Get in Touch with BBP

A sewage grinder pump shreds wipes, fibrous solids, and toilet paper into a fine slurry before the impeller ever sees them — which is exactly why properties on low-pressure sewer networks, basement bathrooms below the main, and commercial lift stations rely on them instead of a standard sewage pump. This guide explains the cutter-stage mechanism, the sizing math contractors actually use, the IRC/NEC code touch-points, and the alarm troubleshooting sequence that resolves most service calls without a motor swap.
It is written for plumbers, sanitary engineers, lift-station operators, property managers, and HOA boards who need to specify, install, or maintain the equipment — not for buyers comparing brand SKUs.
Quick Specs — Sewage Grinder Pump
| Power range | 0.75 – 5 HP (residential to commercial); 1 – 2 HP common for single-family |
| Flow capacity | 10 – 300 GPM (model-dependent) |
| Total Dynamic Head | 10 – 80 ft (high head vs sewage pump’s 5 – 30 ft) |
| Solids pass-through | Fine slurry, typically < 2 mm post-grind |
| Discharge size | 2 – 3 in NPT (narrow force-main compatible) |
| Submersible rating | IP68 (IEC 60529) — fully submersible |
| Service life (third-party) | 7 – 10 yr typical; 25 yr possible with rigorous maintenance |
How a Sewage Grinder Pump Actually Works (Inside the Cutter Stage, Motor, and Slurry Path)
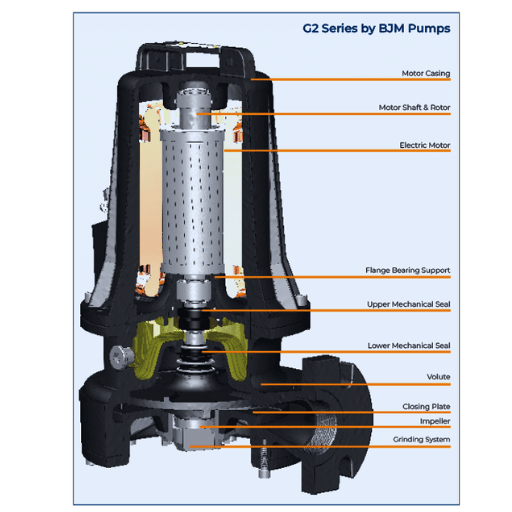
A sewage grinder pump is a wastewater conveyance device that holds raw sewage in a fiberglass, HDPE, or FRP basin until the level sensor triggers the motor. Once activated, a rotating cutter assembly shears solid waste against a stationary cutter ring, reducing wipes, sanitary napkins, and similar fibrous material to a fine slurry before the impeller stage moves it through 2–3 in NPT discharge piping. According to the Wikipedia entry on grinder pumps, two construction styles are common: semi-positive displacement (SPD) and centrifugal — the former dominates residential pressure-sewer installations, the latter is more typical in commercial and municipal lift stations.
A grinder pump exists for one reason: the cutter stage. A standard sewage pump, by contrast, uses a 2-inch open-bore impeller and depends on solids passing through intact; the moment a flushable wipe or strand of dental floss wraps around the impeller hub, the motor stalls, thermal overload trips, and the alarm panel lights up. A grinder pump intercepts that material at the inlet, which is why the same 1 HP motor that would fail weekly on a sewage pump can run for years on the same household waste stream.
📐 Engineering Note — Cutter Materials
Cutter assemblies in commercial-grade pumps are typically machined from hardened stainless steel (often per ASTM A276 wrought stainless specifications) with a heat-treated cutting edge. Cast iron pump housings (often ASTM A48 Class 30/35) provide the structural envelope and are paired with stainless or ceramic mechanical seals for the shaft. The clearance between the rotating and stationary cutter elements is the wear-determining variable — once it exceeds roughly 0.5 mm, fibrous material starts slipping past intact rather than shearing.
Motor configurations vary by horsepower: single-phase capacitor-start for residential 1–2 HP units, three-phase induction for 3 HP and above. Inside the housing, the stator is hermetically sealed in oil to absorb heat through the cast iron jacket while the unit sits submerged. Submersible pumps in this category share the same hermetic-motor design philosophy — the difference between a grinder pump and an otherwise similar non-grinding unit in the broader submersible sewage pumps family is the cutter assembly bolted ahead of the impeller.
