
Get in Touch with BBP
Updated July 2026
Quick Specs
| Trigger mechanism | Local pressure drops below the liquid’s vapor pressure, forming vapor bubbles that collapse under higher pressure downstream |
| Two root categories | Suction cavitation (low inlet pressure) and discharge cavitation (restricted outlet) |
| Audible signature | A gravel- or marble-like rattling noise from inside the casing |
| NPSH margin standard | ANSI/HI 9.6.1:2024, 10 market-segment-specific recommended margins |
| Applies to | Centrifugal, multistage, split-case, self-priming, positive-displacement, and submersible pumps — mechanism and fix priority differ by type (see the comparison table below) |
What Is Pump Cavitation?
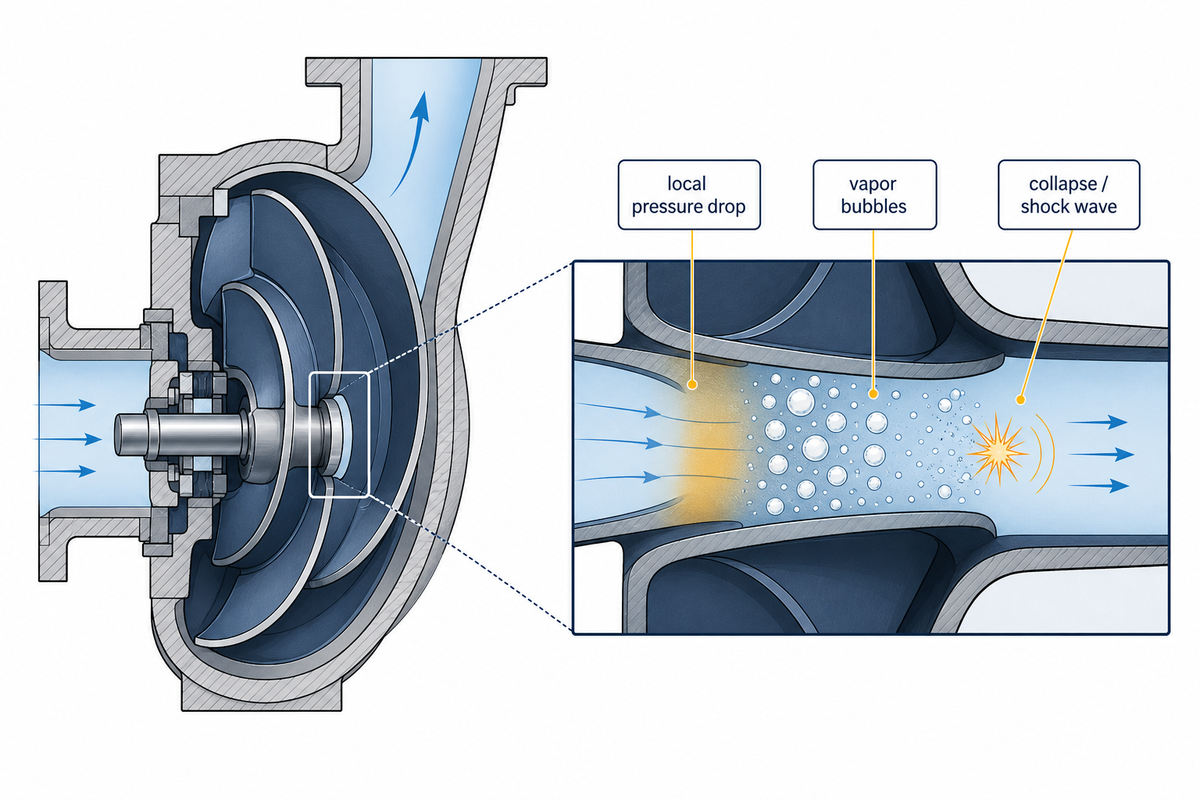
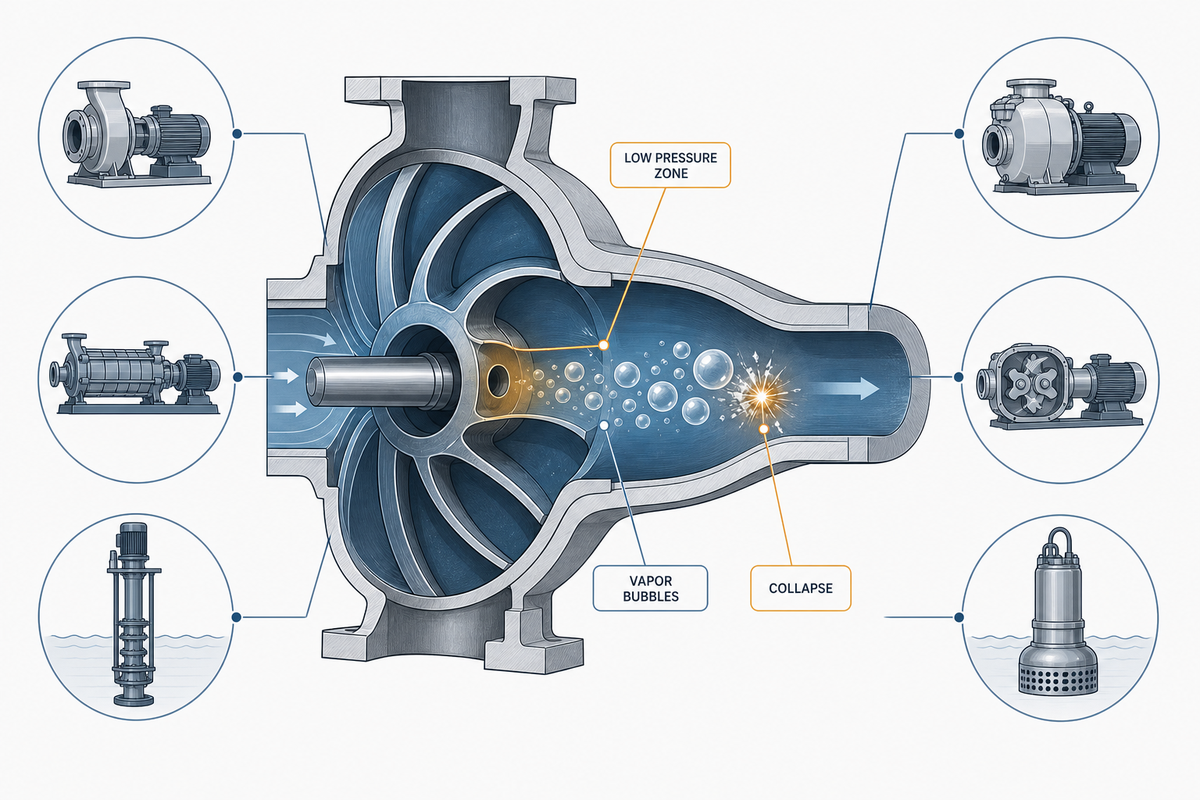
Pump cavitation is the formation and collapse of vapor bubbles inside a pump, a rapid phase change that begins when local pressure drops below the vapor pressure of the liquid and then rebounds around the impeller. This cycle repeats thousands of times a second, with each implosion striking the pump impeller and casing in a localized shock wave.
