
Get in Touch with BBP
A chemical drum barrel transfer pump is a handheld pump that’s simply lowered into a drum, barrel, or IBC tote and then safely moves your corrosive, flammable, or other hazardous liquid from the container without the need to lift and tip it. These pumps are designed to transfer liquids out of a fluid drum spanning a wide range, and hand-operated, lever-action models remain a mainstay wherever no power source is available. These range from hand crank lever types up to electric and air-powered units, and what actually dictates if your particular pump makes it out of your chemical is hardly ever the motor – it’s the tube, seal, and impeller material inside of the chemical.
Updated July 2026.
Whether you’re comparing a manual drum pump against an electric drum pump, looking specifically at an electric barrel pump or a chemical barrel pump, or sizing an IBC tote pump for a larger container, the same four-question framework in this guide applies – only the wetted material and the drive-type answer changes.
Quick Specs, Drum & Barrel Pump Product Categories
| Drive Type | Flow Range | Typical Tube Length | Best For |
|---|---|---|---|
| Manual / lever | 5–10 GPM | 700–1,000 mm | Occasional transfers, no power source |
| Electric | 15–63 GPM | 700–1,200 mm | Frequent or high-volume drum emptying |
| Pneumatic / air | Comparable to electric, lower efficiency | 700–1,200 mm | Hazardous areas needing a non-electrical drive |
| Battery | Up to ~48 GPM (180 l/min) | 500–1,000 mm | Cordless portability, lower-flow small containers |
What Is a Chemical Drum or Barrel Transfer Pump?
A chemical drum or barrel transfer pump is a portable, chemically resistant pump – built from polypropylene, PVDF, PTFE, 316 stainless steel, or Hastelloy C – that lowers into a drum, barrel, or IBC tote to move corrosive, flammable, or otherwise hazardous liquid out without lifting or tipping the container.
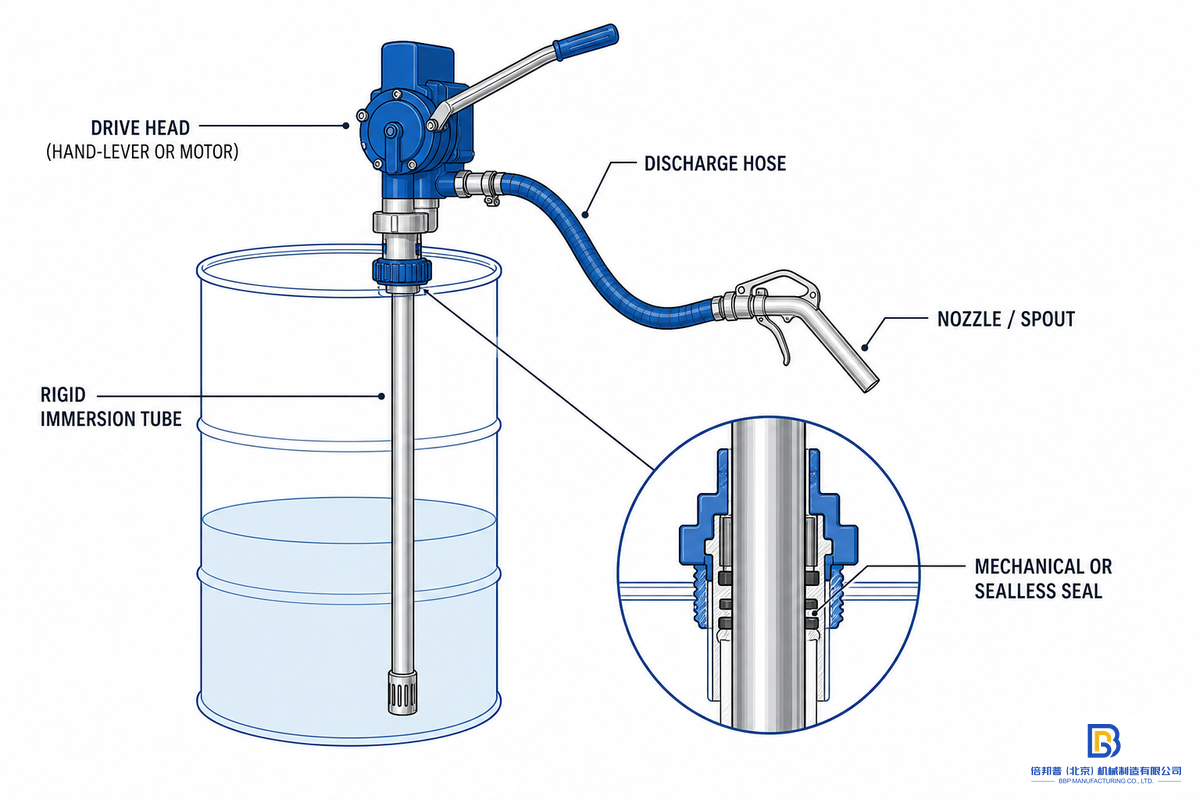
Taking apart a drum pump, the system has seven basic components: a motor or hand crank on top, a handwheel that attaches the motor to the tube, a hose attachment port, a drum adapter that sets the pump in place in the bunghole, a discharge hose made of a material compatible with your fluid, the pump tube itself extending down into the fluid, and the pump foot at the bottom, where the rotor or impeller is housed. Motor and tube are sold and interchangeable, so the same motor could be used with several different tubes on a daily basis. Most pumps are sold as a complete pump kit ready to configure, and the range of drum, IBC, and litre-container sizes on the market is wide enough that the tube, not the motor, is usually what’s specifically designed around your container.
