Get in Touch with BBP
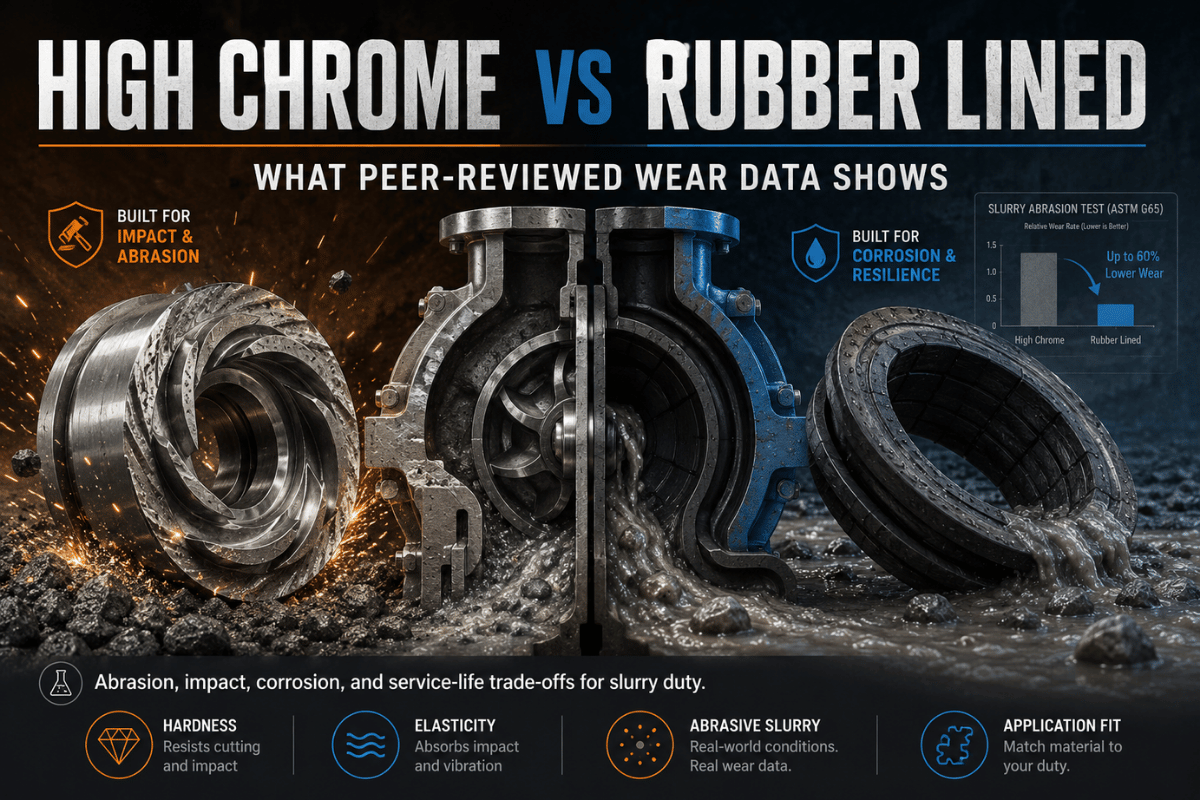
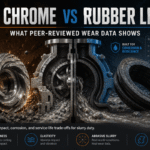
When a slurry pump wears out twice as fast as the budget assumed, the wet-end material is usually the reason. The high chrome vs rubber lined slurry pump decision drives more warranty arguments than any other spec, yet most guides settle it with vendor opinion. This article does it differently: it grounds the choice in peer-reviewed wear data, ASTM abrasion testing, published slurry-erosion studies, and the impeller tip-speed limits printed in every major pump handbook, then turns that evidence into a single rule you can apply to your own duty.
As a manufacturer that pours both high chrome slurry pumps and rubber-lined slurry pumps, we’ve no reason to push one alloy over the other, only to put the right liner in the right slurry.