In basic fluid dynamics terms, an experiment measured a single collapsing bubble’s shock wave at approximately 2.46 MPa (about 357 psi) near atmospheric pressure, with the imploding liquid jet striking a surface at roughly 103 m/s — a high velocity by any pump standard — as water flows through the collapsing-bubble zone at high flow. [1] Cavitating pumps generate tens of thousands of these micro-implosions every second, each one landing inside the pump instead of dissipating harmlessly outside it.
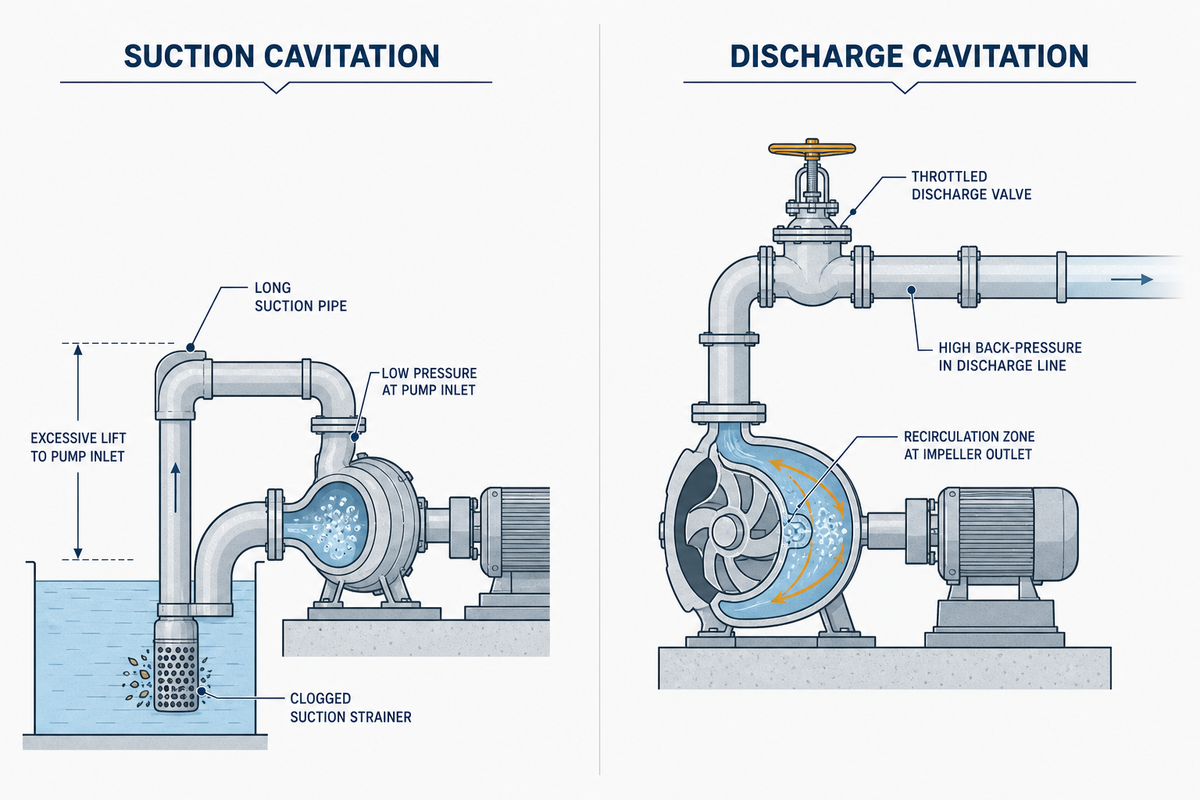
Suction cavitation and discharge cavitation are the two root types, and discharge cavitation occurs less often than its suction-side counterpart but does just as much damage to the pump housing and impeller. Suction cavitation occurs when the pressure at the pump inlet is insufficient — there isn’t enough Net Positive Suction Head Available (NPSHA) to overcome the pump’s required level (NPSHR). Discharge cavitation happens when there’s not enough room for the fluid that entered the pump to exit — high discharge pressure and a sudden pressure increase against a restriction or blocked outlet together create a recirculating eddy near the impeller outlet, and the resulting drop in pressure there mirrors what a low-NPSH suction problem does at the inlet. (Entrained/dissolved gas cavitation, often called gaseous cavitation, causes similar effects but not destructive implosions — this is the difference that matters for diagnostics, covered in H2-3.)
📐 Engineering Note — One Threshold, Five States
Manufacturers certify NPSHR at the point where cavitation causes a measurable 3% drop in pump head (NPSH3) — a test standard, not a damage-free guarantee. [3] Acoustic and visual cavitation is noticeable at much lower pressure levels and metal can start to erode in between. Satisfying your NPSH margin means keeping your pump within an acceptable risk band, not that cavitation is eliminated.
What Causes Pump Cavitation, Suction Side vs Discharge Side
Fully 80% of pump failures trace back to the pump’s internal operating conditions on the suction side, states 30-year Ingersoll Rand and Union Pump engineer and six-patent holder Terry Henshaw in Pumps & Systems. [4] Knowing which side to troubleshoot first can save hours — the common causes below sort into a checklist by side of the pump.
| Suction Cavitation | Discharge Cavitation |
|---|---|
| Clogged suction filter or strainer | Discharge valve throttled or partially closed |
| Undersized or long suction piping | High system back pressure downstream |
| Excessive suction lift (pump mounted too high) | Internal recirculation from operating left of BEP |
| Low supply tank/reservoir level | Kinked or blocked discharge line |
The Discharge-Side Blind Spot: every SERP Guide we reviewed discussed the suction-side in detail and only gave discharge cavitation a throwaway sentence, if any. That balance is backwards for a meaningful share of real failures. A well-documented case of a problem with a discharge-side root: Three fuel oil pumps operated for years with partially closed suction valves to compensate for underpowered motors — an intentional workaround that should have addressed suction issues. Unfortunately, this resulted in mechanical seal failure every four to six months (the description said catastrophic failure upon dissection), although vibration and temperature remained within expected ranges and classic impeller pitting wasn’t present. [5] The workaround was papering over a design-and-discharge issue, not solving it.
