Get in Touch with BBP

Slurry Pump Spare Parts — How to Identify, Select, and Maintain Them
Quick Specs: Slurry Pump Spare Parts at a Glance
- Most critical wetted parts: impeller, volute liner, throatbush, frame plate liner insert, cover plate, shaft sleeve
- Note primary materials: high chrome alloy A05 (27% Cr), natural rubber, polyurethane, ceramic
- Typical impeller wear life: 3-12 months depending on slurry abrasiveness and operation point
- Industry standard: ANSI/HI 12.1-12.6 (Rotodynamic Centrifugal Slurry Pumps)
- Impeller clearances should be checked every 500 operating hours; significant wear is indicated by increased clearances which reduce pumping efficiency.
Using the incorrect spare part or a correctly specified part made from inappropriate material will cause slurry pump wet end failure in less than 2 weeks. Tobee field reports have shown volute liners were discarded within 10 days of installation due to inappropriate grade selection for the particular slurry chemistry. Such failures can be eliminated through in-depth material choice consideration. This guide provides essential information for procurement engineers and maintenance teams: the parts most prone to wear, early warning signs for replacement, appropriate material selection for specific slurries, OEM versus aftermarket trade-offs, and maintenance cycles proven to prolong service life. For model-specific ordering needs, go directly to our slurry pump spare parts listing.
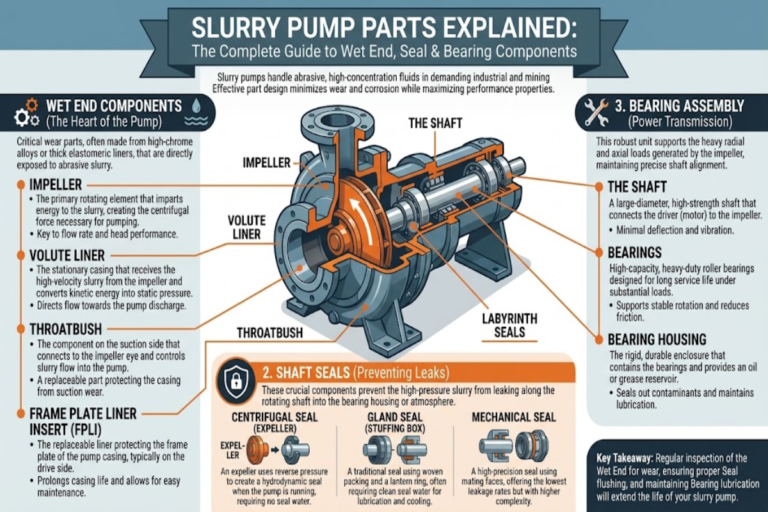
Anatomy of a Slurry Pump — Every Spare Part and Its Function
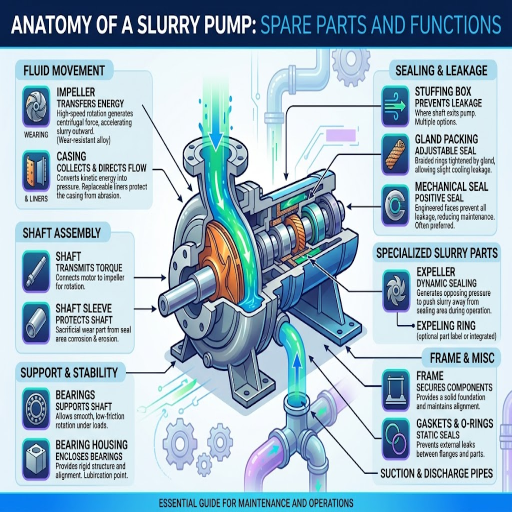
A centrifugal slurry pump contains a division of areas: wetted parts which have direct contact with slurry, and dry-end parts – the motor side of the pump. The wetted parts bore the entire shear and corrosive force of the slurry – this is where 80%+ of all maintenance activity is performed on slurry pumps in mining, dredge, and pulp & paper industries. Applying knowledge of each part’s purpose allows you to understand the reasons for wear and its expected rate.