Float switches (or sensing bells, depending on manufacturer) detect three liquid levels: pump-on, pump-off, and high-water alarm. Wall-mounted alarm panels are the homeowner’s only feedback mechanism when something goes wrong — and as the troubleshooting section below makes clear, the float switch itself is the most common reason that panel sounds.
Sewage Grinder Pump vs Sewage Pump vs Sewage Ejector Pump vs Chopper Pump (A Decision Tree by Application)

“Grinder,” “ejector,” “sewage,” and “chopper” are not interchangeable labels — and none of them is a sump pump. Sump pumps move clear groundwater out of a sump pit; they have no business handling raw sewage. Each of the four sewage-class pumps below describes a different solids-handling strategy and a different head-pressure envelope. Picking the wrong one means either paying for capacity nobody will use or installing a pump that clogs every month.
| Dimension | Grinder Pump | Sewage Ejector Pump | Standard Sewage Pump | Chopper Pump |
|---|---|---|---|---|
| Cutter present | Yes — shears to slurry | No | No | Yes — chops chunks |
| Solids handling | < 2 mm fine slurry | Up to 2 in whole solids | Up to 2 in whole solids | Up to 10 mm chunks |
| Typical TDH | 10 – 80 ft | 5 – 25 ft | 5 – 30 ft | 5 – 40 ft |
| Discharge pipe | 2 – 3 in (force main) | 2 – 3 in | 3 – 4 in (gravity) | 3 – 6 in |
| Wipes-tolerant | Yes | No — clogs frequently | No | Marginal |
| Best fit | Pressure sewer, lift stations, commercial kitchens | Below-grade bathroom to gravity main | Gravity sewer, large basin effluent pump duty | Slurry handling, livestock, pulp |
A decision tree collapses these dimensions to four practical questions a contractor or property manager can answer at the kitchen table:
4-Question Decision Tree
- Is the property on a low-pressure sewer (LPS) network? If yes → grinder pump (the network design requires it). If no → continue.
- Is total dynamic head > 25 ft, or is the discharge pipe < 3 in? If yes → grinder pump. If no → continue.
- Does the waste stream include flushable wipes, food-service grease, or fibrous solids? If yes → grinder pump (or chopper for very high solids). If no → sewage ejector pump may suffice.
- Is the basin a single below-grade bathroom feeding a 3 in gravity stub? If yes → sewage ejector pump is the lower-cost fit.
For multi-product specification on a single project, the BBP commercial grinder pump models (the BBP-SGP series, 0.75 to 5 HP) cover the residential-through-municipal range with matched voltage/frequency builds; for waste streams that do not need cutting, the BBP submersible sewage pump line is the non-grinder counterpart. For very high solids loads — pulp, sludge, livestock waste — neither grinder nor chopper is the right tool; a dedicated industrial sludge pump handles those duties.
Pressure Sewer Networks: Why Some Properties Are Forced to Use a Grinder Pump
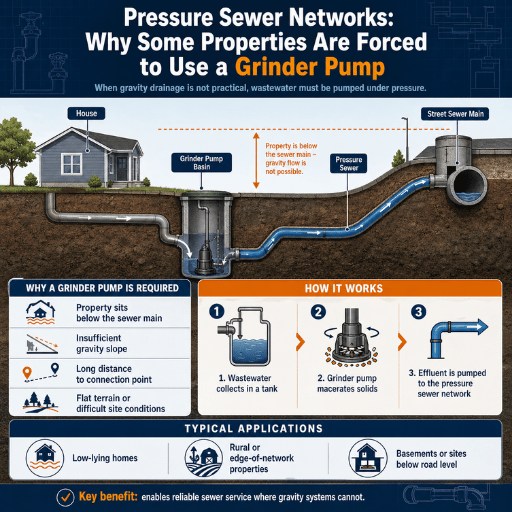
Most homeowners end up with a grinder pump not because the basement bath is below the gravity main — it is because the entire municipality runs a pressure sewer system. In a low-pressure sewer (LPS) network, every property has its own pump that grinds and pressurizes raw sewage into a small-diameter force main, instead of relying on gravity through a 6–8 in collector pipe.
According to the U.S. EPA Wastewater Technology Fact Sheet on Pressure Sewers, two pressure sewer designs dominate: septic tank effluent pump (STEP) systems and grinder pump (GP) systems. Neither requires modification to the household plumbing inside the home — the difference is what happens at the lateral. Pressure sewer is increasingly specified for coastal, flat-terrain, or low-density developments where digging the trench depth required for a gravity main is uneconomic, and for properties that previously relied on an on-site septic system that the local jurisdiction has decided to retire.
