natural rubber is the standard for mechanical abrasion. For other chemistries or elevated temperatures, the others exist.
| Elastomer | Temperature Range | Abrasion | Oil / Hydrocarbon | Best Use |
|---|---|---|---|---|
| Natural rubber (NR) | −20 to 80 °C | Excellent | Poor | Fine sand, tailings, pH 5–11 water-based slurries |
| Nitrile (NBR) | −30 to 100 °C | Good | Excellent | Oily slurries, petroleum and natural-gas drilling mud, antistatic service |
| Neoprene (CR) | −40 to 120 °C | Moderate | Moderate | Mild chemical slurries, moderate heat and oil exposure |
| EPDM | −50 to 150 °C | Moderate | Poor | Hot acidic/alkaline slurries, FGD gypsum, hot water |
| Fluoroelastomer (FKM) | −20 to 200 °C | Fair | Excellent | Hot corrosive slurries, concentrated acids |
Compatibility between elastomer and slurry chemistry is the make-or-break test for both corrosion resistance and wear resistance. The values above are typical for standard compounds built on carbon black and conventional vulcanization — actual limits shift with the specific formulation and the presence of trace chemicals. For case-by-case selection, the slurry pump parts material selector gives a compatibility lookup across the common elastomer families.
One specification shortcut worth remembering: the ASTM D2000 classification system encodes an elastomer’s heat and oil resistance in a line-call designation. When a specification arrives with an ASTM D2000 code, decoding it tells you the service envelope before you ever touch the compound sheet.
Key Applications: Where Rubber-Lined Pumps Are the Default
Rubber-lined service is not universal. It is dominant in five distinct industrial settings, each with a characteristic slurry fingerprint.
- Coal preparation plants run fine coal and refuse slurries at 20–40% solids and pH 5–9, typically with heavy-duty rubber-lined horizontal pumps. Rubber handles the abrasive fines and mildly acid process water that would pit carbon-steel wet ends within a season.
- Mineral flotation tailings in metallurgical processing carry particles below 500 µm after grinding, often at a specific gravity above 1.3 and with residual flotation reagents. Heavy duty mining slurry pumps in this service are almost universally rubber-lined.
- Aggregate washing and sand dredging move fine particle sand, clay, and silt. Construction aggregate plants run these pumps continuously, and installation weight matters: rubber liners are light enough to swap without crane lifts.
- FGD (flue gas desulfurization) gypsum slurry lands at 15–30% solids, pH 5–6, and temperatures reaching 70 °C. EPDM or natural rubber handles the limestone and gypsum chemistry with high efficiency where 27% Cr hard metal would corrode.
- Phosphate and fertilizer slurries run acidic to strongly acidic duty. Here fluoroelastomer or specially compounded natural rubber becomes the only workable choice.
⚠ The “Fine Particles Only” Myth
A common belief is that rubber lined slurry pumps only handle very fine particles — sub-millimeter fines. In practice, a correctly sized rubber-lined pump can handle particles up to 6 mm in flotation service and up to 9.5 mm in some Warman-style frames. What kills rubber is not particle size alone; it is sharp angular geometry, impeller tip speeds above 27 m/s, and tramp material entering unscreened. Particle size is only one axis of the selection problem.
Selection Criteria: Matching the Pump to Your Slurry

Before a rubber-lined slurry pump is sized, seven slurry parameters and the matching pump features need to be on the table. Missing any one of them is the most common cause of early liner failure — not because rubber is fragile, but because a pump specified for the wrong duty will be run outside its envelope from day one.
- ✔Particle size distribution (d50 and d95) — median and upper-bound particle size.
- ✔Specific gravity of solids (SG) — heavier solids raise impact energy per particle.
- ✔pH of the carrier fluid — drives elastomer selection.
- ✔Operating temperature — sets the elastomer upper bound.
- ✔Abrasivity index — Miller or SAR number, quantifying how aggressive the solid phase is.
- ✔Duty cycle — continuous vs cyclic; dry-run risk; expected starts per day.
- ✔Wear-part budget — how much liner life is acceptable between replacements (typically 6–24 months depending on duty).
Scenario-to-Solution Mapping
| Slurry Profile | Recommended Configuration |
|---|---|
| Copper tailings, d95 ≤ 2 mm, pH 9, 40 °C, continuous | Natural rubber liner + rubber impeller, packing seal |
| FGD gypsum, pH 5.5, 65 °C, 24% solids | EPDM liner + 27% Cr impeller, mechanical seal |
| Phosphoric acid slurry, pH 1.5, 60 °C | Fluoroelastomer liner + FKM impeller |
| Coal fines, d95 = 4 mm, pH 7, frequent starts | Natural rubber liner + alloy impeller, expeller seal |
Common Failure Modes: What Kills a Rubber Liner Early

Nearly all reports of “rubber liner failure” turn out to be process failures, not material failures. This is the most useful observation in operating a rubber-lined fleet, because it changes what you inspect after a liner wears through. Review of practitioner discussions on Eng-Tips pump engineering threads and peer-reviewed slurry erosion and cavitation research converges on five recurring modes.
- Tramp-material gouging — A bolt, weld slag, or fractured liner chunk passes through the pump. As one practitioner put it bluntly, “Once the liner is nicked, it goes quickly.” The cut exposes rubber edges to shear flow and the wear rate accelerates geometrically. Upstream screening is the fix, not a harder rubber.
- Tip-speed over-run — Rubber is speed-sensitive. Running an impeller above its design tip speed to push extra head heats the liner through internal friction and accelerates wear. Field consensus: above roughly 27 m/s, natural rubber degrades rapidly.