All the difference between a chemical drum pump and a general purpose drum pump is found in the tube: Chemically resistant polypropylene, PVDF, PTFE, 316 Stainless steel or Hastelloy C wetted parts as opposed to common steel or unlined aluminum, and a seal or sealless configuration capable of withstanding the same corrosives. Buyers who skip this distinction run into the problem within weeks, because a tube engineered for gasoline and mild solvents is not built around the same chemistry as one rated for concentrated acid – the failure isn’t visible on the shelf, only after the pump has spent a few hours in service (ISO-referenced material data sheets exist precisely to catch this before it becomes a shop-floor problem, not after). OSHA’s flammable-liquids handling rule is one of the reasons this material distinction is treated as a compliance question, not just a durability one.
💡 Pro Tip — Don’t Confuse the Category
When you search “barrel pump,” you get a split into two wildly unrelated product lines: acid-proof chemical-grade barrel pumps for solvents, fuel, etc.; and low-end garden/consumer rain barrel and fuel siphons designed for plastic garden watering barrels and portable-engine fuel tanks. This latter type often uses general purpose plastic and has neither the chemical-resistance rating nor the explosion-proof feature necessary for almost anything you’ll find listed on a Safety Data Sheet that someone at OSHA has a clue about.
Container Fit, Matching Tube Length to Drum, Barrel, and IBC Size
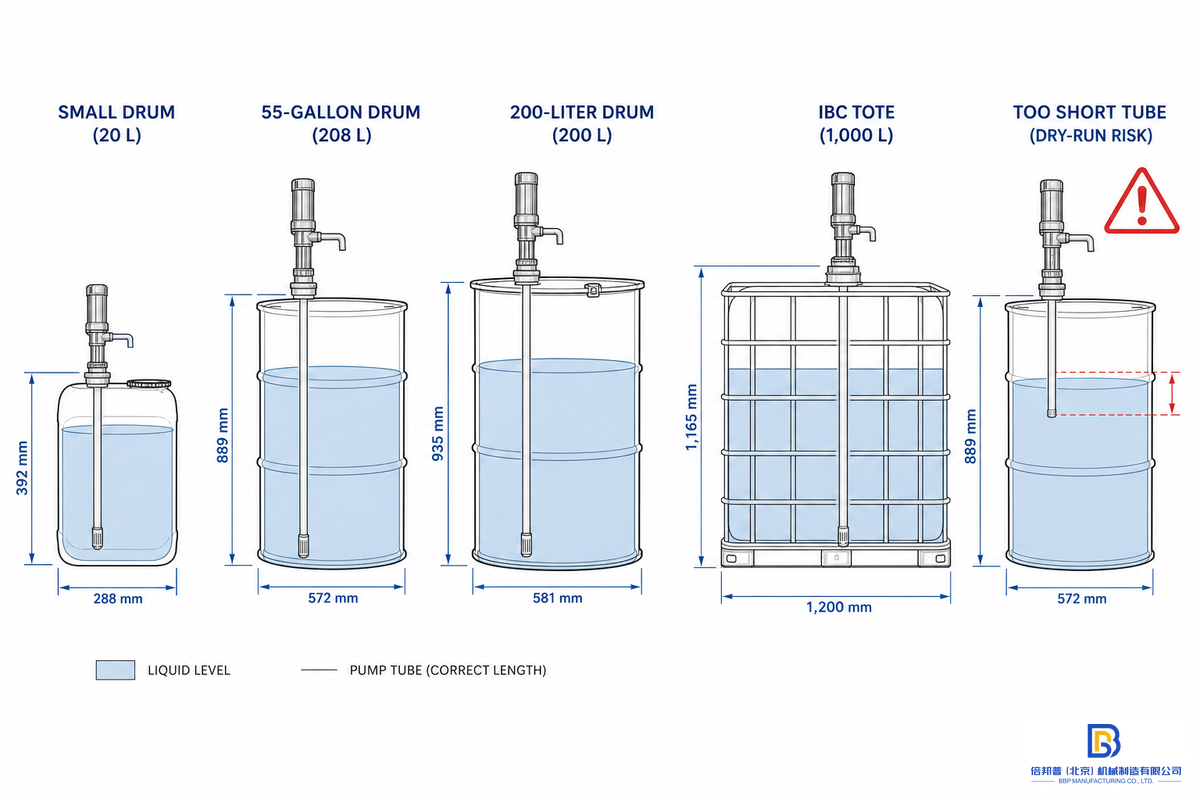
They don’t make a “one size fits all” tube; they make four sizes that correspond to container heights that are already common in standard drums, barrels and IBC totes: 500mm, 700 mm, 1,000mm and 1,200mm, and some special lengths from 300mm up to 3,000mm for sumps and specialty tanks. Among these, a standard 200 litre drum is the single most common container these pumps are built to fit. This convergence exists because standard 55-gallon steel and plastic drums are themselves a settled packaging size – the tube lengths aren’t set by a single formal immersion-depth standard, but by de facto agreement among drum and tote manufacturers, and for a buyer the practical effect is the same either way. Match your tube length to your container height and you’re covered for nearly everything on the market. One common trap is buying a tube built around a rough guess rather than a measured height, because a tube that’s even a few centimeters short creates the exact dry-run problem that OSHA’s flammable-liquids transfer provisions are ultimately built around avoiding – a gap most buyers only discover in practice, once the pump is already mid-transfer on an application where the ISO-referenced spec sheet said the tube would reach. Sizing the other way round matters too: a tube cut for a 700 mm drum won’t reach the bottom of a 1,000 mm drum, and the reverse mismatch wastes tube length and adds cost without adding capability.
