
Get in Touch with BBP
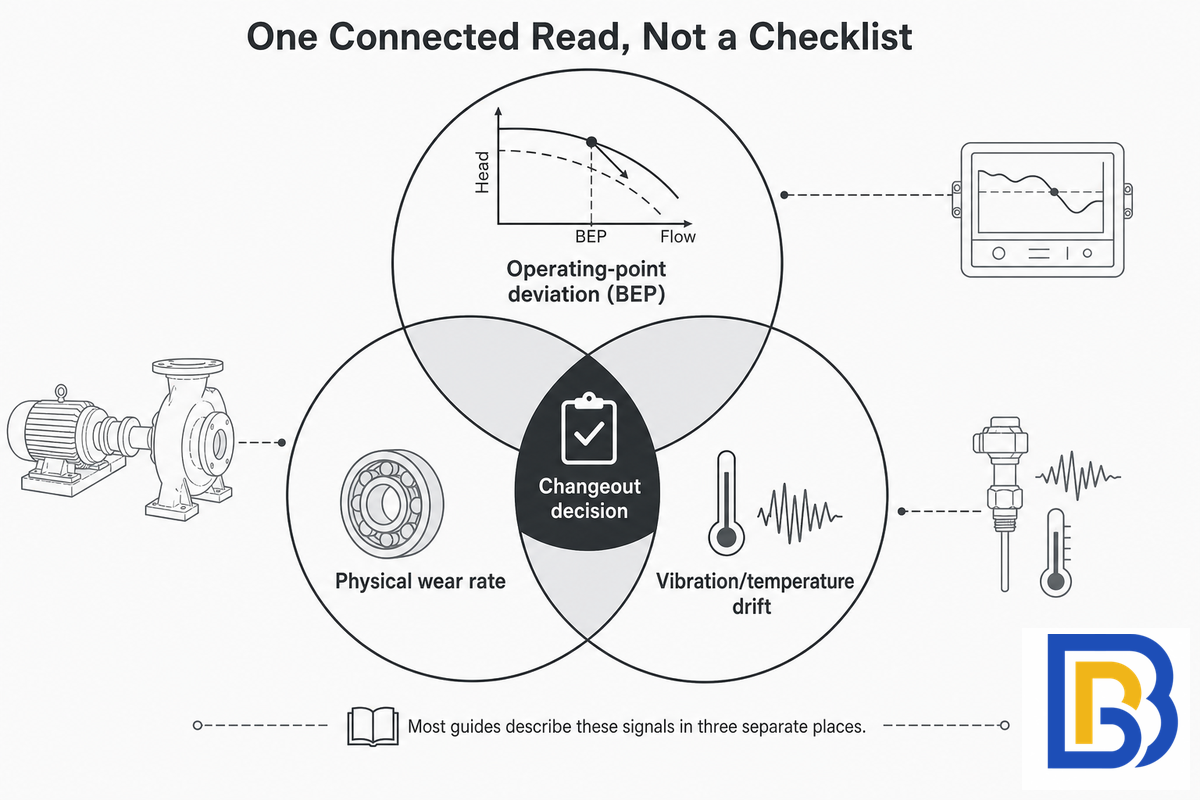
Slurry pump maintenance is a unified system at best, not a static checklist: the pump operating point vs. best efficiency point (BEP), the physical wear rate between the impeller and the liners, and the vibration or temperature signal it puts out all move in unison, and monitoring them in unison is what truly tells you when to pull the pump apart instead of letting it fail or replacing it prematurely.
70-120%of BEP flow, HI preferred operating region
Weeklybearing temperature check interval
~50%wall-thickness loss, common changeout trigger
G6.3-G40ANSI/HI impeller balance-grade range
Wear life falls fast once a slurry pump runs outside its manufacturer’s preferred operating region, and no single checklist item catches that on its own — you need the operating-point check, the physical wear measurement, and the vibration or temperature trend read side by side before a changeout call means anything.
Why Slurry Pump Maintenance Isn’t Just a Checklist
Search for a slurry pump maintenance checklist and every result reads the same way: a list of things to check, check the belts, check the oil, check the packing, often lifted straight from a slurry pump maintenance pdf posted on the OEM’s own site. None of it explains what actually causes the wear it tells you to inspect for.
We pulled together the three most complete references now ranking for this subject and scored each one against three questions- does it cite real data, does it offer an original framework, and does it go deep enough to be useful after the initial read? The three averaged a score of 13.3 out of 25, and none cited a single peer-reviewed reference, an ANSI/HI standard, or a patent. All of them simply said “inspect and replace as needed”, without describing what actually causes the replace action.
That gap is important because the three signals that genuinely indicate slurry pump failure- operating-point deviation, physical wear rate, and vibration or temperature deviation- are generally not documented in the same place, if they’re covered at all. This guide considers them to be a single coupled read for industrial slurry pump maintenance generally, whether you’d call the job centrifugal pump slurry pump maintenance or simply centrifugal slurry pump maintenance, a horizontal unit on a mill circuit, a submersible unit in a sump, or a vertical cantilever design: the mechanics below stay constant regardless of configuration, even if the specific wear points shift slightly. Among the many types of slurry pumps in service, horizontal and cantilever pumps cover most mill-circuit and mining duty, while submersible units handle sumps and dewatering directly in the tailing pond or wastewater channel; the pump casing, pump shaft, and impeller and other wetted parts wear at different rates depending on which configuration you’re running.