One thing to be up front about: The advice “never throttle a suction valve” is widely circulated but isn’t universally true. A closed experiment comparing throttling a suction valve to pulling a vacuum on a supply tank of a recirculating loop was published in Pumps & Systems. Throttling the suction valve actually pushed the pump operating point away from cavitation (it actually added head, thus decreasing the flow rate and thus decreasing the NPSHR needed), whereas pulling a vacuum on the supply tank caused visible cavitation.[6] The prevailing advice — control the flow from the discharge side or by a VFD, not a throttled suction valve — still holds for the vast majority of open systems, but it depends on where you are on the system curve, not a blanket rule.
How to Tell If a Pump Is Cavitating, Symptoms and Diagnostic Signals
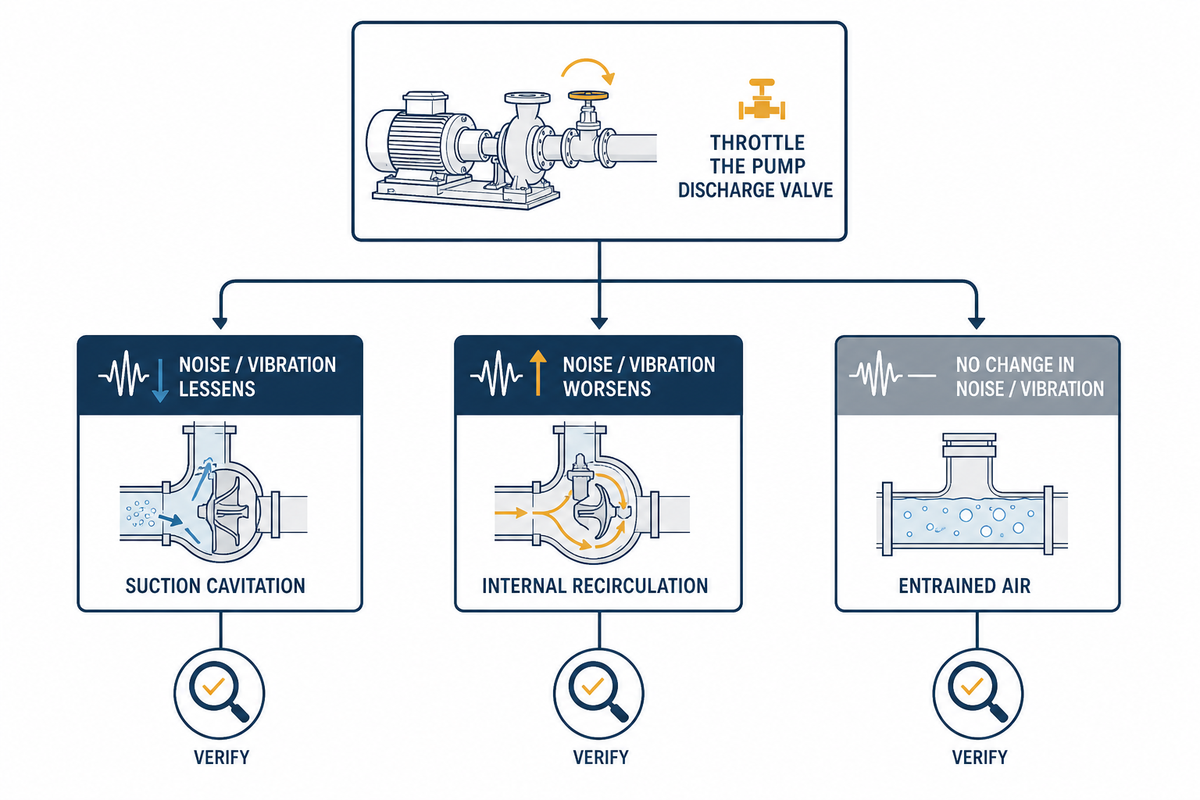
The Rocks-in-a-Can Diagnostic Sequence: The rattling noise of a gravel-choked washboard is perhaps the most iconic signature of cavitation, but it isn’t unique to it, and it isn’t always present (dissolved gas in the fluid may cushion the collapse shock.[7]) So consider the noise, but not as a sole diagnosis; instead use it as one input for a short sequence of tests.
| What happens when you throttle discharge | Likely cause | Why |
|---|---|---|
| Noise/vibration lessens or disappears | Suction cavitation | Throttling moves the pump back onto its curve, lowering the NPSHA it needs |
| Noise/vibration worsens | Internal recirculation | Pump is running too far left of Best Efficiency Point already |
| No change regardless of flow rate | Entrained/dissolved air | Air already in the fluid stream is independent of flow rate |
Beyond a simple discharge-throttle test, also be on the lookout for: pump head falls or flow drops below the rated curve; abnormal vibration, often focused at the bearing housing; and increasingly, premature detection by spectrum-analyzing vibration monitors. Research is moving in this direction: a 2026 bibliometric study of 645 papers shows the field’s interest in multi-signal fusion (vibration, noise, pressure pulsation), and in using machine-learning algorithms for classifying events. One study found a deep-learning model could achieve more than 98% classification accuracy under test conditions.[8] (However, that study is frank about one limitation: Most current systems can reliably detect that cavitation is happening but have trouble finding low-level, early-stage cavitation before significant damage has been done.[8])
What Cavitation Does to a Pump, Damage Mechanics and Failure Forensics
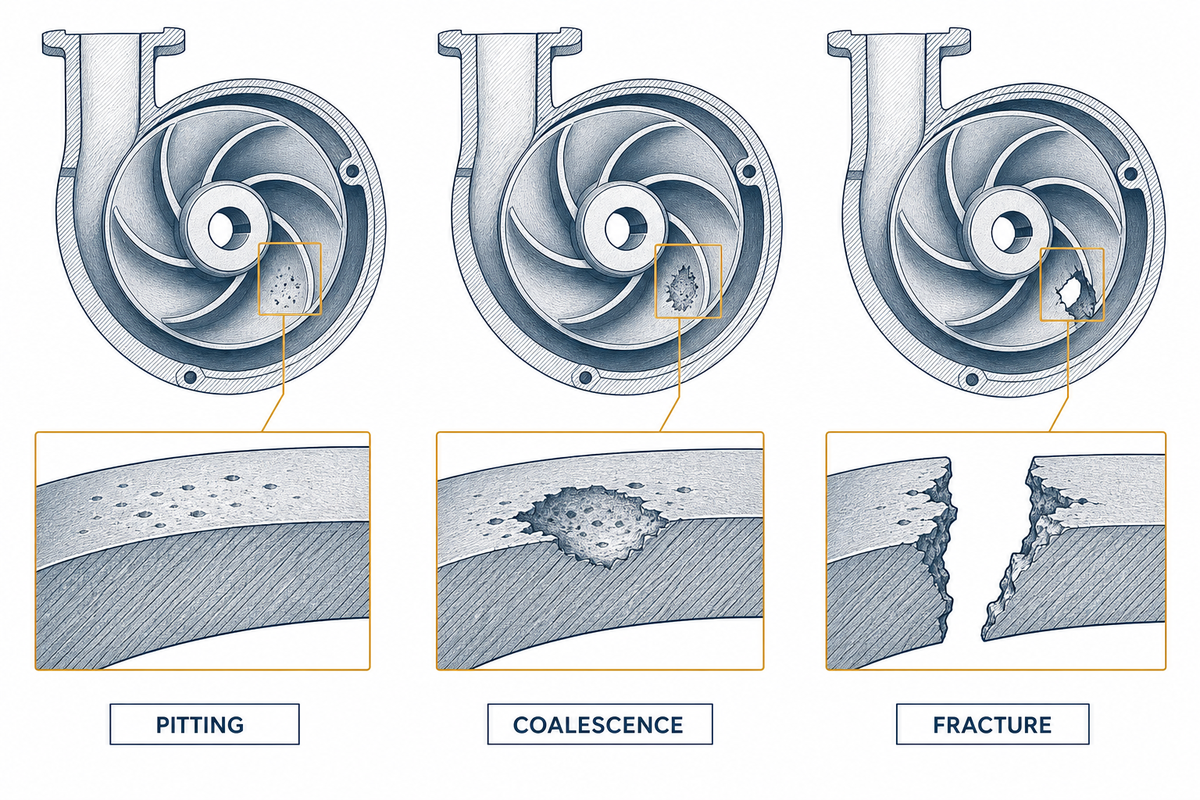
Bubble collapse near a metal surface does more than make noise. Each implosion forms inside the pump rather than harmlessly outside it, generating localized heat beyond the melting point of the surrounding metal and damaging pump components well beyond the impeller alone. That failure pattern is diagnostic — it tells a technician how severe and how long the cavitation has been running.