📐 Engineering Note — The Clearance Rule
Your pump tube needs to extend far enough down the side of the container that you can’t suck it ‘ dry’ until all the liquid is gone. If your container fills up to, say, 1.7 metres high, don’t just buy a tube 1.7 metres long or, better, 1.75 metres long. Even 50-100 mm short of the bottom of a 200-liter drum and you’ll be leaving a few liters in the bottom and have your pump cavitating while still sucking.
Which Immersion Depth Is Needed for Which Container?
As a working guide: 5-gallon buckets and smaller containers generally take a 500mm tube; 15-30 gallon (60-115 liter) drums typically take a 700mm tube; a standard 55-gallon (200 liter) drum is the main application for the 1,000mm tube; and IBC totes, with roughly 1,000-1,200mm of usable depth, need the longest standard tube or a dedicated IBC pump.
If your container doesn’t fit that pattern – a shallow 30-gallon drum, an unusually tall tank, or a sump – special-order tubes are the norm, so confirm before assuming a standard size will reach.
The 4 Pump Action Types, Manual, Electric, Pneumatic, and Battery Compared
Every drum pump on the market is one of four types of drives, and each type offers different compromises on output, convenience, hazard-area capability, and first cost.
| Attribute | Manual / Lever | Electric | Pneumatic / Air | Battery |
|---|---|---|---|---|
| Flow rate | 5–10 GPM | 15–63 GPM | Similar to electric, lower efficiency | Up to ~48 GPM (180 l/min) |
| Motor enclosure | None | Splash-proof (IP24) or TEFC (IP54/55) | Non-electrical, generally hazardous-area acceptable | Splash-proof (IP24) |
| Explosion-proof option | Not applicable | Yes, dedicated Ex/ATEX motor line | Yes, air motors default toward hazardous-area use | Limited — check rating before use near flammables |
| Relative upfront cost | Lowest | Mid-to-high | Mid-to-high plus compressed-air supply | Mid |
| Power requirement | None | 110V/230V/240V or 400V three-phase | Compressed air supply | Li-ion, recharge between drums |
| Typical duty cycle | Occasional, one drum at a time | Frequent, multi-drum shifts | Frequent, hazardous-area shifts | Roughly 2–12 drums per charge, model-dependent |
| Portability | Highest — no cord, no hose | Cord-limited | Air-hose limited | High — fully cordless |
| Dominant failure mode | Operator fatigue, slow on large drums | Seal wear on frequent medium changes | Compressed-air cost, lower efficiency | Battery degradation over charge cycles |
| Best for | Infrequent, off-grid transfers | High-volume repeat transfers | Solvent/flammable transfer near ignition sources | Multi-location work without a power outlet |
Manufacturer literature typically lists delivery head in feet (up to roughly 28 ft on lighter units, up to about 98 ft on heavy-duty models) alongside flow rate per minute, and pumps are available with hydraulic-oil-rated tubes as one of the more common non-corrosive options. Most electric and pneumatic models operate at roughly 6 to 8.2 bar (about 87-119 psi) maximum working pressure at the motor, well within a standard shop air line, and manufacturer ranges commonly cap continuous fluid temperature around 120°C across the drive types in this table. Lever-action units remain the standard choice for small quantities, and pumps can be combined with different motors depending on whether the fluid is flammable, explosive, or simply non-reactive.
NOTE: Flow rates listed above are maximums rated by the manufacturers on a test bench with water at ambient temperature and no discharge hose or nozzle. If you add a hose and nozzle or a more viscous fluid, your real-world output will be less-these figures should be treated as an upper bound to compare pump types rather than an expected field output.
The rating of the motor enclosure plays as much a role as the drive itself. A splash proof (IP24) motor is the lightest and cheapest type, offering only incidental splash protection; a totally-enclosed fan-cooled (TEFC, IP54/55) motor resists dust and fumes and is a better choice with acids even without a hazardous-area requirement; and an explosion proof (IP54/55) motor has the certification necessary to be safely used with flammable or combustible liquids in classified areas. OSHA’s guidance on electrical equipment in hazardous locations is the underlying reason motor enclosure selection isn’t optional once a flammable liquid is involved.
“Pump motors are not all interchangeable. Each pump series is compatible with specific motors for optimal functioning… Consider the type of location the motor will be operating in to choose the enclosure type.”