Reading Your Pump’s Operating Point Against BEP
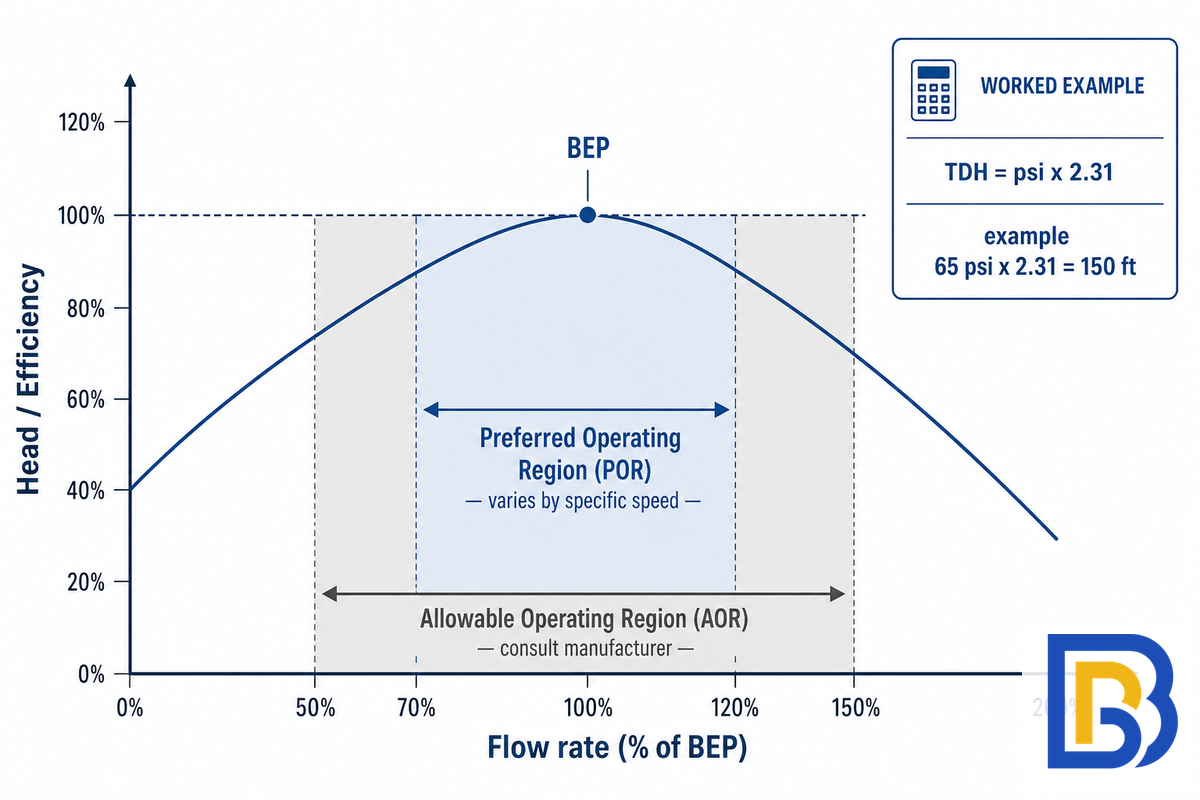
Best efficiency point (BEP) is the flow rate where a pump is most efficient at transforming input power to head, and the Hydraulic Institute emphasizes that there isn’t a single number around it: the Hydraulic Institute’s Preferred Operating Range (POR) can run anywhere from a tight 90-110% of BEP flow up to a broader 70-120%, depending on the pump’s specific speed- no number applies universally to each style. Outside of the POR is the Allowable Operating Range (AOR), a broad band constrained by heating, cavitation, vibration, and shaft deflection where pump manufacturer input is needed.
📐 Engineering Note — field-checking your operating point
Install a flow meter and pressure gauge on the discharge line. Take note of the pressure reading in psi, and multiply it by 2.31 to find an estimated total dynamic head (TDH) in feet. Match that flow reading with that pressure to your pump’s published curve. An example: a pressure gauge reads 65 psi at a flow of 900 gpm. TDH ≈ 65 × 2.31 = 150 ft. Check where 150 ft and 900 gpm fall on the pump curve. If it shows best efficiency at about 1,000 gpm and 145 ft, then you’re operating at about 90% of the BEP flow with a head that’s slightly high- which is within most POR bands, but this pump should be checked again in six months if the trend persists.
Your Weir Minerals’ Total Ownership Cost bulletin for the slurry pump offers a hard-and-fast, tighter design rule for coarse abrasive duty in particular: recommend the use of a reduced-eye impeller and a low-flow volute anytime your duty point falls below 60% of the BEP flow of a standard-geometry impeller; running off design to this degree leads to increased wear at the eye due to recirculation. This is a design-stage decision, not a monitored value, so you’d ideally flag this to your pump supplier at the RFQ stage if your duty is typically low – instead of waiting to remediate it afterwards. Backing for this mechanism in the literature comes from independent, peer-reviewed work: A 2024 hydraulic-performance and erosion-wear review validated an Archard model for wear prediction against experimental results for a slurry pump operated at its BEP and demonstrated that the impact of off-design conditions such as recirculation and incident angle on wear is measurable, not anecdotal; the precise magnitude of the wear penalty is, of course, dependent on your duty point and material.
Measured efficiencies can drop due to other things unrelated to the pump – wear at another impeller in the system, a change in system resistance, or a partially closed valve can all move your duty point so, if you’ve your other monitoring readings, it would be worth looking at them along with the field test before assuming your pump requires repair.
What to Inspect and How to Trend Wear Over Time
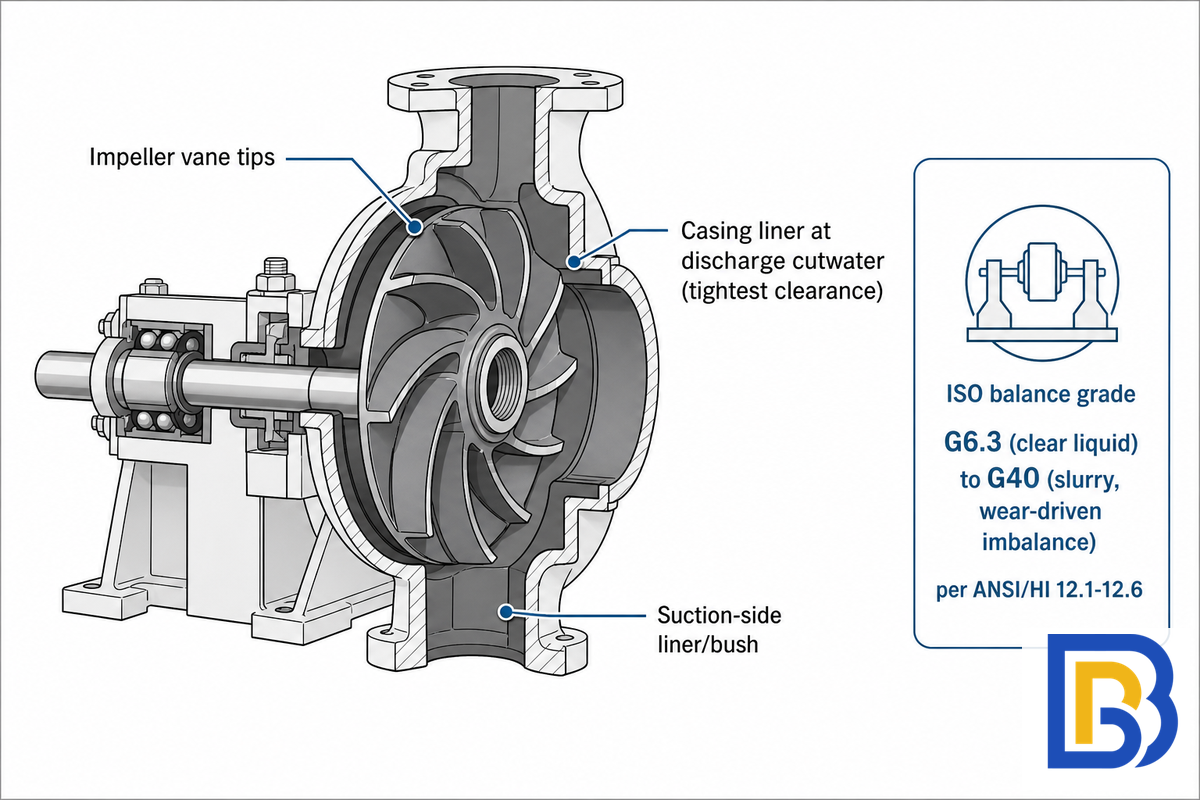
Three points of wear can account for most wear issues with a slurry pump before you’ve a failure – the tip of the impeller vanes, the wear plate and casing liner at the discharge cutwater (where liner-impeller clearance is tightest), the suction inlet liner, and the suction-side liner or bush. Inspect and measure all three on the same schedule.