A 2024 study documented melting directly on the surface of copper (melting point 1,083°C) and stainless steel (melting point 1,440°C) test specimens subjected to continuous cavitation; failure progressed from plastic deformation along the pit’s edges, through creep, to fracture as neighboring pits coalesced into a single, visible one.[9] Ductile metals tend to fail this way, whereas brittle metals such as tungsten fail along grain boundaries — even the fracture pattern provides information about the material as well as the intensity of the cavitation.[9]
How Specific the Forensic Evidence Can Be: A documented case of damage on a 330-MW-class, eight-stage boiler feed pump illustrates just how detailed the postmortem analysis can be. Only one eye (the coupling side) of the double-suction first-stage impeller was damaged — the outboard eye stayed intact. Analysis revealed that the cause wasn’t material defect, but a combination of suction recirculation and a split in flow distribution between the two impeller eyes, necessitating a flow-balance redesign, not a metallurgical remedy.[10] And the asymmetrical damage to the two eyes of a double-suction impeller actually points to the geometry of the upstream suction piping, not the pump casing itself.
This cost issue is far from academic. Trade-press reporting puts downtime costs for large industrial pumps at more than $200,000 a day for operating expenses alone, before counting replacement parts,[11] and that severe, sustained cavitation can take out pumps in minutes rather than years.[11] Cavitation bubble-implosion damage is particularly severe on high-energy pumps, generally defined as those exceeding roughly 850 ft of head or 600 HP per stage. For the mining industry specifically, unplanned pump-related downtime can average around $180,000 per event, and it isn’t uncommon for mine operations to budget 35-50% of their annual expenses on maintenance because their pumps are run until they fail rather than being proactively serviced.[12]
Cavitation Across Pump Types, What Changes by Architecture
Here’s the honest truth about all three top cavitation guides we came across when doing the research for this article: the highest three-scoring results all treat cavitation as a generic, pump-type-agnostic phenomenon. One guide flatly states, in the very first paragraph, that the cavitation principles it discusses are universally applicable to “all pump types” and “are very similar,” and it’s not until later that it zeroes in on centrifugal pumps alone — without ever returning to any other pump type in the text. The other two follow a similar, albeit unstated, trajectory. Generic advice found in the vast majority of guides will be, at best, incomplete if your pump is anything other than a standard centrifugal pump.
The 9-Type Cavitation Behavior Profile
Drawing from manufacturer engineering literature, NFPA fire-pump test standards, and forum-documented field cases, the following table is far from a cookie-cutter guide.
| Pump type | Where it originates | Primary trigger | Fix priority | Limitations |
|---|---|---|---|---|
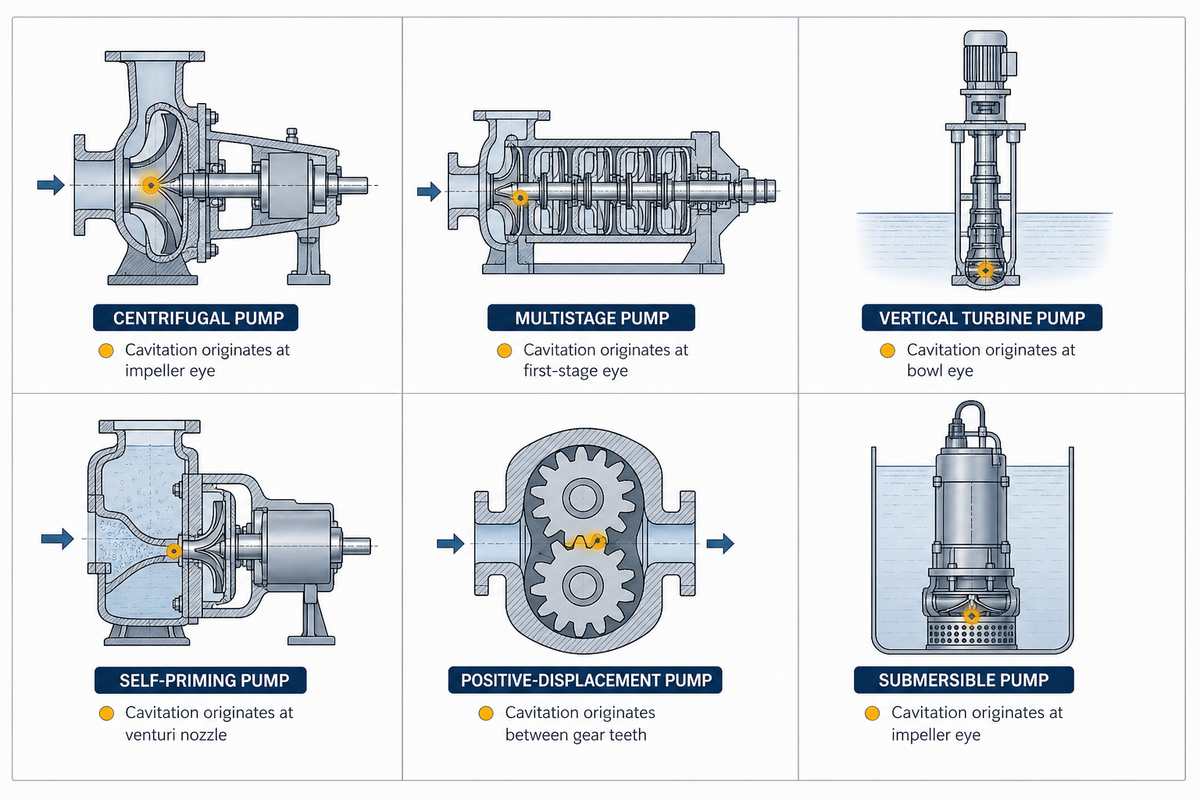
| Centrifugal (end-suction) | Impeller eye | NPSH margin loss, off-BEP operation | Suction piping + NPSH margin check | Not applicable to non-rotodynamic designs below |
| Multistage | First-stage impeller eye | Same as centrifugal, amplified by staging | First-stage NPSHR is the binding constraint | Later stages rarely cavitate independently |
| Split-case / fire pump (BBP split-case line) | Impeller eye + suction-flange turbulence | Churn/overload test conditions, elbow within 10 pipe diameters of suction flange[13] | NFPA 20/25-compliant suction run + jockey-pump staging | Horizontal split-case more turbulence-sensitive than vertical in-line[14] |