💡 Why Your Neighbor Doesn’t Have One
In mixed-system neighborhoods, the gravity sewer main may serve the higher-elevation lots while the lower-elevation homes connect through individual grinder stations that lift waste up to the same main. Your municipal sewer authority should be able to confirm which system class your address sits in — most utilities publish public LPS design standards that govern grinder pump installation, ownership, and acceptable connection types within their jurisdiction.
Where pressure sewer is not feasible — for example a single below-grade bathroom in an otherwise gravity-fed home — a sewage ejector pump or above-ground self-priming sewage pump is usually the simpler fix. Pressure sewer is a system-level decision made by the utility, not a fixture-level choice made by the contractor.
Sizing a Grinder Pump: Flow, Total Dynamic Head, and Voltage Selection

Sizing comes down to two numbers: peak design flow and total dynamic head (TDH). Underspec the pump and the alarm trips on every laundry cycle. Overspec it and the motor short-cycles, which shortens bearing life and wastes electricity.
Peak flow for a single-family dwelling is typically 11–15 GPM; for a 50-room hotel with a central laundry, it scales to 60–90 GPM; for a small municipal pressure sewer subdivision, it depends on connected unit count and is calculated by the design engineer. TDH is the sum of the static lift (vertical distance from basin to discharge), the friction loss in the force main, and any minor losses through fittings and the check valve.
What Size Grinder Pump Do I Need for My Application?
Four inputs drive the calculation: peak flow, vertical lift, horizontal force-main length, and number of fittings. Plug those into the manufacturer’s pump curve and the recommendation falls out. A simplified worked example: a single basement bathroom, 12 ft vertical lift, 60 ft horizontal run in 2 in PVC, two 90° elbows and one check valve gives roughly 18 ft TDH at 11 GPM peak — well within the envelope of a 0.75–1 HP residential grinder pump.
Conditional Recommendation by Application
| Application | Recommended HP | Voltage / Phase | Discharge |
|---|---|---|---|
| Single-family basement bath, ≤ 25 ft TDH | 0.75 – 1 HP | 115 V / 1-phase (NA), 230 V / 1-phase (EU) | 2 in NPT |
| Hotel / restaurant / clinic, mid-scale | 2 HP | 230 V / 1-phase | 2 – 2.5 in NPT |
| Commercial kitchen, grease-heavy | 2 – 3 HP | 230 V / 1-phase or 380 V / 3-phase | 2.5 – 3 in NPT |
| Municipal lift station, > 50 ft TDH | 3 – 5 HP, duplex | 380 / 415 V / 3-phase | 3 in NPT |
Voltage is selected at the factory winding — it is not field-changeable on a sealed motor. North American systems run 115 / 230 V at 60 Hz; most of Europe, the Middle East, and Southeast Asia run 220–415 V at 50 Hz. For a project crossing multiple regions, factory-built voltage variants from a single source — for example the BBP-SGP series specifications with matched 50/60 Hz options — eliminate the rewinding step that a distributor would otherwise face.
What a Grinder Pump Can (and Can’t) Pass: Wipes, Sanitary Products, and Foreign Objects

Cutter stages are rated for fibrous waste, not arbitrary debris. Wikipedia’s grinder pump entry, citing Consumer Reports and the National Association of Clean Water Agencies, is explicit: feminine hygiene products, diapers, kitty litter, paint, motor oil, and cooking oil should never be flushed into any sewage system, regardless of whether a grinder pump is installed.
Can You Flush Toilet Paper, Wipes, and Feminine Products Through a Grinder Pump?
Toilet paper, yes — that is the design intent. So-called “flushable” wipes, in practice, no — even when manufacturers print “flush one at a time” on the package. Per the NACWA report on the cost of wipes for U.S. clean water utilities, wipes labeled “flushable” do not break down at the rate of toilet paper and are a documented cause of clogs in household grinder pumps, municipal lift stations, and sewage treatment plants. Feminine products and diapers contain super-absorbent polymers that swell rather than shred — the cutter geometry was never designed for that load class.
| Safe | Borderline | Kill list — never flush |
|---|---|---|
| Toilet paper, human waste, water, residual food rinse from a sink with a strainer | Dental floss in small quantities, occasional grease in cool dishwater (not bulk frying oil) | Wipes (any kind), feminine hygiene products, diapers, kitty litter, paint, motor oil, cooking oil, paper towels, food packaging |
⚠️ Common Mistake — Field-Reported
Wastewater operators and plumbers in forum discussions repeatedly cite kitchen grease, dental floss, paint, and “flushable” wipes as the leading source of premature pump failure. The pattern is consistent: the homeowner assumes the cutter handles “anything sewage-like,” the cutter degrades under abrasive loads it was not designed for, and the failure surfaces as a tripped breaker or alarm one to two years sooner than expected. For high-solids industrial wastewater handling — pulp, sludge, dense slurry — the right tool is not a grinder but an industrial sludge pump rated for solids handling at that density.