Abrasive slurries carrying coarse solid particles wear faster than fine solid-liquid mixtures, and corrosive duty adds a chemical-attack component on top of the mechanical abrasiveness.
Peer-reviewed wear test results offer another tangible reason to inspect material selection in combination with the size of particles during that same inspection – a 2013 study published in the Wear journal demonstrated that at a coarse-abrasive mill-circuit throatbush, standard high-chrome iron outperformed natural rubber by 45% with the use of hypereutectic high-chrome cut wear by another 43% (versus the standard high-chrome material), so you could see an order of magnitude difference in wear life from material selection alone, for the same pump design. Our high-chrome vs. rubber-lined comparison covers material selection against particle size, and BBP’s own material recommendation tool narrows it to a specific choice if you haven’t made one yet – this guide assumes you’ve already chosen material and will be tracking its wear.
Single inspection yields condition, second-by comparison-yields rate; it’s rate, not the calendar, that should govern your changeout schedule. Document “record clearance” and remaining liner thickness, not just a pass/fail entry, so there’s a basis for the next measurement. Wear changes a slurry pump impeller in more than just thickness, because uneven wear throws its rotating balance out too; Hydraulic Institute’s own published guidance acknowledges this and notes slurry pump impellers are deliberately balanced less tightly than clean-liquid impellers (somewhere between ISO grade G6.3 and G40, with the detailed analysis codified in the ANSI/HI 12.1-12.6 slurry pump standard the guidance references); rising vibration on an otherwise-intact impeller often shows this balance shift before a visual inspection would catch it-exactly what a 2015 U.S. patent on slurry pump impeller fault diagnosis formalizes: trending energy level, crest factor and a computed fault-growth parameter from a vibration signal over time to plot a deterioration curve and forecast remaining useful life, not a point-in-time measure.
Bearing Temperature, Lubrication and Vibration, Reading the Early-Warning Signals
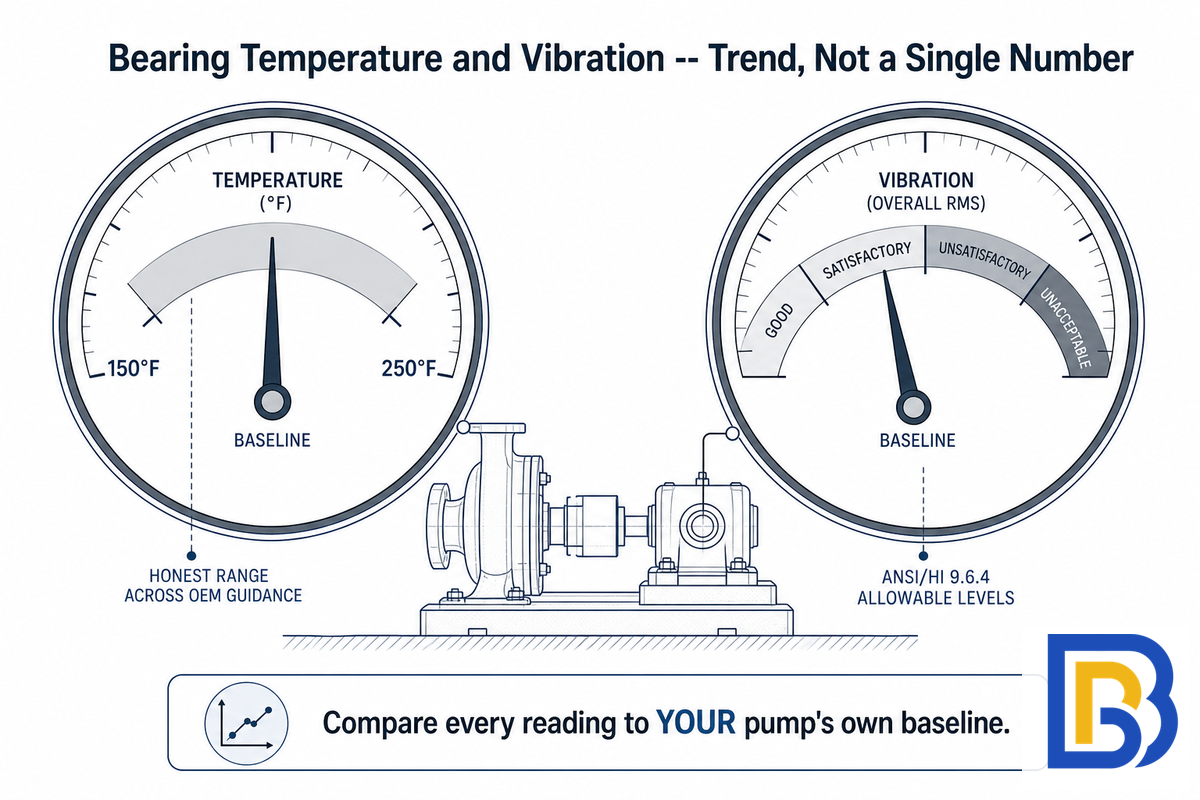
The two signals most cited in the maintenance manuals are bearing temperature and vibration; for temperature, more thorough cross-reference among multiple field guides reveals a helpful finding: the widely circulated figure of 140-170°F “normal” with a 200°F maximum appears to be just that-one document that was then republished at other locations rather than multiple independent sources. Another manufacturer suggests that “uncomfortable to touch” is around 150°F/65°C with a hard maximum of 248°F/120°C. Use any individual bearing temperature value as a point of data, not an absolute limit-a true working range among the various types of bearing, lubricant and service duty ranges from 150 to 250°F and it’s trends vs. your own pump that will count most. Check every week, when in normal service, and anytime a pump comes back from an extended shutdown or from having had the lubricant changed.