| Vertical turbine / deep-well | First-stage bowl impeller eye | Drawdown below rated dynamic water level | Set bowl assembly depth below max drawdown with a documented safety margin, verified against the specific well’s drawdown test data | Harder to inspect — pull required to view impeller damage |
| Self-priming / jet | Ejector/venturi nozzle + impeller eye | Air-handling limit exceeded during priming cycle | Confirm priming lift and air-handling window against the specific manufacturer’s published rating[15] | Practical suction lift capped near 6-8 m at sea level |
| Positive-displacement (gear/lobe/screw) | Between gear teeth / screw roots / rotor slip zones | High viscosity, high speed reducing chamber-fill time, worn clearances | Check volumetric slip, not a head-curve reading | No BEP-style operating window; different diagnostic entirely |
| Reciprocating (piston/plunger) | Inlet valve during acceleration phase of stroke | Acceleration head from non-constant piston velocity, independent of steady-state NPSH | Size suction piping for acceleration head, not just static NPSH | Standard NPSH margin math alone is insufficient |
| Submersible / dry-pit | Impeller eye, flooded-suction dependent | Falling wet-well level, dry-running, minimum submergence not met | Level control + minimum-submergence verification | No atmospheric-pressure contribution to NPSHA math |
| Vortex / recessed-impeller (solids-handling) | Recessed impeller eye, off-line of flow path | High entrained-air fraction combined with solids load | Verify air-tolerance rating (commonly 20-24% by volume)[20] before assuming NPSH is the culprit | Trades hydraulic efficiency for solids/air tolerance |
The fire-pump row warrants a second glance due to the exceptional specificity of the governing standard. NFPA 25 requires churn (no-flow) testing weekly for diesel fire pumps (minimum 30 min run) and monthly for most electric fire pumps (minimum 10 min run), with investigation required whenever discharge/suction pressure differential exceeds 95% of the rated pump pressure.[16] Annex A.14.2.6 specifically requires the engagement sequence for the jockey and main fire pumps to step by step (jockey engages on 10 psi drop, main engages on a 5 psi drop after the jockey),[13] to both avoid nuisance short-cycling and pressure spikes resulting from excessively wide activation gaps. The minimum separation distance of 10 pipe diameters from the suction flange to any downstream elbow or tee on a horizontal split-case fire pump also applies, although horizontal split-case fire pumps don’t require that minimum separation distance if they have an integrated, inline impeller, which positions the impeller beneath the motor rather than in a separate suction casing, at the cost of increased maintenance access complexity.[14]
NPSH Margin, The Core Prevention Math
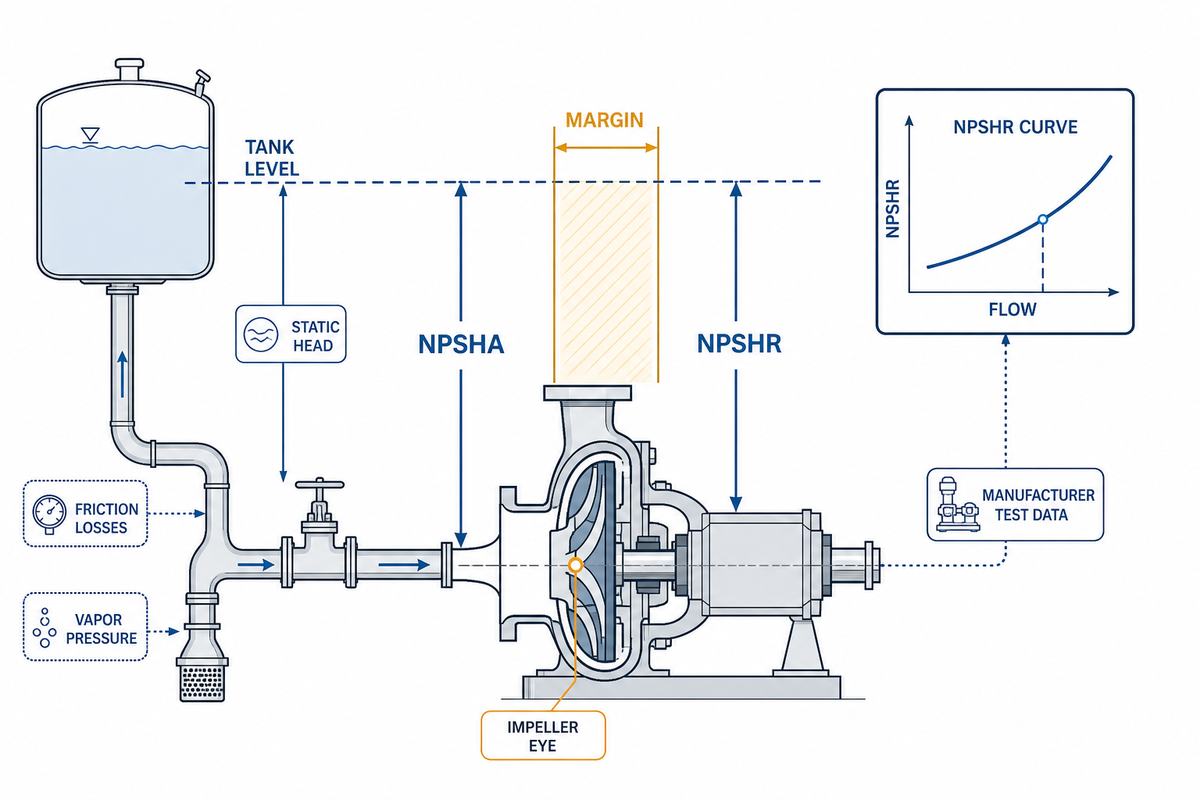
Net Positive Suction Head Available (NPSHA) is a system characteristic — the absolute suction head of liquid at the impeller datum, minus the liquid’s absolute vapor pressure. Net Positive Suction Head Required (NPSHR) is a pump characteristic the manufacturer publishes — the minimum suction head the pump needs. NPSHA must exceed NPSHR, and the difference is the margin — maintain a positive margin of NPSHA over NPSHR at every operating point, not just the design point.[17] The governing standard was recently updated in ANSI/HI 9.6.1:2024 (replacing the 2017 version), changing from a standard 10-foot margin over the lab-derived NPSH3 value (which is not published by all manufacturers) to a variable 10-segment market-specific guideline for petroleum, chemical process, power, water and wastewater, pulp and paper, slurry, oil and gas, irrigation, general service, and building services.[17]