Pete Scantlebury, Vice President of Development, Finish Thompson, writing in Pumps & Systems
Wetted-Material Compatibility, The Fluid-to-Material Cross-Reference
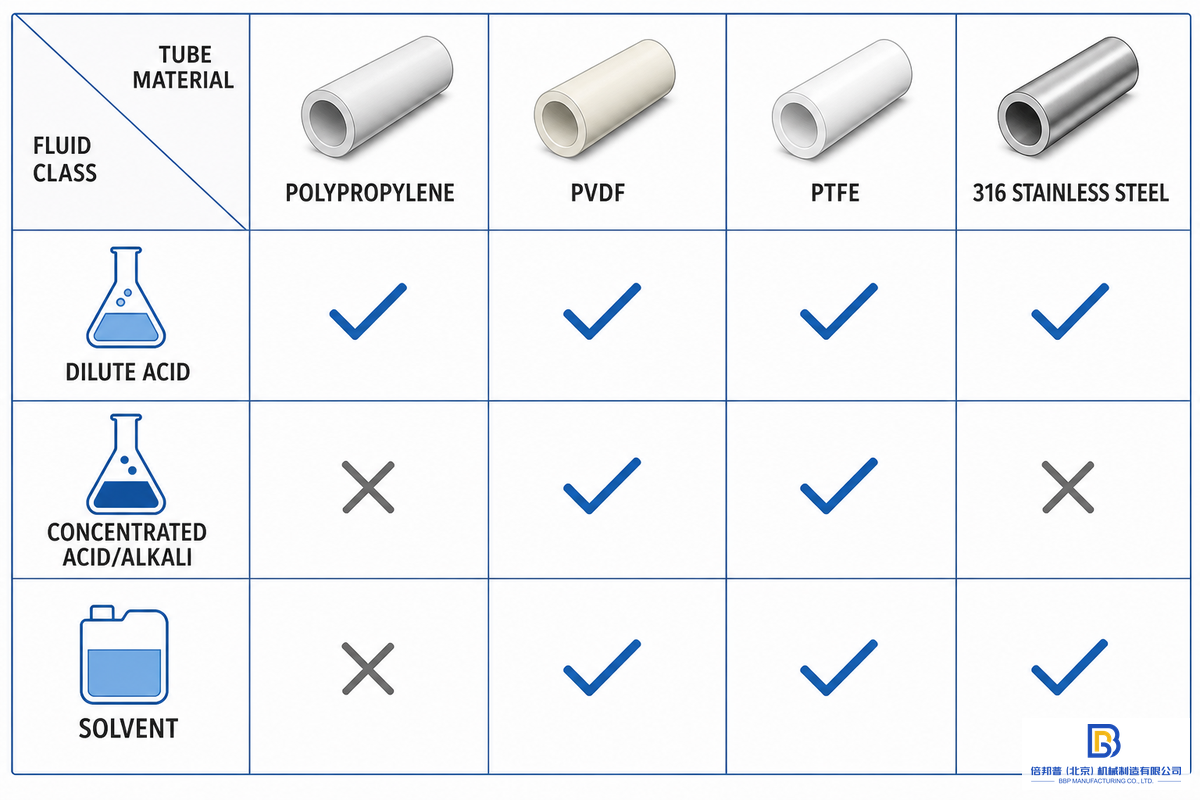
Only three parts of a drum pump ever come into contact with the chemical you’re transferring: the tube, the seal, and the impeller. Getting these components right is the single biggest reason a drum pump will fail in the first few weeks. High-quality wetted materials are what let a pump move corrosive liquids and heavy grease alike without breaking down, and low-viscosity acids that seem easy to handle can still ruin a pump built from the wrong material.
| Fluid Class | Recommended Tube Material | Seal Type | Notes |
|---|---|---|---|
| Dilute acids (<30%) | Polypropylene (PP) | Mechanical or sealless | Up to ~80°C service temperature |
| Concentrated acids & alkalis | PVDF | Sealless (DL) preferred | Avoid hot concentrated caustic — use PTFE instead |
| Hydrochloric / chromic acid | PTFE or Hastelloy C | Sealless | Sealless design specifically suited to these two acids |
| Chlorinated solvents | 316 stainless steel or PTFE | Mechanical, PTFE-compatible elastomer | Avoid PP — limited solvent resistance |
| General solvents (acetone, alcohols) | 316 stainless steel | Mechanical | Confirm elastomer compatibility per SDS |
| Oils & lubricants | Aluminum or stainless | Mechanical | Non-corrosive — lowest-cost material tier works |
| Diesel & petrol (flammable) | Aluminum or stainless | Sealless, Ex-rated motor | Explosion-protected motor required (see next section) |
| Food-grade / pharmaceutical liquids | Stainless steel, FDA-listed elastomers | Hygienic mechanical seal | Confirm FDA CFR 21 / EC 1935/2004 compliance |
| High-viscosity fluids (>250 cPs) | Material per chemistry above | Mechanical, larger-bore tube | Confirm pump model is rated to your cPs value, not just the fluid family |
⚠️ Important — A Chart Rating Is a Starting Point, Not a Guarantee
The hundreds of chemical resistance charts and tables available only go so far: They list ratings derived from tests conducted under controlled conditions, not the actual temperature, concentration, and mix your pump will encounter. A material rated “excellent” with a given chemical at room temperature might drop one or more ratings with a more concentrated solution or at higher temperature. Consult the Material Safety Data Sheet (MSDS) for your chemical (Section 3) and use that information to find your chemical in a resistance table – the same Section 3 composition data that OSHA’s PPE selection guidance points to for chemical-resistant glove and clothing selection applies equally to pump wetted-material selection.