Quick Specs: High Chrome vs Rubber-Lined at a Glance
| Property | High Chrome White Iron | Natural-Rubber Liner |
|---|---|---|
| Hardness | ~58–65 HRC (600–680 BHN) | ~40–60 Shore A |
| Best particle size | Coarse / sharp, > 5–6 mm | Fine / rounded, < 5–6 mm |
| Max impeller tip speed | ~38–46 m/s | ~27.5–28 m/s |
| Practical head ceiling | ~125 m | ~45 m |
| pH tolerance | ~pH 4–12 (carbides undercut below ~5) | ~pH 1–13 |
| Continuous temp limit | Far above slurry range | ~65–70 °C |
| Failure mode | Brittle cracking, low-pH corrosion | Cutting/tearing by sharp coarse grit |
Each figure above is explained, and sourced, in the sections that follow. Use the table to triage; use the rest of the article to defend the decision to a procurement manager.
High Chrome vs Rubber-Lined: The One-Screen Verdict

High chrome white iron and rubber aren’t “better” or “worse” — they fail by opposite mechanisms, so each wins in the conditions that punish the other. High chrome is a hard, wear-resistant alloy that resists gouging from coarse, angular solids and holds its shape at high speed. Rubber is a resilient elastomer that flexes under fine particle impact and shrugs off corrosion. A wrong pick doesn’t just shorten wear life; it changes the failure from gradual thinning to sudden cracking or tearing.
Three variables decide it: particle size and shape, impeller tip speed (and therefore head), and slurry chemistry (pH and temperature). Get those three numbers and the material almost selects itself. The rest of this guide quantifies each, then combines them into a decision framework. If you’re still choosing a pump type first, start with the difference between a slurry pump and a standard centrifugal pump, then return here for the wet-end material.
💡 Key takeaway
Hardness alone does not predict wear life. A 60 HRC alloy can wear faster than a soft rubber liner when particles are fine and the impact angle is shallow — the reason is in the erosion physics below.
The Two Materials: High Chrome White Iron vs Elastomer Liners

High chrome white iron is a family of abrasion-resistant cast irons defined by ASTM A532/A532M. Grades used for slurry wet ends are normally Class III Type A, a roughly 25% chromium high chrome alloy, which solidifies as hard M₇C₃ chromium carbides held in an iron matrix. Those carbides do the work: they are far harder than quartz sand, so abrasive grains scratch rather than cut them. Foundry data for Class III Type A alloys typically reports 600–680 Brinell (about 58–65 HRC).
There’s a catch worth understanding before you spec it. Carbide hardness buys abrasion resistance, but it costs toughness, Class III Type A is the most abrasion-resistant grade and the least impact-tolerant. That’s why field reports of large high chrome suction liners sometimes describe cracks rather than wear: a brittle alloy that meets a blockage or a tramp rock can fracture instead of deform. For the full metallurgy, see our companion guide to high chrome white iron metallurgy and heat treatment.
📐 Engineering Note
ASTM A532 grades are not interchangeable. Class III Type A (25% Cr) maximises abrasion resistance; Class II Type D (20% Cr-Mo) trades a little hardness for crack resistance in thick sections; and a 30% Cr grade is the most corrosion-resistant of the family. When you order a high chrome wet end, specify the class, type and target hardness on the purchase order — “high chrome” alone is underspecified.
Rubber liners take the opposite approach. Natural rubber (NR) at roughly 40–60 Shore A durometer is soft and resilient: instead of resisting a particle, it absorbs the impact and springs back, so fine grit “bounces” rather than gouges. Every wetted part, impeller, throat bush, expeller seal, frame and cover plate liners, is moulded elastomer, with tapered mating faces for alignment and an external adjustment to recover clearance as the parts wear. Because rubber is chemically inert to most acids and alkalis, it also outlasts metal in corrosive duty. Its trade-offs are a temperature ceiling near 65–70 °C and vulnerability to sharp, coarse solids that slice the surface.