One detail competitors covering this topic consistently miss is that NPSHR isn’t a fixed number for a given pump. NASA testing on two different pumps operating on water found NPSHR falling sharply as liquid temperature rose: on one test pump, measured NPSHR dropped from about 12 ft at roughly 70°F to about 2 ft at roughly 410°F, an 83%-plus reduction on that specific unit and fluid.[18] This is known as the thermodynamic suppression effect, and NASA’s own data notes the magnitude varies by fluid properties, pump design, speed, and flow coefficient — it is not a number you can copy onto a different pump. The practical takeaway is narrower and more useful: a flat NPSH margin figure applied without regard to operating temperature can be needlessly conservative for hot or volatile services, and pretending the margin is temperature-independent is the more common mistake. Suction specific speed (Nss) is the other variable worth checking alongside NPSH margin — typical values fall between 7,000 and 15,000, and pump users have historically set lower maximum Nss limits after problems traced back to oversized impeller eyes.[4]
How to Prevent and Fix Pump Cavitation, Step-by-Step
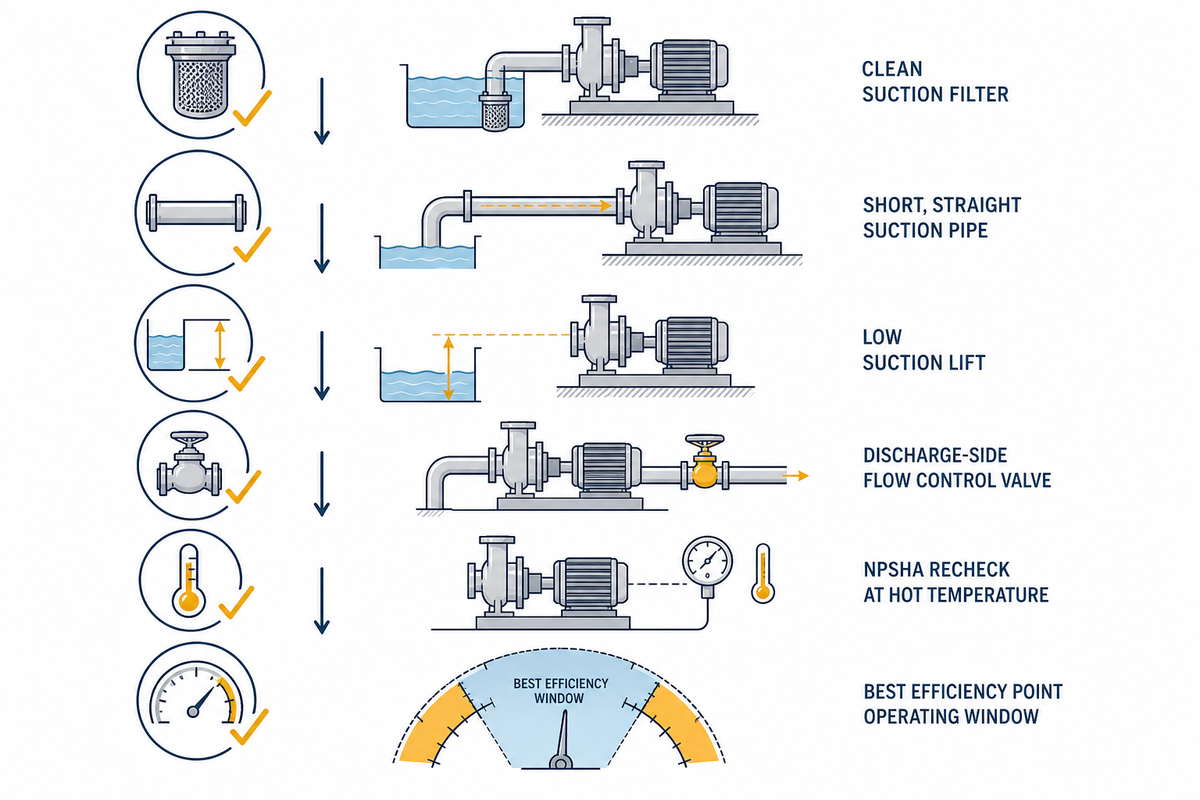
There is no single way to prevent cavitation that works for every installation, since several factors often combine to cause cavitation rather than one isolated culprit. The best way to prevent pump cavitation is to work through this checklist in order to confirm it’s not an installation problem before declaring the pump itself defective:
- Check filters and strainers on the suction side and clean or replace anything clogged — a blocked strainer is the single most common cause suction problem we see
- Verify suction pipe diameter and keep 10 pipe diameters of straight pipe upstream of any bend or fitting to keep flow velocities steady, as a standard rule of thumb[13]
- Minimize suction lift height by installing the pump below or near the fluid source
- In open systems, regulate flow using a valve or VFD on the discharge side instead of throttling the suction, since every extra bend and valve added upstream of the suction inlet raises the pressure required as the liquid accelerates into the impeller eye
- Re-calculate NPSHA based on the maximum operating temperature of the fluid rather than the design ambient temperature
- Check that the pump is operating within approximately 70% to 120% of its Best Efficiency Point (BEP) under normal conditions
Do
- Control flow with the discharge valve or a VFD
- Log suction pressure during startup and load changes, not just steady state
- Treat asymmetric damage on a double-suction impeller as a piping-geometry clue, not a random defect
Don’t
- Assume every rattling noise is cavitation without the discharge-throttle test
- Apply a flat NPSH margin number to a hot or high-temperature service without rechecking it
- Use a workaround (like partial suction throttling) to mask an undersized motor or discharge-side problem
Two preventive methods worth knowing, even if not ready to be implemented: Some modern VFDs now include anti-cavitation controls that monitor the shaft torque in real-time and automatically slow the pump when cavitation begins and speed up again after it subsides.[19] For services prone to air ingestion rather than vapor cavitation, certain designs such as double-volute impellers and high-specific-speed (over 3,000 rpm) impellers can tolerate air better than conventional designs.[20]
“We size suction piping and NPSH margin for the hottest, lowest-tank-level condition a system will actually see — not the nameplate condition. A pump that never cavitates on a cold commissioning test can still cavitate every summer afternoon once the process fluid runs hot and the supply tank runs low. Sizing for the average case is the single most common design mistake we see in RFQs.”