| Part | Function | Typical Material | Wear Category |
|---|---|---|---|
| Impeller | Generates centrifugal force, accelerates slurry outward | High chrome A05, rubber | High wear — 3-12 months |
| Volute Liner | Lines the pump casing, contains pressurized slurry | High chrome, rubber | High wear — 6-18 months |
| Throatbush | Seals between suction side and casing interior | High chrome, rubber | Medium wear |
| Frame Plate Liner Insert | Protects frame plate from slurry erosion | High chrome, rubber | High wear |
| Cover Plate | Covers suction side of pump casing | High chrome | Medium wear |
| Shaft Sleeve | Protects shaft from slurry contact and seal wear | High chrome, stainless steel | Medium wear |
| Mechanical Seal / Stuffing Box | Prevents slurry leakage along the shaft | SiC faces, PTFE packing | Maintenance item |
| Bearing Assembly | Supports shaft rotation under radial and axial loads | Steel housing, SKF/NSK bearings | Low wear — 12-36 months |
| Expeller | Dynamic seal using centrifugal force to keep slurry away from stuffing box | High chrome | Medium wear |
Engineering Note: The part designation system for slurry pumps, adopted by industry leaders like Warman (Now Weir Minerals), has impeller = 021/051 series, frame plate liner = 036/041, throatbush = 083, volute liner = 110. This scheme is recognized through out the abrasive slurry pump industry, even for aftermarket parts, simplifying cross-referencing during model conversions.
The pump casings – covering the frame and cover plates – are difficult to replace entirely unless corrosion causes structural failure. Typically, the casing is protected from direct contact with abrasive slurry by the use of wear liner inserts which take the abuse, with the casings receiving minimal wear. Mechanical seals and packing gland for stuffing boxes are maintenance items separate from wet end parts and won’t be discussed here.
See the slurry pump spare parts section of our catalog for a complete list of high-quality parts for slurry pumps with cross-references to specific pump models.
Wear Indicators — How to Know When Spare Parts Need Replacement

Anticipating a slurry pump wet-end failure and planning costly repairs by performing maintenance on failure is the most financially damaging strategy a plant can adopt. Choose these five warning signs to monitor and perform preventative maintenance before loss of slurry throughput becomes a costly shutdown.
1. Flow rate reduction while maintaining constant speed. Eroded impeller vanes equate to less slurry throughput per revolution and a drop in flow as monitored by standard instrumentation of roughly 10-15% indicates that the impeller is eroding and should be removed on the next shutdown for thickness measurement.
2. Elevated level of vibration. Consistent erosion of the impeller indicates mass imbalance. Vibration monitor (ISO 10816) will reveal this early. Bearing deterioration produces a different vibration signature – higher frequency, more uniform – allowing these two failure modes to be differentiated with rudimentary monitor-and-data collection instrumentation.
3. Increasing motor current. As internal clearances grow with aged impeller, liners, etc., the efficiency of the hydraulic pumping process decreases, and the motor compensates by increasing its power consumption. We have seen a 5–8% peak amps reading increase (at operating point) be a very reliable indicator of liners, impellers and other internal components need to be evaluated for wear and probably replaced or adjusted.
4. Inspection shows consistent signs of wear. Leading edge of the impeller vanes is consistently thin. Surfaces of the liner hold gouges induced by specific flow directions, indicated by wear pattern. Cover plates show erosion rings. Once you know what to look for this is obvious – take photographs of each component at every subsequent change-out, and use as a visual reference for your particular slurry type.
5. Seal leak past allowable limit. Grooves worn into shaft sleeve on seal area allow slurry to channel into the packing/or mechanical seal faces. Stuffing box gland leakage that can’t be eliminated with tightening up the packing indicates that the sleeve is worn and should be replaced.