Safe Transfer Practice for Corrosive, Flammable, and Explosion-Proof-Rated Liquids
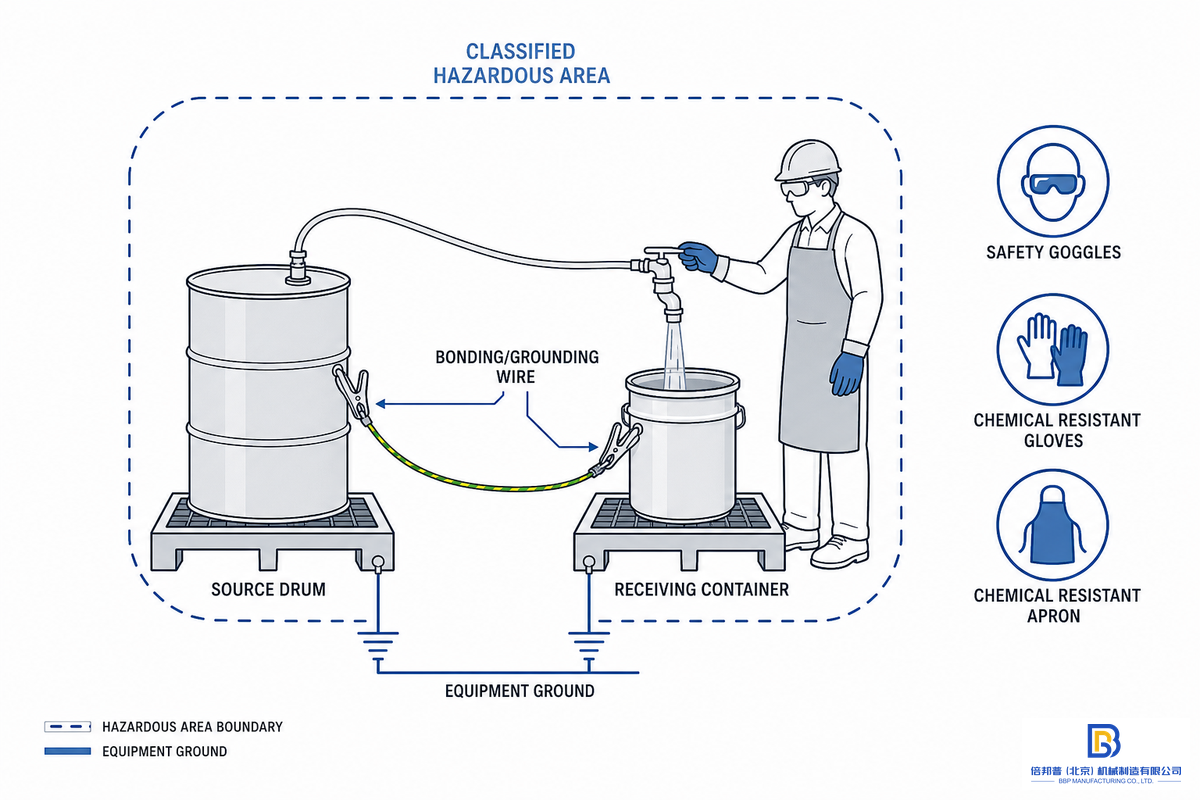
Two distinct types of hazards are involved when working with a drum pump, and each demands a specific type of control: potential operator exposure to chemicals and the risk of ignition caused by static charge accumulation during the transfer process.
According to OSHA 29 CFR 1910.106 for flammable liquids, Class I flammable liquids can be removed from or dispensed into containers only by a closed piping system, approved dispensing device, or by gravity through an approved self-closing valve-open pour isn’t allowed. If the container is non-conductive plastic, the OSHA standard interpretation concerning bonding and grounding of 29 CFR 1910.106(e)(6)(ii) and (d)(2)(iii) states that an approved metallic suction pump with a grounded draw tube or an approved metallic, electrically grounded self-closing faucet on the container will satisfy the requirements. Small containers (5 gallons or less) are generally exempt, but those 5 to 60 gallons must follow NFPA 77 guidelines for grounding.
Explosion protection is a motor side, stand-alone consideration. Flammable and highly flammable liquids will fit into a specific explosion group designation as per IEC 60079-0 with an increasing severity as you go from Group II A to II B to II C – and this becomes the required rating for the pump’s motor. One common pitfall is for a purchaser to think an air (pneumatic) driven pump can safely operate in flammable service simply because it doesn’t have an electrical motor.
While that’s not correct — there can still be a mechanical ignition from impeller/casing contact, friction, static build-up on the pumped liquid — that doesn’t remove an air motor from having to be specified for classified hazardous service in the same way an electrical motor would have to be.
How to Choose the Right Pump: The 4-Point Compatibility Check
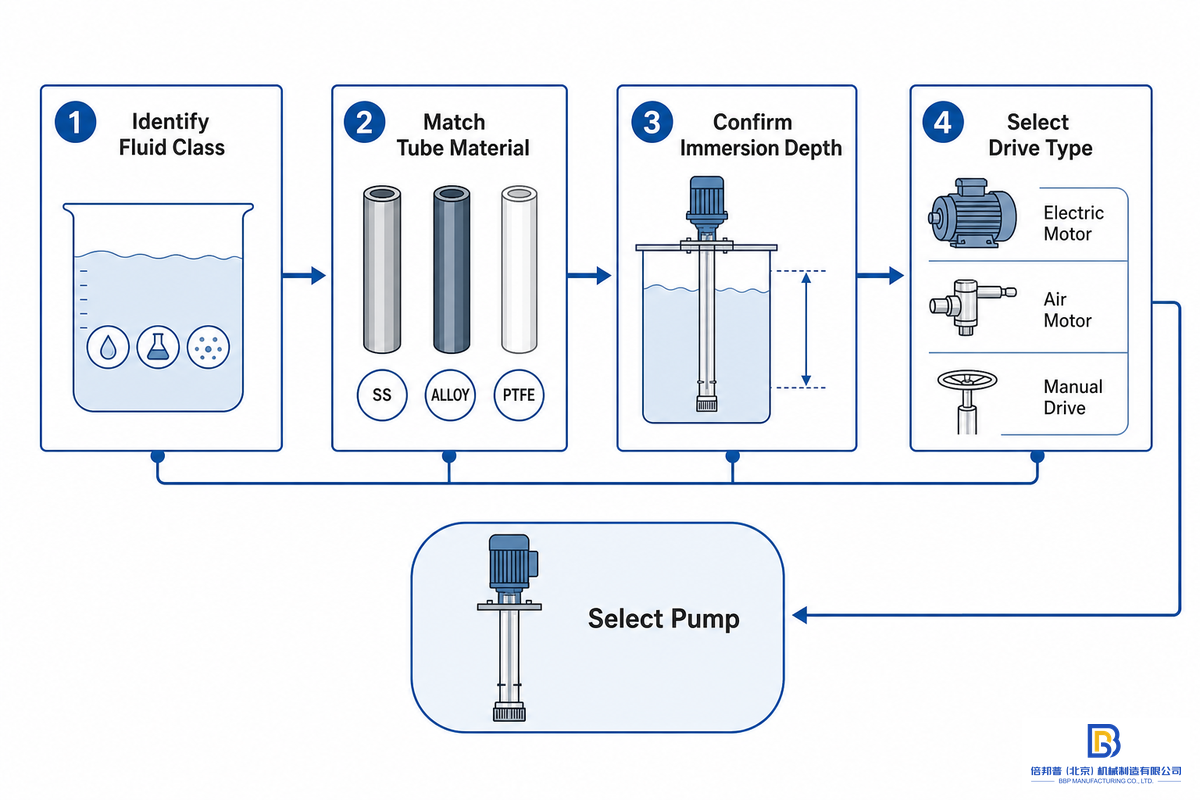
Follow your application through these four questions in turn – every answer will narrow down the next and far too many wrong-pump buys occur by jumping ahead. Picking the right drum pump for every requirement in a facility rarely means one universal model; most pumps are designed and optimum for one duty cycle, not all of them.