- Heat blistering and dry-run damage — A stalled or cavitating pump generates local heat that softens the bond between rubber and its steel backing. If the slurry pH or chemistry is also aggressive, the rubber can lift from the frame plate in sheets.
- Solvent swell — Natural rubber in an oily or hydrocarbon-contaminated slurry will absorb solvent, swell, and lose tear strength. This is always an elastomer-selection error, not a manufacturing defect.
- Cavitation pitting — Low suction head, gassing, or throttled inlets generate vapor bubbles that collapse near the impeller eye. The collapses pit the rubber in characteristic orange-peel patterns. Fix the hydraulic cause; do not replace the liner with a harder grade.
Maintenance and Wear Life Optimization
A rubber-lined slurry pump rewards steady, predictable operation. Kept inside its best-efficiency-point envelope and checked on a short inspection cadence, the wet end typically goes 12–24 months between major liner replacements in mining duty. Run it at the wrong operating point and the same pump can need a rebuild inside six months.
📐 Engineering Note — BEP Operating Window
Keep operation within ±15% of the pump’s best-efficiency-point (BEP). Running deep (well left of BEP) increases radial loading on the shaft and causes uneven liner wear. Running far to the right of BEP drops suction head and invites cavitation. This ±15% envelope is consistent with ANSI/HI 12.1-12.6-2016 operational guidance.
- ✔Daily — Visual shaft seal check; listen for cavitation; log discharge pressure and motor amps.
- ✔Weekly — V-belt or flexible coupling tension; gland water flow on packing seals.
- ✔Quarterly — Bearing lubrication inspection; alignment check at the coupling; liner clearance measurement through the inspection port.
- ✔Annually — Full wet-end teardown; rubber lining thickness measurement; impeller vane inspection; seal face replacement.
Keeping a modest stock of replaceable slurry pump parts—throat bush, frame plate liner, impeller—ahead of a scheduled liner replacement turns it into a one-shift installation. The TCO calculator can be used to quickly compare the life-cycle cost of rubber-lined vs high-chrome on your particular duty before you place an order.
Frequently Asked Questions
Q: How are rubber lined slurry pumps made?
View Answer
The steel or cast-iron casing is designed first to structural specifications. Rubber liners are compression-molded or injection-molded onto dedicated tooling, using a rubber compound tailored to the intended service (natural, nitrile, EPDM, or FKM). After curing, the rubber inserts are trimmed and assembled into the pump casing. Leading manufacturers check hardness and durometer in-line prior to shipping, while vertically integrated foundries keep the casting and rubber cure in a single line for quicker lead times.
Q: Should rubber lined slurry pumps be cleaned between batches?
View Answer
Yes, in most instances. Flushing with fresh water between discharges will keep slurry from settling in the casing and curing into a cake that will damage the liner at startup. Flushing also helps prevent much seal wear and chemical cross-contamination between process stages.
Q: Does a rubber lined slurry pump reduce operating pressure?
View Answer
The rubber liner itself does not significantly reduce pressure. Hydraulic losses in a well-designed rubber-lined pump are comparable to those in a metal-lined pump of equivalent size. System head depends on impeller diameter, vane geometry, and operating speed—all designed to produce the rated head, not reduced by the liner.
Q: How long does a rubber liner last in mining service?
View Answer
Expected liner life in typical mining duty is 6 to 24 months. Fine tailings service at moderate tip speed is toward the high end; coarse or angular particles, high tip speed, or dry-run incidents will push this toward the low end. The range is real. Two identical pumps with the same design on different duties will not experience identical life, and that is an aspect of the slurry, not the pump.
Q: How much does a rubber lined slurry pump cost?
View Answer
Prices can vary significantly based on size, drive configuration, and elastomer grade. Entry level 2″/1″ rubber-lined frames start in the low $1,000s; heavier-duty 10″/8″ mining pumps can be five figures, with replacement liners in the $500 minimum to $3,000 range depending on frame size. For a quote that matches your specifications, a pump sizing request is the best way to generate a true figure.
Take the Next Step
If you have a slurry specification and need a pump selection, the simplest route is to send the seven parameters above—particle size distribution, SG, pH, temperature, abrasivity, duty cycle, and wear-part budget—to the rubber lined slurry pump engineering team. Two other tools may help avoid a round-trip: the selection matrix returns an approximate frame size, and the TCO calculator compares 5-year ownership cost across rubber and high-chrome options. If you are replacing a compatible Warman AH or HH frame, the Warman AH/HH cross-reference table shows interchange dimensions.
Why We Published This Guide
This article was prompted by the unusual abundance of product-catalog content and the relative scarcity of selection-guide content for the rubber-lined slurry pump family. The particle-size crossover numbers and the seven-parameter selection checklist here reflect frequent conversations between our engineering team and customers who arrive without a complete slurry data set. The elastomer and temperature figures are compiled from ANSI/HI 12.1-12.6-2016, ASTM D2000, and the vendor compound sheets that have been part of daily practice at Beijing Beibangpu.
References & Sources
- ANSI/HI 12.1-12.6-2016 Rotodynamic Centrifugal Slurry Pumps — Hydraulic Institute
- Strive to Reduce Slurry Erosion and Cavitation in Pumps through Various Techniques – PMC, National Library of Medicine
- ASTM D2000 Standard Classification System for Rubber Products – ASTM International
- Pump for slurry, rubber lined vs alloy vs plastic — practitioner discussion — Eng-Tips Pump Engineering Forum
Related Articles
- Rubber Lined Slurry Pump – product and solution overview
- Warman AH/HH Cross-Reference for Rubber-Lined Frames
- High-Chrome Slurry Pump – when metal beats rubber
- Mining Slurry Pump Selection Calculator