Engineering note : Per ANSI/HI 12.1-12.6, impeller-to-suction liner spacing should be measured every 500 operating hours. When the gap surpasses the maximum tolerance (in the manufacturer’s specifications 1.5 – 3mm depending on pump size), correct in the field. Operating beyond this tolerance will cause exponentially increased erosion – we see a 2 fold increase in erosive rate with just 1mm of excess clearance (on the suction liner).
Impellers are most often changed out on an arbitrary frequency by operators on a calendar schedule. A pump dealing with the processes mentioned here that runs 24/7 in tailings conditions – keeping sand and gravel in suspension at high concentrations – needs to be peeked in terms of inspection every third time period as conventional construction dewatering applications. Actual throughput (hours), not meants, is the key indicator.
Slurry Pump Spare Parts Material Guide — High Chrome vs Rubber vs Elastomer

The composition of the material being pumped will determine whether your replacement parts last 3 months or 18 months. The deciding factors are three: the shape (Angry sharp or Rounded), the size (coarse vs. fine), and the chemistry (pH, chloride level, temperature).
| Material | Hardness | pH Range | Best For | Typical Wear Life | Cost |
|---|---|---|---|---|---|
| High Chrome A05 (27% Cr) | HRC 58-63 | 5-12 | Sharp, coarse abrasives (sand, ore, gravel) | 6-12 months | $$$ |
| Natural Rubber | Shore A 40-60 | 1-14 | Fine particles, corrosive slurries | 8-18 months | $$ |
| Polyurethane (PU) | Shore A 60-95 | 5-9 | Fine abrasives, low temperature | 4-8 months | $$ |
| White Iron (Ni-Hard) | HRC 55-60 | 5-12 | General abrasion, legacy systems | 4-8 months | $$ |
| Ceramic (SiC) | HV 2200+ | 3-14 | Ultra-abrasive, small pumps only | 12-24 months | $$$$ |
The most common mistake is to specify high chrome for every job because it sounds like the premium material. Acid slurry – pH below 5, eats through the chromium carbides in both white iron and high chrome alloys, doubling the wear rate compared to neutral pH service. Rubber surpasses high chrome in acid applications, and costs less. It absorbs impact from the rounded particles and is impervious to the effects of acid.
Rubber-lined wet-end components work just as well in coarse abrasive slurry applications as they do in the finer most acids. Keep particles size below 5-6mm, favour rounded shape (phosphate matrix, fly-ash, coal fines, etc.) and rubber works well. When particles size tips over 10mm, or they take on an angular crushed-ore shape (discharged of SAG mills), rubber’s impact energy absorption becomes irrelevant, and high chrome is again the superior cost per part solution.
Notes on engineering: material grade is worth just as much as material type. A05 (ASTM A532 Class III Type A) with 27% Cr and 0.5% Mo should be the norm for abrasive service. Cheaper, lower grade A03 steel castings with only 15% Cr can be 30% cheaper but suffer abrasive wear at a rate of 2-3 times faster for sharp particle service.
Always demand the material test certificate and check chromium level before accepting delivery from third party suppliers.
PU offers a niche in fine-particle, low temperature service (pinch-offs) where metal or rubber would be disadvantages. PU linings can withstand fine sands and silts relatively well, deteriorate quickly above 60C, lack corrosion resistance outside of pH 5-9. Ceramic (silicon carbide) inserts present the unprecedented hardness, but present limitations from the small sizes at the limits of manufacturing tolerances and brittleness of the insert material, so are found only in specific high wear locations rather than entire wet end linings.
OEM vs Aftermarket Slurry Pump Spare Parts — How to Decide
The OEM versus aftermarket decision is not about loyalty to a brand. It is a risk calculation that considers your process environment, your ability to control quality, and the significance of each pump.