Bearing vibration (measured on the casing) has its own real standard in ANSI/HI 9.6.4 that was recently revised to include guidance for horizontal motors and submersible pumps and contains specified allowable vibration levels for both factory and field testing (formerly a separate standard). A trained person using a hand-held meter and making measurements on a fixed schedule and trending the results vs. a pump’s own past baseline will easily identify the early stages of bearing or imbalance before any perceptible noise is generated. Professional pump condition-monitoring also utilizes power draw, shaft position and discharge pressure as complementary variables and would be included in the monitoring program for an instrumented pump, but this document is limited to the three easily accessible parameters every plant can check with no investment in new equipment.
Lubricant condition is another thing that’s easily checkable on the same weekly round; oil lubrication should look clean, and cloudy or milky-looking lubricated bearing oil, water in the oil, usually means water has found its way past a compromised seal into the bearing housing and bearing assembly, which will cause damage to the bearing and motor if it goes unaddressed. Finding it this way is a cheap way to avoid expensive future costs and prevent damage in slurry pump maintenance; check the temperature and lubricant together, since either one alone can miss a developing problem.
Seal and Gland Adjustment Without Guesswork
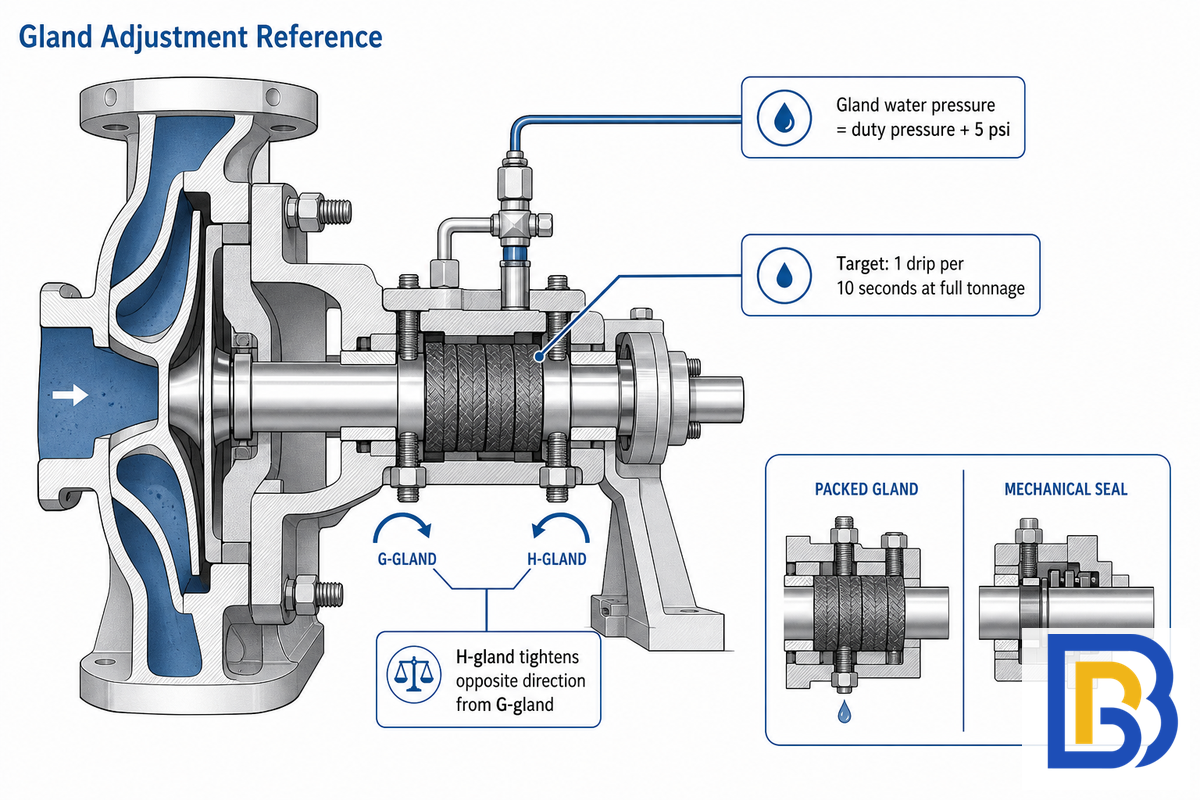
Packed-gland slurry pumps have the packing loaded into the stuffing box, the seal chamber around the shaft, and are adjusted by the factory to weep slightly on startup, to keep the packing from burning dry-this little weeping isn’t an indicator of a problem.
If yours uses gland water, try to maintain the gland water pressure at around 5 psi higher than discharge duty pressure; too high and you’ll waste water and dilute the process stream, too low and you may develop leaks through the packing and cause the packing to wear quickly as the process stream migrates into it. A good goal is to achieve about 1 drip per 10 seconds after the plant has come up to full tonnage-tightening much more only decreases packing life without increasing sealing and gland with “H” tighter in one direction, while gland with “G” tightens in the other.
Cartridge-style mechanical seals for slurry service are increasingly common because a cartridge mechanical seal will prevent the whole gland water issue and won’t clog the way an under-maintained packed gland can; seal selection sits outside field adjustment, so for that decision the Hydraulic Institute’s broader pump standards are worth consulting alongside your seal vendor.
In the modern approach to slurry pump orders, mechanical seals are being chosen specifically to reduce the number of things to keep track of in the maintenance schedule. So if you’re ordering a replacement pump and are currently using packed-gland shaft seals, keep mechanical seals in consideration.