- Chemical Class. Pull the SDS – a document OSHA’s Hazard Communication Standard requires the supplier provide – double check concentration & temp and plug into one of the 9 classes above.
- Read out the recommended wetted material and seal class for that class of fluid next – you’ll be surprised how much catalog it will be removed from right away.
- Tube Length. Use your container fill height and add any appropriate allowance (use Container Fit section below), then round up to nearest available length (500 / 700 / 1000 / 1200mm).
- Match the power source to your duty cycle. one drum per week, off-site requires a hand operated motor; several drums per shift, with mains electricity, should be an electric motor,; if there are flammable liquids next to a hazardous area it should be an electric or air-powered, explosion proof, rated motor.
Answer these four questions and you’ll be armed with a defensible specification – material, tube length and drive type – to hand to your supplier, rather than just choosing from a price list.
A warehouse supervisor moving a typical concentrated-grade (roughly 30%) hydrochloric acid from 55-gallon drums into smaller totes twice a week is a useful contrast case: chemical class points to a PTFE or Hastelloy C tube, not PP, because concentrated hydrochloric attacks polypropylene faster than the chart’s room-temperature rating suggests; tube reach is 1,000mm for a standard 200-liter drum; and because the transfer happens twice weekly rather than once a quarter instead of a handful of times a year, the labor-time case for an electric motor over a hand-cranked lever unit gets stronger with every additional weekly cycle – pricing varies by supplier and should be quoted directly rather than assumed.
Wear Parts and Maintenance, What Fails First
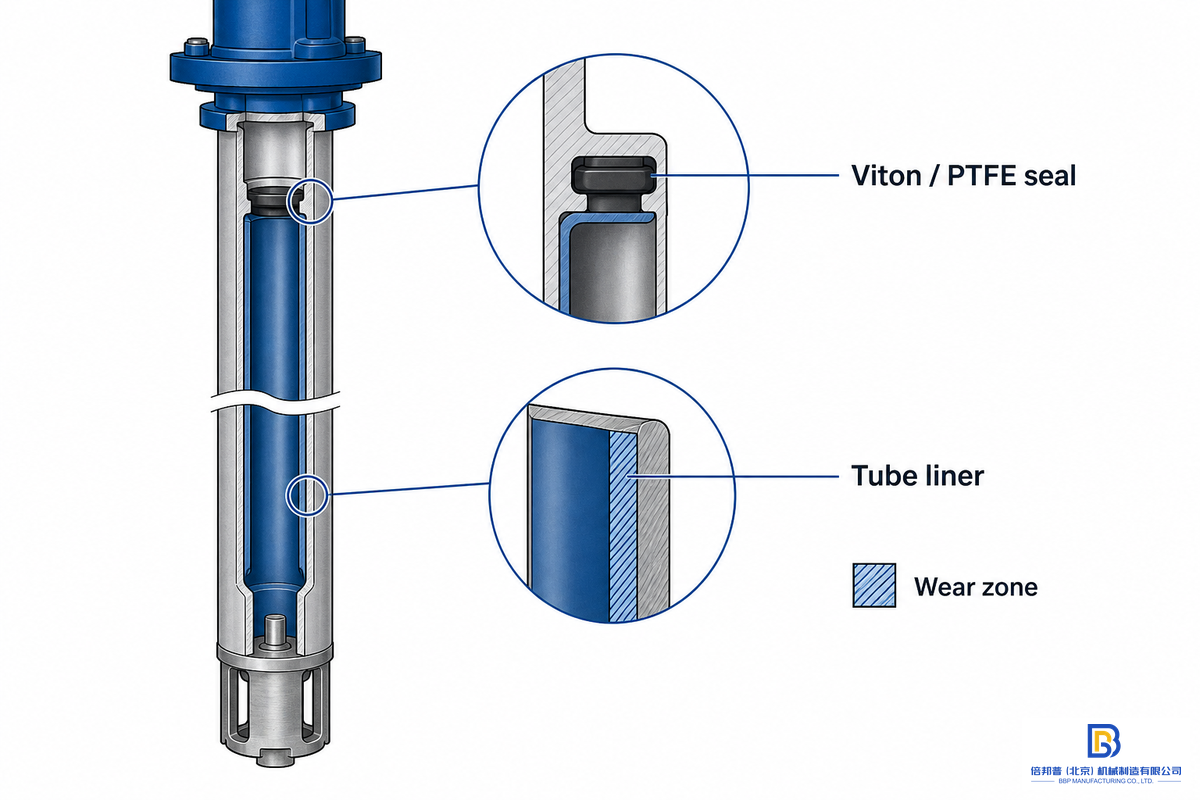
On a correctly matched pump, the tube and seal are the parts that fail long before the motor does. Sealless pumps avoid seal wear completely, but are generally best used for liquids that don’t crystallize or dry out within the tube. Mechanical seal pumps can be disassembled more easily for cleaning and are better for use with dirty or fast drying fluids, but they’ll eventually require replacement seals.