Installation Code Compliance: IRC, NEC, NFPA 820, and the Vent + Check Valve Question

Three U.S. code references govern most grinder pump installations: the International Residential Code (IRC) for the basin and venting, the National Electrical Code (NEC, NFPA 70) for the motor branch circuit, and NFPA 820 for fire-protection separation in commercial wastewater facilities. Local plumbing authority (LPC) and the Authority Having Jurisdiction (AHJ) override anything below.
IRC provisions cover sewage pump basin requirements — basin sizing, gas-tight cover, inlet and discharge connections, and venting to the building’s vent stack. Venting is non-negotiable: without it, the basin can pressurize as the level rises, and trap seals in upstream fixtures can siphon dry, allowing sewer gas into the living space. NEC provisions govern the motor circuit: branch-circuit conductor sizing, overload protection, and a dedicated GFCI-protected receptacle in many residential applications.
Does a Sewage Grinder Pump Need a Vent and a Check Valve?
Yes to both, with a caveat on the weep hole. The vent is required by the IRC for all sewage pump basins to equalize air pressure and protect trap seals. The check valve, installed on the discharge line within reach of the basin, prevents backflow when the pump shuts off — without it, the column of effluent in the force main drains back into the basin, the pump short-cycles, and the cutter wears prematurely. The weep hole is a small hole drilled in the discharge pipe between the pump and the check valve; its purpose is to prevent vapor lock at startup, and it is required by some manufacturers’ installation manuals. Following the manufacturer’s manual is the safe default — it satisfies both manufacturer warranty terms and most code inspectors.
📐 Engineering Note — Check Valve Placement
Mount the check valve in the vertical riser within 12 in of the basin top — close enough to be accessible for service and high enough that solids settle below it during pump-off. A horizontal mount tends to collect debris on the flapper, which causes incomplete seating and leak-back. Pair the check with a full-port ball valve above it, so the basin can be isolated for service without breaking the union.
NFPA 820 — the Standard for Fire Protection in Wastewater Treatment and Collection Facilities — applies primarily to commercial and municipal facilities and prescribes electrical area classification (ordinary, Class I Division 1, Class I Division 2) based on enclosure ventilation and the type of effluent handled. For residential single-family installations the standard does not directly apply, but its separation principles inform AHJ decisions on basement basin placement near furnaces and water heaters.
Common Failure Modes and Field Troubleshooting (Why the Alarm Light Is On)

The Three-Failure-Mode Map. When the alarm panel lights up, the field-reported pattern across plumbing forums, manufacturer service bulletins, and wastewater operator threads is consistent: the majority of grinder pump alarms come from three causes — a stuck or grease-fouled float switch, a failed start capacitor, or a fibrous wrap blocking the cutter. Outright motor winding failure is the minority case. Diagnosing in that order saves most service calls before a tech ever shows up.
4-Step Diagnostic — In Order of Probability
- Open the basin lid (after isolating power at the breaker) and inspect the float switch. Hose down the float assembly to remove grease buildup. Per Wikipedia’s maintenance guidance, grease-fouled floats are the canonical reason a grinder pump fails to start, fails to stop, or short-cycles. Cycle the float manually — if the pump runs, replace the float; if it does not, continue.
- Restore power and listen for a hum without rotation when the float is lifted — that is the classic signature of a failed start capacitor on a single-phase motor. Capacitors are a $20 part and the most common reason a Zoeller-class pump “buzzes but won’t run” in field reports.
- Suspect cutter wrap or impeller obstruction if the motor runs but the basin level does not drop. Isolate power, lift the pump, and inspect the cutter and impeller for wrapped fiber, dental floss, or a foreign object. Check the discharge check valve at the same time — a stuck check valve recirculates the same effluent and mimics a clogged impeller.
- Only after the first three steps come back clean does motor or thermal overload failure become the working hypothesis. Liberty-class pumps have an internal thermal overload that resets after cooldown — if the pump runs after a 30-minute cooldown but trips again under load, the next test is winding resistance with an ohmmeter.