BBP Engineering Team, Pump Applications
When a Piping Fix Isn’t Enough, Choosing a Cavitation-Resistant Pump
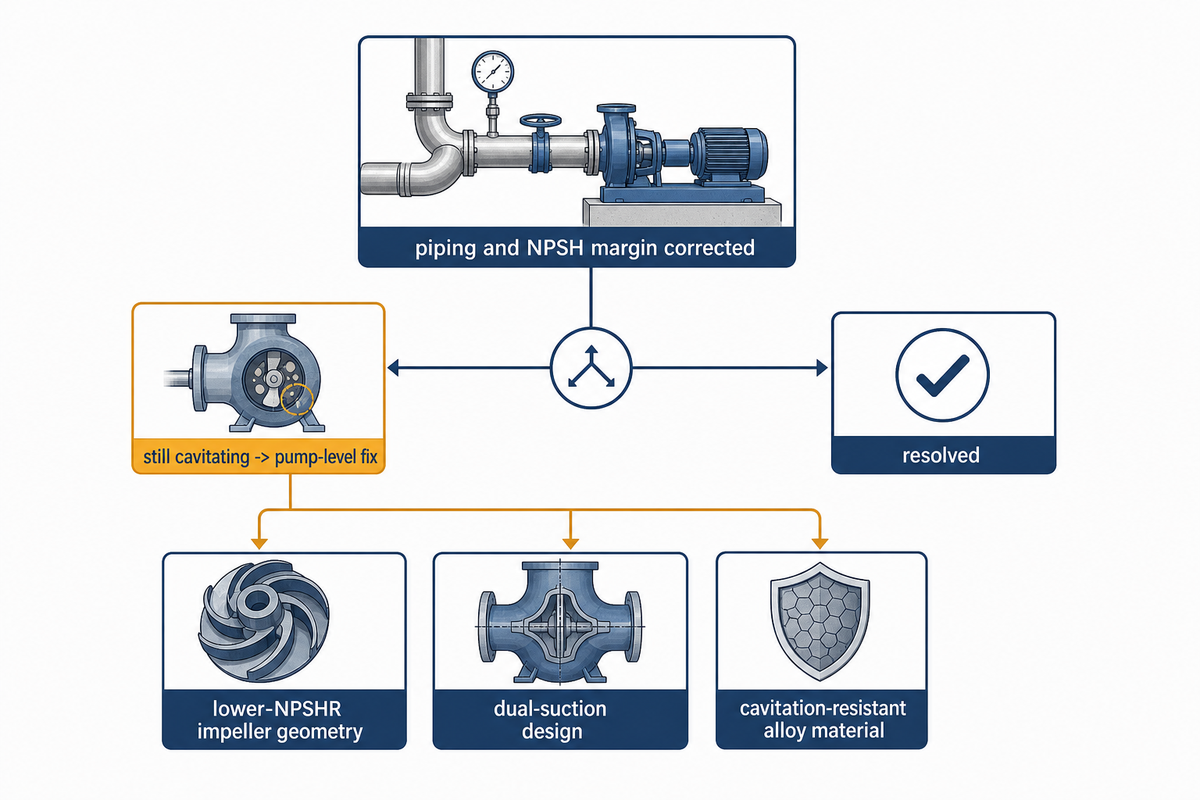
The Piping-Fix-or-Pump-Swap Verdict: if the pump still cavitates during normal operation after correct piping, discharge control, and adequate NPSH margin are in place, the problem now lives inside the pump itself. Fixing it shifts focus from piping changes to pump-level choices: lower-NPSHR impeller geometry, a dual-suction design, or more cavitation-resistant materials.
Choosing the right pump for the application in the first place is cheaper than any of these after-the-fact fixes — which is why the checklist above asks you to assess the entire pump system before blaming the equipment. Entire pump system design, from tank to discharge, drives how fast cavitation increases from a minor nuisance to a warranty claim.
Choosing the correct pump material to resist damage to components, tested per ASTM G32 vibratory cavitation-erosion methodology, is a documented, quantitative decision, not a guess — good piping design and material selection work together, since even the best alloy cannot compensate for fluid flow that arrives at the impeller eye already turbulent. A paper from the Texas A&M/Flowserve turbomachinery symposium rates various impeller alloys using ASTM G32 vibratory cavitation-erosion tests; one chrome-manganese austenitic stainless casting alloy (tradename X-Cavalloy) displayed 9x times the life in lab tests over the baseline cast carbon steel and field experience since 1994 supports a conservatively documented 3x-or-greater life improvement in real-world pump service applications over impellers which were prematurely failing due to cavitation. [21] Even more detailed, a specific 1986 power plant feed water pump case involved the combined redesign of an impeller and the replacement of CA15 stainless with CA6NM stainless material to achieve at least a 10x reduction in the rate of cavitation erosion versus the baseline design. [21]
It’s the geometry changes that also have a direct and specific payoff: a patented impeller change of 8 to 24 outlet blades brought the needed NPSHR down from 5.4 m to 1.1 m on a low-specific-speed pump running at roughly 6,870 rpm[22] in the test lab. On pumps where replacement can’t be justified, a sacrificial insert retrofit which is bolted to the volute closest to the impeller and which is field proven as a repair strategy on semi-open impeller cavitation damage, can avoid replacing the casing, and is covered by patent.[23]
Key Factors Before You Redesign or Replace
- Check correct operation on actual temperatures of discharge control and piping and the NPSH margin
- Check whether damage is symmetric or asymmetric on a double-suction impeller – asymmetric damage normally implies piping problem not pump swap
- Weigh the cost of wetted-material upgrades against a complete pump replacement — materials have shown a 3 to 10x increase in wear rate in actual applications
- For persistent, irreconcilable installation limitations, ask for a reduced-NPSHR impeller instead of assuming that the whole product line must be redesigned.
Takeaway
Cavitation causes and fixes are not one-size-fits-all across pump architectures, meeting your NPSH margin does not guarantee zero erosion, and the discharge side of a pump deserves as much diagnostic attention as the suction side. Work through the checklist in order, use the discharge-throttle test to confirm the diagnosis, and only move to a material or impeller redesign once installation and operating conditions are verified correct.