✔ High Chrome — Strengths & Limits
- Excellent against coarse, sharp, angular solids
- Holds geometry at high tip speed and high head
- Repairable by welding / hardfacing
- ⚠ Brittle, can crack on impact or blockage
- ⚠ Corrodes below ~pH 5; heavy rotor mass
✔ Rubber — Strengths & Limits
- Excellent against fine, rounded particles
- Wide pH tolerance; resists corrosion
- Absorbs impact, protects casing; lighter, cheaper
- ⚠ Torn by sharp coarse grit
- ⚠ Tip-speed limit ~27.5 m/s; temp limit ~70 °C
How Each Material Wears: Abrasion vs Erosion Mechanisms

To predict which liner lasts, you have to separate two wear modes that vendors blur together. Abrasion is grit dragged across a surface; the benchmark for it is ASTM G65, the dry-sand/rubber-wheel test that measures volume loss under sliding contact (note the irony: the standard metal-abrasion test uses a rubber wheel to carry the sand). Erosion is particles striking a surface at an angle, and that angle changes everything.
Published slurry-erosion research shows that ductile materials, rubber, and the ductile matrix in metals, lose the most material at shallow impingement angles around 20–30°, where particles cut and plough the surface. Brittle materials lose the most at steep angles near 90°, where impact energy chips and fractures the surface instead of cutting it. A study of high chromium white cast iron in the journal Wear found it erodes by both mechanisms at once, plastic deformation of the matrix plus brittle fracture of the carbides, which is why a hard alloy can still wear quickly in the wrong flow. Slurry-jet erosion testing of comparable materials confirms the ductile peak near 30°.
“In a recirculating slurry, the same impeller sees both shallow-angle cutting near the vane tips and near-normal impact at the leading edge. We pick the liner for the dominant mode in that duty, not for the highest hardness number on the datasheet.”
In practical terms, rubber wins where fine particles strike at shallow angles and low energy, because it flexes through the ductile-cutting zone that would shred a brittle carbide network. High chrome wins where coarse particles hit hard and steep, because its hardness resists the gouging that tears rubber. This is the physics behind every rule of thumb in the next section.
What the Wear Data Shows: Particle Size & Impact Angle

Particle size is the single best predictor of the right liner, because size correlates with both impact energy and the likelihood of sharp edges. Fine particles carry little kinetic energy and tend to be rounded; coarse particles carry more energy and are more likely to be angular. Data and field practice converge on a threshold near 5–6 mm.
What is the best slurry pump impeller material for coarse, sharp particles?
High chrome white iron, without much debate. Coarse, angular solids load the leading edges and shrouds with high-energy, high-angle impact and gouging, exactly the duty that crush or tears an elastomer at the vane inlet. Cyclone-feed, mill-discharge, dredge and sand-and-gravel slurries with particles in the 1–10 mm range are classic high chrome territory, where field life multipliers run several times that of rubber. An exception arises when those coarse particles also arrive in strongly acidic chemistry, then you’re choosing between two compromises, which the corrosion section addresses.
Below the threshold, the logic flips. Experienced slurry engineers describe a working rule that they reserve rubber-lined pumps for fines handling, one practitioner on a major engineering forum put the cutoff at “< 5–6 mm as a rule of thumb.” In fine silica tailings and similar duties, rubber and polyurethane both deliver smooth, uniform thinning instead of deep gouges, and they tolerate the corrosion that would undercut a metal matrix.
The 5 mm / 27 m/s Crossover Rule
Choose rubber only when both are true: particle size is roughly ≤ 5–6 mm and impeller peripheral speed is ≤ ~27.5 m/s. If either threshold is exceeded, coarser/sharper solids or a higher tip speed/head, move to high chrome. Chemistry can override toward rubber; it rarely overrides toward metal.
That single rule captures most of the decision, and the two thresholds are independent, which is why the velocity limit deserves its own section.
Velocity & Head: Why Impeller Tip Speed Decides the Winner

Even in fine, friendly slurry, rubber has a hard ceiling that has nothing to do with abrasion: heat. Above a certain impeller peripheral speed, friction at the outer edge of the liner generate enough heat to break the rubber down thermally. Major slurry-pump engineering handbooks place that limit at about 27.5 m/s for rubber, and tabulate maximum peripheral speeds of roughly 28 m/s for rubber-lined pumps versus 38–46 m/s for all-metal pumps depending on service class. Those same sources cap a rubber impeller’s practical head near 45 m, against roughly 125 m for hard metal in multistage high-head service.