Whether you’ve a sealless or a mechanical seal pump, if the fluid is a very corrosive acid or solvent, both PTFE and Viton seals will significantly outlast Buna-N or general purpose rubber O-rings. When working with aggressive chemicals, the elastomers need to be as carefully checked against your fluid as does the pump tube – the same OSHA flammable-liquids equipment provisions cited earlier assume the transfer equipment stays in good working condition, not just that it started out compliant.
How Do You Maintain a Drum Pump?
Keeping a drum pump running is mostly a matter of forming a few good habits: rinse tube and hose immediately after every transfer, before residue dries and hardens in the pump foot, and inspect seals and gaskets at fixed intervals rather than only when a leak appears.
Connections for the hose and fittings should be examined periodically for wear or chafing that can occur as the assembly flexes during operation.
And the pump should be stored dry rather than sitting in an empty drum between uses. Another very common failure that’s avoidable for all types of pump is running the unit dry, i.e. with the liquid level below the foot of the pump tube. Running a pump dry creates heat through friction that can damage seals and wear out components whether or not they were initially matched well to the pumped fluid.
A plating-line operator who keeps running a mechanical-seal pump on the same 55-gallon drum of chromic acid three shifts in a row, without rinsing between drum changes, is a common way this shows up: dried acid residue crystallizes around the seal face, and by the third or fourth drum change the seal no longer closes fully. That pump, fine on Monday, is leaking by Thursday – not because the wetted material was wrong, but because the four-step rinse-inspect-check-store routine got skipped under shift pressure.
The Portable-to-Permanent Threshold, When to Move Beyond a Drum Pump
A drum pump is ideal for the infrequent transfer of relatively low volumes from a supplier-provided drum. Beyond that, however, a different kind of pump is needed once any of three critical criteria are met – the risk of staying on a portable pump too long isn’t safety, it’s the hidden labor cost of an operator manually restarting the same transfer several times a shift because the process outgrew the tool built around occasional use.
First is frequency: the task of emptying that drum occurs multiple times every shift instead of just a few times per week. Second is required accuracy: the application needs precisely measured and consistently repeatable delivery rather than just emptying the container in a single batch. Third is process automation: moving the fluid automatically between fixed tanks or vessels without a human operator present for each cycle of the drum pump.
When any of these criteria are crossed, the solution moves from portable, individual drum pumps to fixed, permanent process equipment. For continuous large volume transfer of relatively clean chemicals, the options include sealed and magnetic-drive centrifugal pumps – the same closed-piping-system category OSHA 1910.106 treats as the preferred permanent alternative to manual container transfer.
Air-operated double-diaphragm (AODD) pumps can be used where solids tolerance or an explosion-proof environment is required, and metering diaphragm pumps can be used for high-precision dosing. Beijing Beibangpu offers this full tier of permanent-installation chemical pumps, including magnetic-drive centrifugal, sealed centrifugal, AODD, peristaltic, and metering diaphragm pumps in PVDF, PTFE, 316 stainless steel and Hastelloy wetted materials – precisely designed to handle high-volume, high-cycle, permanent chemical transfer rather than individual drum transfers. If the volume and frequency of your transfer process exceed what a portable drum pump can effectively handle, consider either a permanent chemical transfer pump or a dosing pump sized appropriately for the specific process, not the individual containers.
Industry Outlook, What’s Changing in Portable Chemical Transfer

A regulatory trend that bears watching for 2026-27 rests not on the pump housing but the seal and tubing inside. Fluoropolymers PVDF and PTFE fall under developing regulation in the EU, and many U.S. states – EPA has continued activity related to PFAS through 2026 -; even suppliers for pump seals mention compliance remains a focus in EU chemical policy well into 2027. Although the use of PVDF/PTFE fluoropolymer-wetted parts in current product offerings aren’t prohibited by the draft regulations, a number of drum pump manufacturer roadmaps list alternate high-performance polymers as a backup, and a drum pump buyer replacing product every few years should check with their suppliers for confirmation of multi-year part continuity assurance beyond mere present availability for any such part number, because mid-life replacement of a seal with a different chemical rating can go unnoticed until it’s too late.
In a separate development, NFPA 30 (2024 Edition) is the standard for safe storage and handling of flammable and combustible liquids mentioned in the context of this document, so if your documentation references compliance, make sure it references this current version.