Diagnostic order is not arbitrary. It follows the cost-of-being-wrong: a $20 capacitor and a 10-minute float clean cover a large fraction of service calls; pulling a pump and replacing a motor is a multi-hundred-dollar job that should be the last hypothesis tested, not the first.
Maintenance Schedule and Lifespan: From 8-Month Service Interval to Replacement
Lifespan claims for grinder pumps span a wide band, and being honest about that band is more useful than picking the most flattering number. Industry sources and homeowner-facing maintenance guides cite a typical service life of 7 to 10 years for residential units; with rigorous maintenance — annual float cleaning, biennial cutter inspection, prompt capacitor replacement — pumps in the field have been documented running for 25 years or longer in lift-station service. The lower end of that range is closer to consumer experience; the upper end is realistic only when somebody is actually doing the maintenance.
| Interval | Action | DIY or technician |
|---|---|---|
| Monthly | Listen for short-cycling; check alarm panel test button | Homeowner |
| Every 8 – 12 months | Hose down float switch, remove grease film, inspect alarm wiring | Homeowner or plumber |
| Every 2 – 3 years | Pull pump, inspect cutter clearance, check seal weep, measure motor amp draw under load | Plumber or pump technician |
| Year 5 – 8 | Capacitor replacement; cutter ring replacement if clearance > 0.5 mm | Pump technician |
| Year 7 – 25+ | Pump replacement window — driven by motor winding insulation breakdown | Pump technician |
💡 Replace-vs-Repair Decision Rule
When the repair quote on a 7+ year residential pump exceeds 50% of replacement cost, replacement is usually the right call — the seal, bearings, and cutter are all aging on the same clock as the failed component. For commercial duplex installations, individual component replacement remains cost-effective much longer because the pumps share runtime and one is often serviceable while the other carries the duty.
Homeowners on a pressure sewer network should also factor in that the basin itself — usually fiberglass or HDPE — is rated for several decades, so the replacement decision is almost always the pump and not the station.
Industry Outlook: PFAS Regulation, Climate Resilience, and the Smart Lift Station (2025-2026)

Three forces are reshaping grinder pump and lift station equipment selection through 2026, and any property manager planning a multi-year capital cycle should weigh them now rather than at next replacement.
PFAS regulation. Per EPA’s PFAS action timeline, the agency is advancing wastewater-side regulation through Effluent Limitations Guidelines (ELG) Plan 15, including the POTW Influent Information Collection Request that will inform broader pretreatment standards. Public water systems must complete initial PFAS monitoring by 2027, with compliance dates extended to 2031 for PFOA and PFOS. Downstream, pump-station operators face increased sampling burden and, eventually, possible upstream pretreatment requirements — both of which favor smart-monitoring-equipped lift stations over legacy float-and-relay control panels.
Climate resilience. Coastal flooding, inland flash flooding, and grid instability are driving municipalities to specify duplex pumps with battery-backup alarm panels and IP68 sealed enclosures rated for full submersion above the basin top. Recent 2024–2025 hurricane and atmospheric-river seasons compressed multi-year replacement cycles into single quarters in some regions. Specifying for the next event, not the last one, is the new design default.
Smart lift station and IoT. SCADA-connected control panels with cellular alarm reporting are replacing wall-mounted buzzer-and-light panels in commercial installations. Cost has dropped to roughly 1.5–2× the legacy panel — a one-time premium that pays back the first time it catches a failing capacitor before the basin overflows.
If you are planning a 2026 procurement, build the spec around (a) IP68 enclosures verified to IEC 60529, (b) duplex configuration where downtime cost exceeds the second pump’s price, and (c) SCADA-ready panels even if you defer the cellular subscription for a year.
Frequently Asked Questions
Q: How does a sewage grinder pump work, in one paragraph?
View Answer
Raw sewage flows into a sealed basin until a float switch triggers the motor. A rotating cutter shears solids — including wipes and fibrous waste — against a stationary cutter ring, reducing them to a fine slurry under 2 mm. An impeller stage then moves the slurry through a 2–3 in NPT discharge into the force main. A complete cycle runs for less than a minute per activation, several times per day.
Q: When should I install a grinder pump instead of a sewage pump?
View Answer
Three conditions push the choice toward grinder: (1) the property is on a low-pressure sewer network — the system architecture requires it; (2) total dynamic head exceeds 25 ft or the discharge pipe is narrower than 3 in; (3) the waste stream regularly includes flushable wipes, food-service grease, or fibrous solids. If none of those apply and the basin is a single below-grade bathroom feeding a 3 in gravity stub, a sewage ejector pump is the simpler and lower-cost fit.