📐 Engineering Note
Peripheral (tip) speed is v = π · D · n / 60, where D is impeller diameter (m) and n is shaft speed (rpm). A 0.55 m impeller at 1,000 rpm gives v ≈ 28.8 m/s, already past the rubber limit. To stay under ~27.5 m/s you either trim the impeller, slow the pump, or accept high chrome. This is why high-head duties almost always end up metal: the speed needed to make the head exceed what rubber can survive.
There’s an elegant middle path for the edge case where particles are fine (favouring rubber) but the required head forces a high tip speed (favouring metal): a hybrid wet end, a high chrome impeller running inside rubber liners. Here the chrome alloy impeller tolerates the speed while the rubber casing liners handle the corrosion and fine-particle wear, keeping the pump body and its hydraulic efficiency intact. It isn’t a compromise; for that specific duty it’s the correct answer. Off-design operation matters too: running far from the best-efficiency point spikes recirculation and incidence angle, producing asymmetric wear on the suction side and cutting life by 30–70% regardless of material.
Corrosion & Chemistry: pH, Temperature, and Oil
Wear and corrosion aren’t separate problems in a slurry pump, they compound. When the slurry is acidic, the iron matrix between the carbides corrodes first; that undercuts the carbides until they drop out, and published guidance notes this erosion-corrosion coupling can roughly double the wear rate of white iron. High chrome is generally serviceable down to about pH 4–5, but below that, or in strongly oxidising chemistry, it loses its advantage fast.
⚠️ Common misconception
“High chrome” does not mean “corrosion-proof.” Here is the counterintuitive part most buyers miss: the 30% Cr grade of ASTM A532 is the most corrosion-resistant white iron — used in flue-gas desulfurisation (FGD) — yet it is less abrasion-resistant than the standard 25% Cr grade. More chromium buys corrosion resistance at the expense of wear resistance. You cannot have both maxed out in one casting.
Rubber and its elastomer cousins flip the chemistry equation. Natural rubber stays chemically inert across roughly pH 1–13, which is why it dominates acidic and corrosive fine-particle duty in mineral processing. Its weakness is heat and oil: NR softens above about 65–70 °C and swells in hydrocarbons. Where those appear, the elastomer changes rather than the strategy, neoprene or nitrile for oily slurries (90–100 °C), EPDM for hot alkaline service (120–130 °C), or polyurethane for fine abrasive duty up to about 70 °C. In low-pH fines, a lined rubber or EPDM wet end will routinely outlast a high chrome one that’s quietly dissolving.
Service Life & Total Cost of Ownership
Purchase price is the smallest number in the decision. A high chrome wet end costs more than rubber up front and weighs more, but in coarse abrasive duty it can deliver several times the wear life, and in slurry pumping, the expensive line item isn’t the part, it’s the downtime to change it.
How do I estimate service life across different materials?
Start from your own site history, not a brochure. If you’ve wear records, measure vane or liner thickness loss per operating hour for the material you run now, then scale by published life multipliers for a candidate material in your slurry type, solids percentage and speed. If you’ve no history, run two materials in parallel on identical duties and measure thickness loss, a one-quarter trial beat a vendor’s life curve every time. One honest caveat: multipliers below are planning references compiled from multiple industry sources, not guarantees. Your results will vary with particle shape, duty point and chemistry.
| Duty | Typical choice | Relative life vs natural rubber |
|---|---|---|
| Fine silica tailings, neutral, <60 °C | Polyurethane or rubber | PU ~3–5× · NR 1× |
| Cyclone feed, coarse sharp ore, 1–10 mm | High chrome (A05/Class III) | ~4–10× |
| Acid leach, fine, pH 1–4 | EPDM / lined rubber | ~0.8–1.2× (metal corrodes) |
| Highly abrasive corrosive fines | Ceramic / WC-coated metal | ~6–15× |
Read the table as a TCO triage, not a quote. Lifetime cost that matters is (part cost + labour) ÷ service life + downtime per changeout. A part that cost 50% more but lasts three times as long and halves your changeout frequency is almost always cheaper per tonne pumped, which is the calculation our customers in mining slurry pump duty run before every reorder of OEM wear parts.