The Changeout Decision, The 3-Signal Changeout Call
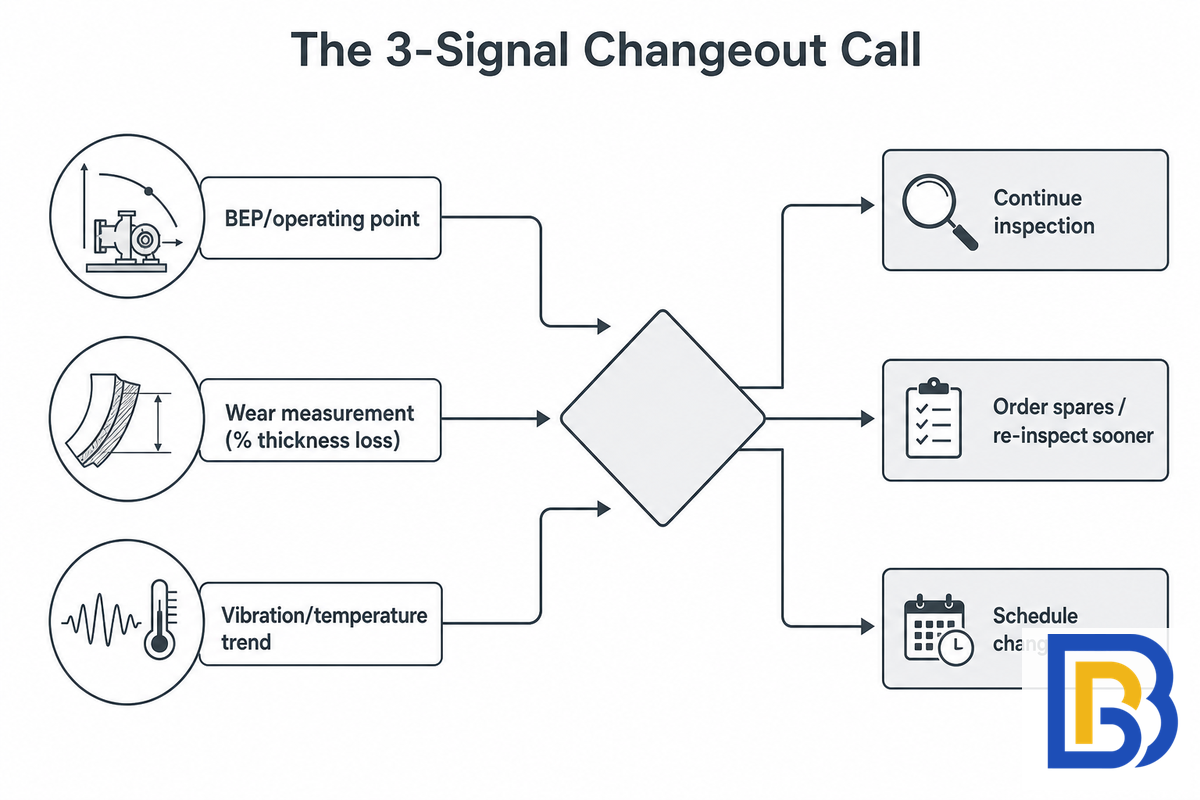
Your choice of when to change out can’t be made relying on just one indicator alone—you need to take all three into account: how far you’ve gone from the Best Efficiency Point (BEP) on your system’s performance curve, your original liner (or impeller wall) thickness vs. measured wall thickness, and vibration (or temperature) data trends vs. baseline, read against the allowable levels in ANSI/HI 9.6.4.
Pumps have liners that are meant to wear, and maintenance field guidance from our pump specialists commonly calls for replacement when around 50% of the original liner/impeller wall has been lost. But that doesn’t mean the pump must be replaced now; it needs to be considered along with operating-point and vibration/temperature trend, and against how much of the life of the pump you still expect from the rest of the assembly before you dismantle it and order replacement parts. The “3-Signal Changeout Call” table below makes it possible to document and justify the changeout decision.
| BEP / operating point | Wear measurement | Vibration / temperature trend | Recommended action | Limitations / not suitable for |
|---|---|---|---|---|
| Within POR/AOR | <25% thickness loss | Flat vs. baseline | Continue normal inspection interval | — |
| Within POR/AOR | 25-50% thickness loss | Flat vs. baseline | Order spares now; re-inspect at half the normal interval | — |
| Within POR/AOR | >50% thickness loss | Flat vs. baseline | Schedule changeout at next planned outage | Not suitable if a shutdown window is >60 days away — see below |
| Outside POR/AOR | <25% thickness loss | Flat vs. baseline | Correct operating point first (valve, system curve, VFD); re-check wear rate after | — |
| Outside POR/AOR | 25-50% thickness loss | Rising | Correct operating point AND schedule inspection within 2-4 weeks | — |
| Any | Any | Rising sharply, or temp >250°F sustained | Inspect within days, not weeks — treat as potential bearing failure in progress | Not a substitute for immediate shutdown if accompanied by unusual noise or leakage |
| Any | >50% thickness loss AND rebuild history increasing in frequency | Any | Replace, not rebuild — per rebuild-vs-replace field guidance | Not applicable if the casing/frame itself is still within spec — a rebuild may still be economical |
| Within POR/AOR | First inspection, no baseline yet | No baseline yet | Record all three as the baseline; no action beyond documentation | Not suitable as a changeout signal on its own — this row exists to create the baseline the table above depends on |
| Data unavailable (no gauge/flow meter installed) | Any | Any | Install a pressure gauge and flow meter before relying on this table | The table’s first column cannot be assessed without field instrumentation — this is the most common gap we see |
When two of these three signals are in agreement, it’s usually sufficient to take action. Three of the signals are generally decisive and can be used to eliminate all guesswork. This information won’t alter the basic cost-of-ownership calculation, however; a BBP slurry pump total cost of ownership guide can help you calculate total cost of a planned changeout vs. running to failure, and a BBP unplanned downtime cost estimator can tell you the difference between the cost of unplanned vs. planned changeouts.