✔ OEM Advantages
- Guaranteed dimensional fit to original drawings
- Material test certificates included as standard
- Warranty coverage on parts and sometimes labor
- Engineering support for application troubleshooting
⚠️ OEM Limitations
- Premium pricing — often 40-60% above aftermarket
- Lead times of 8-16 weeks for non-stock items
- Locked into a single supply chain
- Availability issues for legacy or discontinued models
✔ Aftermarket Advantages
- 20-40% cost savings per part
- Faster delivery — many items stocked
- Can be used in place of the following: (Warman AH, Metso HH, KSB GIW)
- Multiple supplier options for competitive pricing
⚠️ Aftermarket Limitations
- Quality varies enormously between manufacturers
- No OEM warranty — risk sits with you
- Must verify material specs and dimensions independently
- Some suppliers also skimp on heat treatment or machining tolerances
When to choose after market: You have metallurgical lab or can order/deliver material test certs. Supplier supplies dimensional inspection reports on OEM drawing. You are changing out high friction parts: impellers, liners, throatbushes that you wear out frequently and savings multiply after a year of changes.
When to stay with OEM: Pump is on a critical path where unscheduled downtime costs the company more than a known cost (place pump in Gantt chart?). There isn’t an in-house quality control lab that can verify incomming parts. Warranty coverage is contractually needed by the end client or insurance provider.
BBP can produce interchangeable slurry pump spare parts (as the picture above) with authoritative full material test certificates and dimensional inspection reports for each shipment – the document that will allow your QC team check/qualify quality before installation.
5 Maintenance Practices That Extend Slurry Pump Spare Parts Life

Spare parts will wear out eventually if the pump isn’t working properly. These five suggestions—most adapted from the DOE pump sourcebook and experience in the field of doing mine operations—and will help you get the service life out of each part.
1. Run at Best Efficiency Point (BBP). Operating 10-15% away from BBP accelerates impeller/ casing wear as flow recirculation and turbulence increases at off design conditions.
Use a variable frequency drive (VFD) to operate the pump at the required speed for the system, rather than reduce flow at the pump discharge using a throttling valve. Throttling reduces energy and elevates internal velocities, exacerbating abrasion.
2. Keep close tabs on and set the impeller clearance. Based on Amostech guidelines and HI norms, periodically measure the impeller-to-liner clearance (every 500 hours of operation).
Every time you bring the clearance to spec; the pump gains back its full pumping efficiency, and you add more wear life to your current parts before having to get new ones. On many if not most of the Warman-type pumps, it takes less than 30 minutes when you get to make the adjustments from the outside.
3. Use the correct material for present slurry conditions. Slurry chemistry should be reviewed at least yearly.
Ore body variations, changes in process water composition, reagent additions etc. can drastically change the pH or particle size distribution and make the original material choice unsuitable. A rubber lined pump that has been satisfactory for two years can start coughing and spluttering in as little as six months when the feed ore changes to a more angular form.
4. Good suction conditions. Net positive suction head (NPSH) should be maintained at a sufficiently high level – if the NPSH is too low then cavitation occurs, causing damage to the impeller inlet areas that is far more rapid and more severe than design abrasive wear.
Cavitation damage is easily distinguished by a pitted, spongy surface – it is not smoother than wear grooves. Inspect suction piping for entrained air, blockage and high friction losses.
5. Stock critical spares on-site. An unplanned emergency air freight air freight for a bad impeller will run you a whole lot more than having a bag of them in your ware house waiting to be called for.
Minimum on-site safety stock for each critical pump: one impeller, one liner set (volute + frame plate liner insert), one shaft sleeve, and one seal kit. The math: figure your hourly downtime cost and see how it stacks up against the monthly cost of having one on hand.
Pro Tip: Monitor wear rate for each wet-end component based on number of hours it operates every 1,000 hours. After 3 to 4 examples of replacements, you’ll have enough predictive data to pre-emptively order parts prior to failure and not after. Make unplanned maintenance planned and reduce the emergency buy.