The Decision Framework: Which Material for Your Slurry?

Put the three variables together and the choice resolves into a short decision path. Work through it in order; the first hard “no” usually settles it.
If → Choose → Because
- Sharp / coarse solids (>5–6 mm) → high chrome → rubber tears at the vane inlet under high-angle gouging.
- Tip speed >27.5 m/s or head >45 m → high chrome (or hybrid) → rubber breaks down thermally at the liner edge.
- Fine solids (<5–6 mm) with pH <5 or corrosive → rubber/EPDM → metal corrodes and carbides undercut.
- Fine solids but high head → hybrid (metal impeller + rubber liners) → speed handled by metal, corrosion/fines by rubber.
- Continuous temp >70 °C → high chrome, or EPDM where still corrosive → natural rubber softens.
| Condition | Rubber favoured | High chrome favoured |
|---|---|---|
| Particle size | < 5–6 mm | > 5–6 mm |
| Particle shape | Rounded / smooth | Sharp / angular |
| Tip speed / head | ≤ 27.5 m/s · ≤ 45 m | > 27.5 m/s · up to 125 m |
| Chemistry | Acidic / corrosive, ≤ 70 °C | Near-neutral or hot |
To pressure-test a choice against your exact duty, BBP’s liner decision tool and slurry pump material selector apply the same thresholds to your numbers, and the full range sit on the heavy-duty slurry pumps page.
Industry Outlook: Hybrid Liners, Polyurethane & Condition Monitoring
The high-chrome-versus-rubber question is widening into a multi-material one. Through 2025–2026, industry market analyses describe the slurry pump market growing at a low-to-mid single-digit annual rate, pushed by mining-capacity expansion and tighter tailings and energy-efficiency regulation. Those two pressures, more abrasive throughput and a mandate to cut energy and waste, both reward longer wear life, which is moving spending toward premium materials and smarter monitoring rather than cheaper castings.
Three shifts are worth planning for. First, polyurethane is taking share from natural rubber in fine-abrasive duty, where its higher tear resistance can roughly triple to quintuple rubber’s life. Second, ceramic and HVOF tungsten-carbide coatings are moving from niche to mainstream on the most aggressive corrosive-abrasive fines, where their multiples justify the cost. Third, and most practical, condition-monitoring and wear sensors are starting to replace fixed change-out schedules with measured liner-life prediction. If you’re specifying pumps for a 2026 project, budget for the material trial and the monitoring data feed now; both pay back fastest on the duties where the high-chrome-versus-rubber call was previously a coin toss.
Frequently Asked Questions
Q: Can high chrome slurry pumps handle acidic slurries below pH 5?
View Answer
Marginally, and not for long. Standard 25% Cr white iron is generally serviceable to about pH 4–5; below that the iron matrix corrodes, undercuts the carbides, and the wear rate climbs sharply. For genuinely acidic fines, a rubber or EPDM wet end usually outlasts metal by a wide margin. A 30% Cr high chrome alloy grade resists corrosion better but gives up abrasion resistance, so it only earns its place when corrosion — not coarse grit — is the dominant threat. Ask your pump manufacturer which ASTM A532 grade they actually pour, because not every supplier offers the corrosion-optimised grade for these types of slurry.
Q: Does polyurethane outperform rubber in fine silica slurries?
View Answer
Often, yes — in clean, fine, neutral slurry, polyurethane’s higher durometer gives roughly three to five times the life of natural rubber. Above 70 °C, or in strong acids and bases, it loses that edge to rubber or EPDM.
Q: Should impeller material match the casing and liners, or can I mix them?
View Answer
You can mix, and sometimes you should — a high chrome impeller inside rubber liners is a recognised solution when head demands a tip speed too high for a rubber impeller but the slurry is fine or corrosive. The rule is to avoid mismatched wear pairs that let the harder part chew the softer one; confirm clearances and rubber-lining compatibility before mixing families.