Q: Why is my grinder pump alarm going off?
View Answer
In order of probability: a stuck or grease-fouled float switch, a failed start capacitor, a fibrous wrap on the cutter or impeller, or a stuck check valve recirculating effluent. Motor failure is the minority case. Diagnose in that order before calling a technician — a hosed-down float and a $20 capacitor cover most service calls.
Q: Can you flush toilet paper, wipes, and feminine products through a grinder pump?
View Answer
Toilet paper is fine — it is the design intent. Wipes labeled “flushable” are the leading cause of pump clogs in field-reported failures, even when the package says one at a time. Feminine hygiene products, diapers, kitty litter, paint, and oils should never enter any sewage system. Wikipedia’s grinder pump entry, citing Consumer Reports, is unambiguous on this — wipes belong in the trash.
Q: Does a grinder pump need a check valve and weep hole?
View Answer
Yes to a check valve, mounted vertically in the riser within 12 in of the basin top to prevent backflow and short-cycling. A weep hole — a small drilled hole between pump and check valve — prevents vapor lock at startup and is specified by most manufacturers’ installation manuals; follow the manual for your specific pump. Basins also require a vent to the building’s vent stack per the IRC, so trap seals upstream are not siphoned dry.
Q: How long do grinder pump components last (motor, seal, cutter, capacitor)?
View Answer
Capacitors are the shortest-lived component, typically 5 – 8 years. Cutter clearance opens up over 7 – 12 years and warrants replacement once it exceeds roughly 0.5 mm. Mechanical seals last 8 – 15 years on residential duty cycles. Motors themselves, when not abused, are the longest-lived component — winding insulation is the breakdown driver, and that often reaches end of life around year 10 – 15 in residential service, much longer in well-maintained municipal duplex installations.
Q: Can a grinder pump be installed outside or in unheated basements?
View Answer
Outdoor installation is standard on pressure sewer networks — the holding tank is buried below the local frost line. Unheated indoor installations are also workable as long as the basin and discharge piping are protected from freezing. Frozen sewage in the discharge line, not the pump itself, is the failure mode in cold climates. Insulating the riser pipe and adding a heat trace cable on the discharge are the two field fixes plumbers apply when the basin is in an unheated garage or crawl space.
Q: Should I install a duplex (backup) grinder pump system?
View Answer
For commercial and municipal applications, duplex is the default — two pumps share the duty cycle, alternate on each activation, and either can carry the full load alone if its partner fails. For single-family residential, simplex with a high-water alarm is usually sufficient unless the property is remote, vacated for long periods, or the cost of a sewage backup into the home is unusually high. The economics break even somewhere around year 4 – 6 of operation for properties with persistent service-call costs.
About This Analysis
This guide synthesizes engineering references — IRC sewage pump basin requirements, NEC Article 430 motor circuit protection, NFPA 820 wastewater facility separation, IEC 60529 IP68 submersion ratings — with field-reported failure patterns from plumbing forums and EPA wastewater technology fact sheets. It is positioned as a supporting reference to the BBP commercial sewage grinder pump models for engineers and contractors who need the mechanism, sizing math, code touch-points, and alarm troubleshooting in one place. Reviewed by the BBP engineering team for technical accuracy on cutter geometry, TDH calculation, and code references.
References & Sources
- Wastewater Technology Fact Sheet — Pressure Sewers — U.S. Environmental Protection Agency
- Key EPA Actions to Address PFAS — U.S. Environmental Protection Agency
- NFPA 820 — Standard for Fire Protection in Wastewater Treatment and Collection Facilities — National Fire Protection Association
- The Cost of Wipes On America’s Clean Water Utilities — National Association of Clean Water Agencies (NACWA)
- Grinder pump — encyclopedia entry — Wikipedia (citing Consumer Reports and the National Association of Clean Water Agencies)
- Submersible Wastewater Pump Association (SWPA) — industry trade association
Related Articles
- Submersible Sewage Pump — non-grinder duty for clear gravity sewer applications
- Self-Priming Sewage Pump — above-ground lift alternative to submersible
- Industrial Sludge Pump — high-solids slurry handling beyond grinder duty
- Submersible Slurry Pump: Engineering Guide for Dewatering and Mining
- Horizontal Split Case Pump: Design, Operation, and Selection