Picture a maintenance planner at a mid-size electroplating application who reorders the same PVDF-tube drum pump every 2 years because it’s always worked in practice. That’s a real compliance risk hiding in a routine reorder: a purchase cycle or two from now, that exact part number may not exist in PVDF anymore if a supplier’s fluoropolymer roadmap shifts – not because the pump becomes unsafe overnight, but because the seal material behind an unchanged model name and an unchanged ISO paperwork trail can quietly drift. A working fix costs nothing: ask for the current material data sheet at time of order, not just the part number, and file it alongside the SDS for the chemical it’s rated for.
Frequently Asked Questions
Q: Are drum pumps safe for flammable liquids?
Show Answer
Yes, if the motor and pump are suitable for the area classification. For flammable liquids, you must have an explosion-proof motor or an air motor for that area, or if it has the appropriate electrical certification and grounding, it must also be provided with an electrically conductive hose and electrically grounded to the drum per OSHA 1910.106 and NFPA 77. A pump that just says “chemical pump” is not safe to use on flammable liquids.
Q: Can drum pumps handle viscous liquids?
See Answer
Yes, but within the stated maximum viscosity rating for that model pump – for example, a general-purpose unit may have a max rating of about 250 cPs, whereas a high-viscosity specific unit may have a max rating in the tens of thousands of cPs. The rated maximum viscosity must be checked against the actual fluid viscosity at the desired temperature, as many fluids change viscosity greatly when heated.
Q: What materials are drum pumps made from?
Read Answer
Wetted tube and impeller parts are commonly available in polypropylene, PVDF, PTFE, 316 stainless steel, aluminum, and Hastelloy C. Selecting one comes down to chemical compatibility rather than price: aluminum is for non-corrosive fuel oils, while polypropylene and PVDF work for acids and most alkalis; PTFE and Hastelloy C are needed for harsh chemical processes.
Q: When must an explosion-proof drum pump be used?
Expand Answer
When any part of the fluid and vapor is flammable or readily flammable and the transfer is carried out in an IEC 60079-0 classified dangerous area or equivalent explosion groups according to ATEX.
Q: Can drum pumps be used for food-grade applications?
Show Details
Yes, there are specialized, food grade drum pump lines, made with FDA-rated plastic or stainless steel construction with sanitary mechanical seals that easily take apart for product changeover cleanability. Don’t make the assumption that because it’s a chemical grade pump that it will work for your food grade product; instead check the drum pump for the specific food grade certifications like FDA 21 CFR, or Reg. (EC) 1935/2004 in Europe.
Q: What accessories are available for drum pumps?
See Details
Often purchased with your pumps will be discharge hoses of various chemical-resistant materials, control nozzles for the pump tip, inline flow meters if metered dispensing is required, drum adapters that create a leak-free fit for any bung opening and grounding kits if you’re working with flammable liquids. Often, a complete chemical drum barrel transfer pump kit bundles the motor, tube, and hose together, and a single pump kit is usually suitable for filling several litre-container sizes once you swap the tube, and many of these accessories are sold together specifically to transfer liquids from litre drums without needing to buy each part separately.
References & Sources
- 29 CFR 1910.106, Flammable Liquids – Occupational Safety and Health Administration
- Bonding and Grounding of Plastic Containers, Standard Interpretation – Occupational Safety and Health Administration
- OSHA Technical Manual, Section VIII: Personal Protective Equipment – Occupational Safety and Health Administration
- NFPA 30, Flammable and Combustible Liquids Code (2024 Edition) – National Fire Protection Association
- Key EPA Actions to Address PFAS – U.S. Environmental Protection Agency
- How to Determine Which Powered Drum Pump Is Best for an Application – Pumps & Systems
Why We Write This
Portable drum and barrel pumps are a distinct product category from the fixed process chemical pumps that Beijing Beibangpu builds – we reviewed portable pump tubing-length standards, wetted material compatibility, and OSHA / NFPA transfer needs for a buyer, and state explicitly where portable becomes impractical, and permanent solutions need to be considered. The technical team at Beijing Beibangpu Co., Ltd. reviewed this article for technical accuracy.
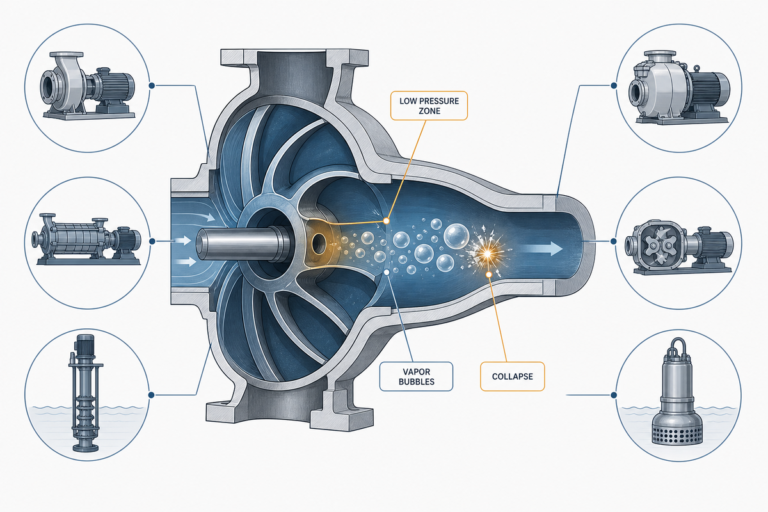
![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-768x512.png)


![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-150x150.png)