When Not to Buy Time, Common Failure Modes That Mimic Normal Wear
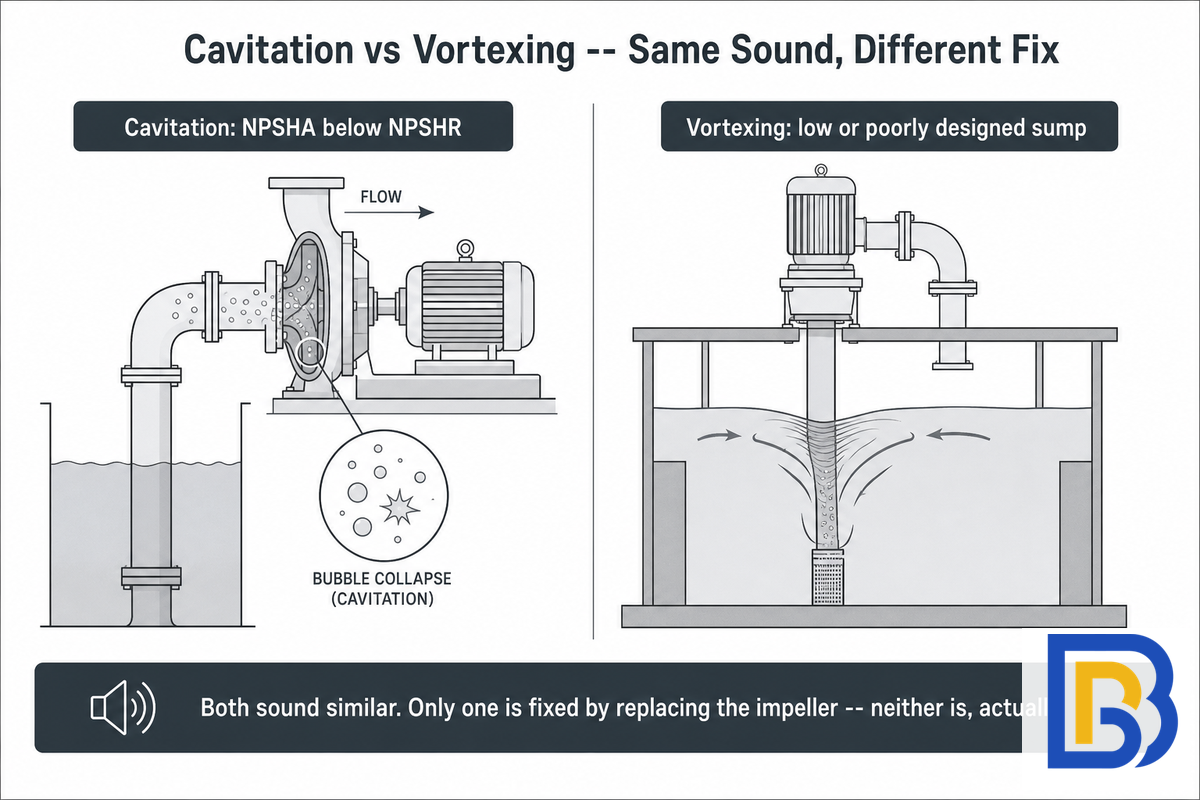
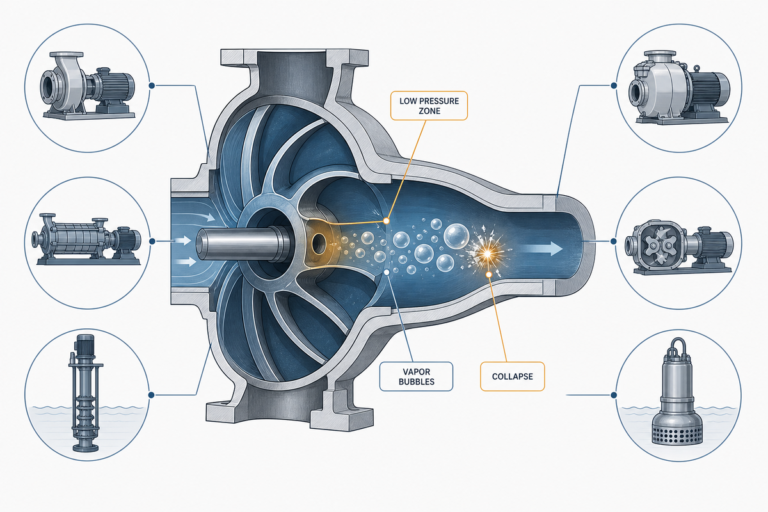
Cavitation and low-sump-level vortexing cause a similar crackling or rattling sound from the pump but arise for different reasons and are fixed in different ways, and mistaking the one for the other wastes an inspection cycle. Check the sump design before you touch the impeller.
Cavitation occurs when available suction head (NPSHA) drops below the pump’s required suction head (NPSHR), and the 2024 revision of ANSI/HI 9.6.1 – the Hydraulic Institute’s own NPSH margin guideline, which was revised to use NPSHR rather than the old NPSH3 basis – now advocates evaluating pumpage characteristics, the effects of physical wear, and the site/system condition jointly, rather than relying on a fixed-margin guarantee. Low or poorly designed sumps generate vortexing, which produces an externally similar noise but is a problem with suction side design, not pump performance; replacing a worn impeller won’t help.
“Insufficient margins can lead to noise, vibration, loss of performance, and overall reliability issues.”
Do
- Check sump level and inlet piping design before assuming a bearing problem
- Confirm NPSHA against the current NPSHR curve, not an assumed margin
- Log the exact sound and when it started — intermittent vs. continuous points to different causes
Don’t
- Replace the impeller before ruling out a suction-side design issue
- Assume a homemade or second-hand sump matches the original design intent
- Treat gland-water flooding-then-drying cycling as a seal fault without checking for entrained air
Another factor in wear rate, entirely independent of pump condition, is pipe material and size-under-sized piping leads to high velocity and high head loss, over-sized piping lets sediment collect and settle, and incorrect sizing results in excessive wear on the pump.