FAQ, Common Pump Cavitation Questions
Q: How do you stop a pump from cavitating?
Stopping cavitation starts with restoring positive pressure at the pump inlet: clear clogged filters, shorten and straighten suction piping, reduce suction lift, and throttle from the discharge side only, never the suction side.
Eliminating cavitation is primarily a matter of regaining positive pressure at the pump inlet. That means unplugging suction filters and strainers; reducing suction pipe lengths and minimizing elbows to decrease friction losses; and lowering suction lift by moving the pump closer to the fluid. And under no circumstances should you throttle the suction side to regulate flow in a standard open system, as this simply further starves the pump, creating the exact problem you’re trying to solve.
Instead, throttle from the discharge valve, use a VFD, recheck NPSHA at the highest temperature your system will likely operate, and be sure that number exceeds the published NPSH required for the equipment by some verifiable amount.
Q: Does cavitation destroy pumps?
Yes, left unaddressed — imploding vapor bubbles pit impellers, erode casings, and accelerate seal and bearing wear well ahead of rated service life, sometimes cutting years off a pump in a single season.
Yes, is still neglected. An imploding vapor bubble sets off a local shock wave capable of pitting metal and, thousands of times per second, millions of those impacts eat at impeller vanes, pit the casing and accelerate the wear of seals and bearings. In mild cases — close to the roughly 3% NPSH3 test threshold defined above — cavitation simply reduces efficiency over time and shortens the life of components, but in extreme and prolonged conditions it will perforate an impeller or even cause a shaft to crack in a matter of weeks.
Q: What is cavitation?
Cavitation is the formation and violent collapse of vapor bubbles inside a pump when local pressure drops below the liquid’s vapor pressure and then recovers.
This phenomenon, cavitation, is the violent formation and subsequent collapse of vapor bubbles within the pump whenever the localized fluid pressure drops below the liquid’s vapor pressure before bouncing back downstream. Bubbles form in the low-pressure zone, generally within the impeller eye, or within a positive displacement pump, somewhere between the teeth of the gears, or root of the screw, before bursting at a high-pressure area with pressure shocks that, in the laboratory, have been shown to exceed 2 MPa, causing the “gravel” sound and metal erosion that are hallmarks of a pump with cavitational damage.
Q: Does air cause pump cavitation?
Entrained or dissolved air causes a related but distinct problem — gaseous/air aspiration cavitation, not true vapor-pressure cavitation. It sounds similar but does far less damage to the impeller and casing.
There is a closely associated but mechanically different problem that will cause the same sound, but is far less damaging than true vapor-pressure cavitation: air aspiration.
Q: Will cavitation damage a pump?
Yes — it pits impellers, thins casing walls, and accelerates seal and bearing failure well before rated service life, sometimes turning a scheduled maintenance window into an unplanned emergency shutdown.
Absolutely — cavitation is one of the most mechanically damaging environments that a pump can encounter. The result is damaged impellers, worn casing walls, and accelerated bearing and seal wear far before their intended service life, quickly transforming a planned maintenance outage into a sudden emergency stop.
Q: How to tell if a pump is cavitating?
Listen for a gravel-like rattling sound, watch for a flow or pressure drop below the rated curve, and check for elevated bearing vibration and heat at the same operating point.
Just listen to it. Look at the curve. Examine the bearings for heat or vibration. Treat operation outside the roughly 70% to 120% Best Efficiency Point window described above as a trigger to perform the discharge throttle test outlined in H2-3.
Why We Write This
At BBP, we offer a wide array of pump products — across ten product lines including slurry, centrifugal, split case, fire service, multistage, sewage, and chemical process — and cavitation’s effects vary from one conversation to the next as buyers bring their own applications. This guide accounts for that range. If you need the NPSH margin calculation for a solids-rich slurry application, that lives in a separate deep-dive rather than the briefer version here.
References & Sources
- Experimental study on the collapse behavior of cavitation bubbles under low ambient pressure conditions, Ultrasonics Sonochemistry (2025) — PMC/NIH
- Understanding the 2024 Updates to ANSI/HI 9.6.1 — Hydraulic Institute
- Pump Cavitation, Various NPSHR Criteria, NPSHA Margins, and Impeller Life Expectancy — Texas A&M Turbomachinery Symposium (Schiavello & Visser)
- What You Need to Know About NPSH — Pumps & Systems
- Throttling Suction Valve, field case discussion — Eng-Tips
- Suction Valve Throttle Versus Vacuum — Pumps & Systems (Lev Nelik)
- Recirculation Piping to Avoid Cavitation in Parallel Pump Operation — Eng-Tips
- Bibliometric review of centrifugal pump cavitation research, 2007-2025 — Water (MDPI)
- Cavitation erosion mechanism under high hydrostatic pressure — PMC/NIH
- Double-suction impeller field case data — Texas A&M Turbomachinery Symposium
- How to Detect Pump Cavitation — Pumps & Systems
- Pump reliability and maintenance cost review, Sensors (2025) — PMC/NIH
- Fire Pump Suction Piping and Testing — SFPE FPE eXtra (Jodi Balido, PE)
- NFPA 20 Fire Pump Design — Consulting-Specifying Engineer
- What Are Self-Priming Pumps — North Ridge Pumps
- Weekly or Monthly No-Flow (Churn) Tests of Fire Pumps — NFPA
- ANSI/HI 9.6.1 Rotodynamic Pumps Guideline for NPSH Margin — Hydraulic Institute
- Prediction of Pump Cavitation Performance — NASA Lewis Research Center
- Decreasing the Risk of Pump Cavitation in the Water Industry — Pumps & Systems
- How to Reduce or Eliminate Air Entrainment — Pumps & Systems (Jim Elsey)
- ASTM G32 impeller alloy cavitation-erosion ranking — Texas A&M Turbomachinery Symposium
- CN2558799Y, Anti-cavitation impeller design patent — Google Patents
- CN205064391U, Sacrificial insert retrofit for semi-open impeller cavitation — Google Patents
Related Articles
- Cavitation in Slurry Pumps: NPSH Math and Solids-Driven Onset Shift — the full NPSH margin worked calculation for solids-laden service
- Pump Industry Standards: API, ANSI, ISO, HI, and NFPA — the standards referenced throughout this guide, explained in full
- Slurry Pump Selection: 7-Step Duty-Point Method — selection methodology when a redesign is the real fix
- Slurry Pump Total Cost of Ownership — quantifying downtime and repair cost
- How to Write an RFQ for Industrial Pumps — specifying NPSH margin and materials correctly at procurement
- Slurry Pump Maintenance Guide — routine checks that catch cavitation early
![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-768x512.png)


![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-150x150.png)