Discover BBP’ s stock of parts with quick delivery to enable you to establish your on-site safety stock prior to the time it will be required.
Slurry Pump Spare Parts FAQ

What are the most common slurry pump spare parts that need replacement?
Impellor and volute liner wear the most due to the high slurry velocities and particle impact forces experienced. Next are the frame plate liner inserts and throatbushes. Shaft sleeves wear at a slower rate, however must be changed at regular intervals.
To be changed on a separate schedule are the mechanical seals and the stuffing box packing. Bearing assemblies will normally last from two to three years unless contaminated or misaligned.
How often should slurry pump wear parts be inspected?
Vibration and current monitoring should be continuous. The impeller clearance checks should be carried out every 500 hours of operation. Full wet-end inspection should be undertaken at every scheduled shutdown.
Power stations operating 24 hour per day in heavy duty service generally will inspect monthly.
Are aftermarket slurry pump parts interchangeable with OEM parts?
Aftermarket high quality suppliers are capable of providing castings with dimensions interchangeable with the large OEM players such as Warman (Weir), Metso and KSB GIW. The common seal of the ISO9 standard 021 series impellers, 036/041 liners & 083 throatbushes is used throughout the industry. It is the material quality that really comes in to play and always demand an accompanying material test certificate and check the chromium & hardness content and heat treatment before accepting any aftermarket castings.
What is the difference between high chrome and rubber-lined slurry pump parts?
High chrome A05 alloy (27% Cr, HRC 58-63), stands up to sharp, coarse particles in abrasive slurries; is susceptible to acid corrosion at pH below 5. Natural rubber copes with corrosive slurry and fine rounded particles more efficiently, absorbs impact energy and is less expensive per component. When making a selection; tungsten alloy is right for angular ore; rubber for corrosive fines!
How do I find the right spare parts for my specific pump model?
Begin your inspection with the pump nameplate—the designation shows the series/ model designation- for example—6/4D-AH or 8/6E-AH- which defines series frame size and series – configuration. When selection pump parts–compare the model number with your manufacturer parts list as a means to define the part numbers, and get a stocking program and budget ready. Industry Standard- Warman type numbers-generic naming ofimpeller 021, frame plate liner036, make OEM and after-market cross referenceseasy. Get a part number-any good aftermarket supplier will be able to cross reference.
What causes premature wear on slurry pump impellers?
Wrong material for the slurry type, off-BBP-operation, excessive impeller to liner clearance, cavitation from poor-suction-conditions, and higher than designed solids concentrations. Fix those five-will give you double-impeller life in most operations.
Need Slurry Pump Spare Parts with Full Material Traceability?
About This Spare Parts Guide
This guide draws on ANSI/HI 12.1-12.6 (Rotodynamic Centrifugal Slurry Pumps) from the Hydraulic Institute, the Metso Slurry Pump Handbook, and operational maintenance data from mining and mineral processing operations. BBP manufactures slurry pump wet-end components — impellers, liners, throatbushes, and shaft sleeves — in our own Cr27 high-chrome foundry with full heat-number traceability. The material selection guidance reflects metallurgical testing across multiple slurry chemistries, not theoretical recommendations.
References & Sources
- ANSI/HI 12.1-12.6: Rotodynamic Centrifugal Slurry Pumps– Hydraulic Institute
- Slurry Pump Handbook-Metso-(2020)
- Improving Pumping System Performance: A Sourcebook for Industry-U.S. Department of Energy
- Prognostics of Slurry Pumps Based on Moving-Average Wear Degradation-ScienceDirect
- Slurry Pump Impeller Removal and Adjustment Guidelines-Amostech Pumps
Related Articles
- Slurry Pump Product Range-BBP
- Slurry Pump Spare Parts Catalog-Order by Model
- Submersible Slurry Pump-QSZ Series with Built-In Agitator
- Centrifugal Slurry Pump-AH/HH Series