Building a Slurry Pump Maintenance Cadence, Daily, Weekly and Quarterly Checks
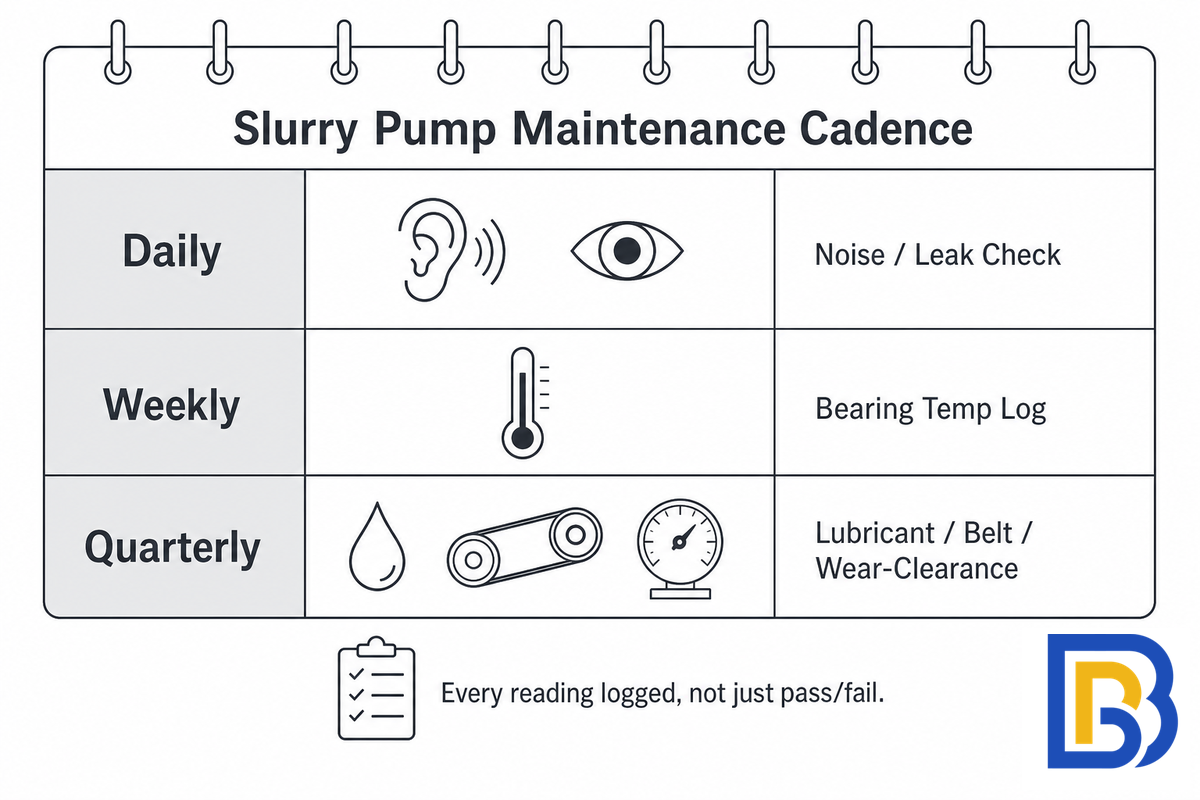
Your slurry pump maintenance schedule is what turns the checks above from individual tasks into a systematic program, rather than ad hoc activities; the frequency of inspection is as important as the test itself. Check the pump daily for new or changing abnormal sounds or vibrations, and make a quick visual scan for leakage around the gland. Test the bearing temperature weekly, and compare it to the steady-running level, not a specific value. Lube the bearing and check the tension on the belt if belt-driven (use a Gates-type belt-tension gauge to catch a loose belt before it causes excessive motor bearing temperature); inspect clearance on the wear parts at the cutwater and the suction liner quarterly, in line with the measurement cadence the Hydraulic Institute’s vibration standard assumes for trending against baseline. Every inspection (not just quarterly inspections) should include recording the measured value—not just a pass/fail—so the reading can be compared to previous values, since that comparison is what feeds the changeout table earlier in this guide. Be proactive and stock common wear items (impellers, liners, gland-repair kits) based on the trend you can already see, rather than waiting for a failure. BBP’s slurry pump spare parts range ships common wear parts in stock, whereas more-engineered parts and non-standard items can take 30-45 days from receipt of PO.
These are the essential maintenance tips that keep optimal performance consistent: regular maintenance and properly scheduled maintenance tasks catch problems while they’re still cheap to fix. Whoever is assigned to perform maintenance on a given pump should follow the same maintenance procedures every time-proper maintenance is repeatable maintenance, not a fresh judgment call on each visit, and that consistency is what separates a program built on best practices from one that just reacts to the last failure.
| Interval | Task | What it catches |
|---|---|---|
| Daily | Listen/visual check for noise, vibration, leakage | Sudden-onset problems (cavitation, gland failure) |
| Weekly | Bearing temperature log vs. baseline | Developing bearing/lubrication issues |
| Quarterly | Lubricant change, belt tension check, wear-clearance measurement | Gradual wear trend, belt slippage |
Where Condition Monitoring Is Actually Heading
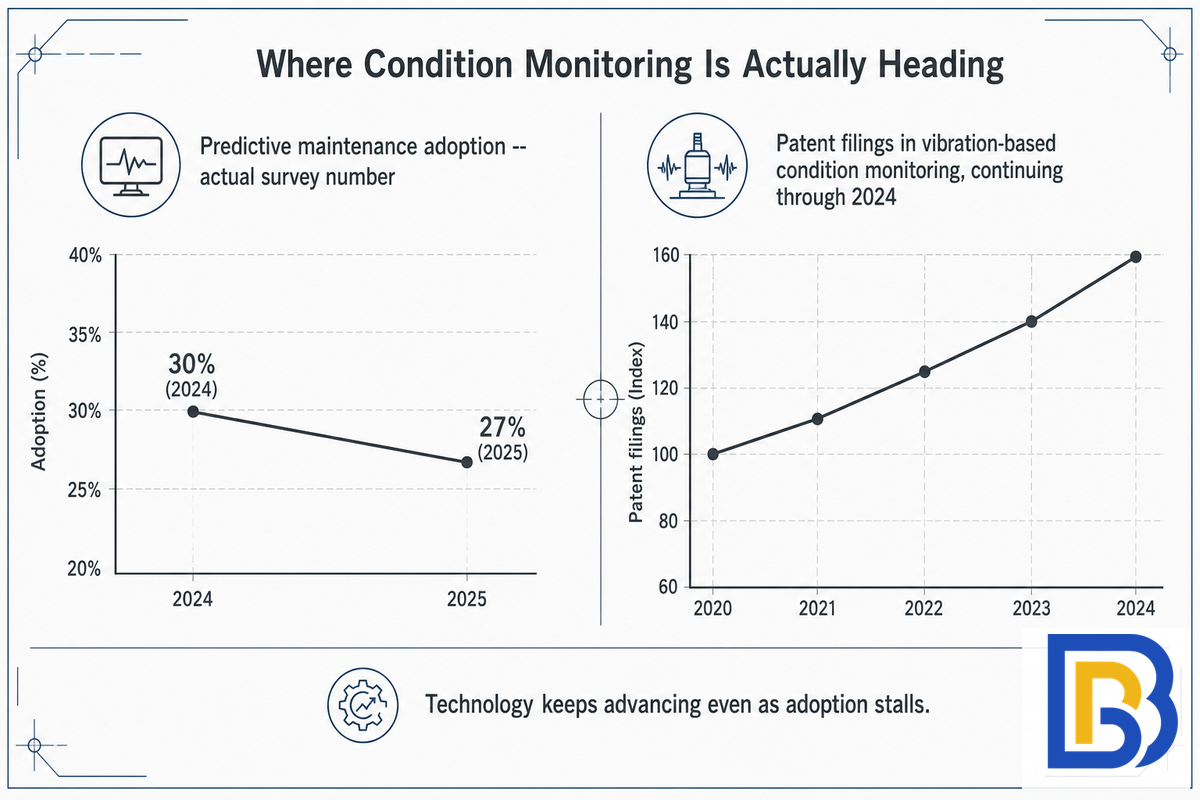
Implementation of predictive maintenance is rarely a smooth ride on an upward curve. A 2025 peer-reviewed review of predictive maintenance practice across manufacturing, published in Intelligent Systems with Applications, identifies data gaps, low implementation rates and a lack of a firm basis for measuring ROI as persistent issues.