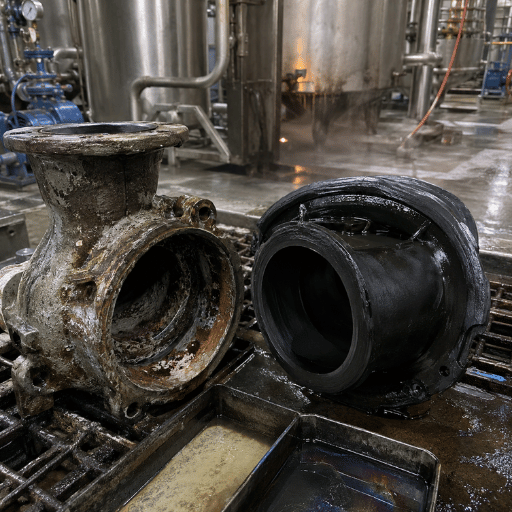
Q: What signs indicate I chose the wrong liner material?
View Answer
Rapid leading-edge recession, deep gouges, broken chunks or cracking on a rubber or polyurethane part mean the particles are too coarse or sharp — switch to high chrome. Uniform thinning with underfilm rust on a metal part points to erosion-corrosion and argues for an elastomer, a higher-alloy grade, or a coating. Cracks in a high chrome liner suggest impact or blockage rather than abrasion.
Q: Are ceramic or coated impellers worth the extra cost over high chrome?
View Answer
They are when wear life is your bottleneck and you can control tramp material. Ceramic inserts and tungsten-carbide coatings can stretch change-outs from weeks to months, and the downtime saved usually repays the higher part cost. Their risk is brittleness: a large impact or severe cavitation can crack a tile or spall a coating, so they suit screened, well-behaved suction conditions.
Q: What type of pump is best for abrasive slurry?
View Answer
A heavy-duty centrifugal slurry pump with a wet end matched to the slurry — high chrome for coarse or sharp solids, rubber for fine or corrosive ones. Size it near its best-efficiency point to avoid premature wear; a high efficiency duty point also keeps recirculation — and the asymmetric suction-side wear it drives — to a minimum.
Not sure which liner your slurry needs?
Send us your particle size, head and slurry chemistry. Because BBP builds both high chrome and rubber-lined slurry pumps, you get the material your duty calls for, not the one we happen to stock.
Why We Wrote This Comparison
BBP manufactures both high chrome white iron and rubber-lined slurry pumps, so this guide deliberately leans on published wear science, ASTM A532 and G65, peer-reviewed slurry-erosion studies, and the tip-speed limits in standard pump handbooks, rather than on which casting we would rather sell. The 5 mm / 27 m/s thresholds here are the same ones our engineers apply when sizing a wet end for mining, dredging and FGD duty.
References & Sources
- ASTM A532/A532M, Standard Specification for Abrasion-Resistant Cast Irons — ASTM International
- ASTM G65, Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus — ASTM International
- Effect of impingement angle on slurry erosion behaviour and mechanisms of 1017 steel and high-chromium white cast iron — Wear (Elsevier)
- Slurry Jet Erosion Resistance of VC-Containing Tool Steels — Journal of Materials Engineering and Performance (Springer)
- Microstructural Insights into Solid Particle Erosion in a High-Cr Cast Iron — Metals, MDPI (2025)
- NPL Report MATC(A)54, Rotating-Wheel Abrasion Testing — National Physical Laboratory (UK)
- ISO 28080, Hardmetals: Abrasion Tests — International Organization for Standardization
- Metallurgical Aspects of High-Chromium White Irons — A. Nofal, Central Metallurgical R&D Institute
Related Articles
- High Chrome Slurry Pump: Metallurgy & Wear Guide — the alloy side in depth (ASTM A532, HRC, failure diagnosis)
- Rubber-Lined Slurry Pump Guide — elastomer selection and fine-particle duty
- Mining Slurry Pump Selection — matching wet-end material to ore duty
- Submersible Slurry Pump Guide — sump and dredging applications
- Slurry Pump TCO Calculator — run the cost-per-tonne comparison for your duty