The results of a separate annual industry survey from a vendor of predictive maintenance software found that implementation actually fell from 30% of facilities last year to 27% this year, a small but tangible decline, even though the survey itself was headline-written with the description “rising steadily.” When the number contradicts the narrative, trust the number.
Meanwhile the core technology marches ever forward: slurry pump condition monitoring via vibration is still patentable in 2024 (including one utility model application for a dedicated pulp-pump vibration fault monitoring device, and previous art for accelerometer-based remaining-useful-life prediction), while cost, cybersecurity and internal skills gap – not technology maturity – remain the primary barriers survey respondents report most often. If you’re considering adding permanent sensors versus using the manual tasks in this guide, manual BEP, wear, and vibration checks in the frequency outlined below catch most of the same failure modes for less money than the instruments do, and are a good test case before committing instrumentation to all the pumps in your fleet.
Why We Write This
We checked common field recommendations repeated across other slurry pump maintenance guides against Hydraulic Institute standards, relevant peer-reviewed wear-mechanism research, and patent filings before including them here, rather than repeating the generic checklist format common across other slurry pump maintenance guides.
Where a field number couldn’t be traced back to its original source – including one figure we found misattributed on a manufacturer’s own site – we removed it rather than repeat it. Numbers attributed to other manufacturers or field-service providers are cited by name and not verified beyond the source cited; numbers from standards bodies and peer-reviewed journals are linked directly so you can check them yourself.
📐 Reviewed by the BBP Manufacturing Co., Ltd. technical team
BBP’s slurry pump line is made with the same proprietary casting and heat-treatment process described in our slurry pump range overview, and the field wear-life data referenced above is what underlies BBP’s own recommended pump operation procedures.
Frequently Asked Questions
Q: How do you maintain a slurry pump?
Slurry pump maintenance combines daily visual/noise checks, weekly bearing-temperature logging, and quarterly lubricant, belt, and wear-clearance inspection, tied together by tracking the pump’s operating point against BEP.
Outside of these everyday tasks, the readings are only meaningful for making a callout decision if they’re trended against a baseline history for the pump itself: A single reading will tell you condition, but comparing a current reading to previous data will tell you the rate of degradation, which is the key factor for determining your maintenance schedule-not the calendar.
Q: What are the common problems with slurry pumps?
Wear-driven efficiency loss from off-BEP operation, cavitation or vortexing mistaken for pump defects, gland or packing leakage from incorrect adjustment, and bearing failure from heat or contaminated lubricant are the most common slurry pump problems.
Several of these symptoms are nearly identical (a clattering sound may result from cavitation, a vortexing fluid column due to poorly designed sump or the beginnings of bearing wear), which is why this guide organizes diagnostic tasks (operating condition, wear, vibration, temperature, suction) separately instead of offering a catch-all checklist.
Q: How long do slurry pumps last?
A well-maintained centrifugal slurry pump commonly runs 5-15 years overall, while individual wear components like impellers, liners, and seals typically need replacement every 6-24 months depending on solids content and operating point.
This type of service at the high end of wear rate (such as mining, with a coarse cyclone-feed duty) makes the pump’s own history – not an interval borrowed from another operating environment – the appropriate basis for when to check wear thickness in the 3-Signal Changeout Call table above.
Q: What temperature should a slurry pump bearing run at?
Field guidance across manufacturers ranges from a normal operating band of 140-170°F up to an absolute maximum near 248°F, so treat the trend against your own pump’s baseline as more meaningful than any single universal number.
Pick one figure and log against it consistently.
Q: When should I replace slurry pump impellers or liners?
Plan a replacement once wall thickness loss approaches roughly half the original thickness, or sooner if that wear coincides with the pump running outside its preferred operating region or showing rising vibration.
Use the 3-Signal Changeout Call table above to confirm.
Q: What is the preventive maintenance of a pump?
Preventive pump maintenance is a scheduled program of inspection, lubrication, and parameter checks performed on a fixed interval — regardless of whether a problem has appeared — aimed at catching wear and drift before they cause unplanned downtime.
For the slurry pump line in particular, it is recommended that your fixed-interval checks (as covered above) be supplemented by condition-based triggers (as laid out in the 3-Signal Changeout Call table earlier in this guide) since the rate of wear on abrasive duty can vary wildly from one similar pump to another depending on solids content and the operating point.
Q: Is it cavitation, or something else?
Cavitation comes from insufficient suction head (NPSHA below NPSHR) and produces a crackling sound, while vortexing from a low or poorly designed sump sounds similar but is a suction-side design issue rather than a pump defect.
Check the sump first.
References & Sources
- Pump Curves, Preferred and Allowable Operating Regions — Hydraulic Institute
- ANSI/HI 9.6.4, Rotodynamic Pumps for Vibration Measurements and Allowable Values — Hydraulic Institute
- Understanding the 2024 Updates to ANSI/HI 9.6.1, NPSH Margin Guideline — Alex Moser, Hydraulic Institute
- Rebalancing Pump Impellers — Hydraulic Institute, via Pumps & Systems
- Walker & Robbie (2013), “Comparison of some laboratory wear tests and the wear of slurry pump impeller materials in field use,” Wear 302(1-2) — Elsevier
- A review on the hydraulic performance and erosion wear of slurry pumps (2024) — ScienceDirect
- Systematic review of predictive maintenance practices in the manufacturing sector (2025) — Intelligent Systems with Applications, Elsevier (open access)
- US20150122037A1, Method for Diagnosing Faults in Slurry Pump Impellers — Google Patents
Related Articles
- Is a Slurry Pump Just a Centrifugal Pump? — the foundational comparison for readers new to slurry pump terminology
- High Chrome vs. Rubber Lined Slurry Pump — material selection that determines your wear-monitoring baseline
- Slurry Pump Total Cost of Ownership — the dollar-cost side of the changeout decision
- Sand & Dredge Pump Wear Life and TCO — the same wear-tracking logic applied to BBP’s sand and dredge pump line
- Sludge Pump Product Line — for lighter-duty municipal sludge service where wear rates differ from mining slurry
![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-768x512.png)

![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-150x150.png)

