
Get in Touch with BBP
Quick Specs: Slurry Pump vs Centrifugal Pump
| Shared operating principle | Rotating impeller + centrifugal force (both are rotodynamic) |
| Slurry pump solids handling | Up to ~60% solids by weight; particles to 200 mm in dredge variants |
| Slurry derating (settling slurry) | Efficiency Ratio ER ≈ 0.85–0.96 of the clean-water curve |
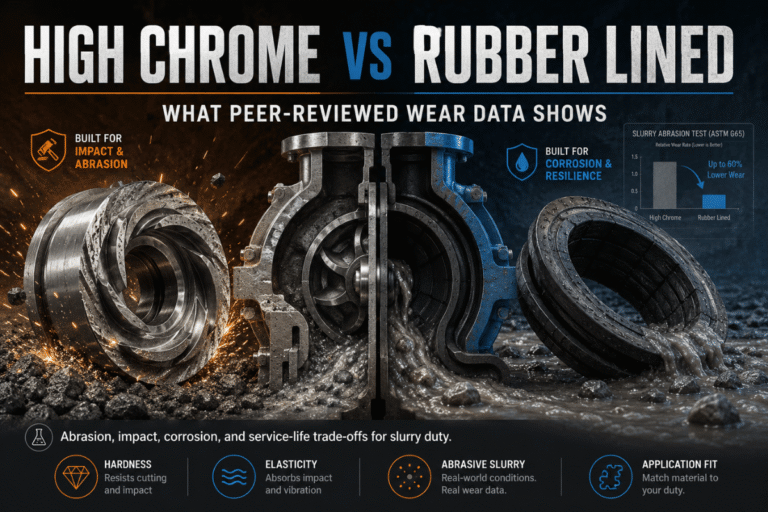
| Wear-side materials | HCCI to ASTM A532 (500–700 BHN), natural rubber, polyurethane |
| Max impeller tip speed (abrasive) | Commonly held to ≈ 25 m/s to protect wear life |
| Governing standard | ANSI/HI 12.1–12.6 (rotodynamic centrifugal slurry pumps); ISO 9906 acceptance test |
In a slurry pump vs centrifugal pump decision, the slurry pump is really a centrifugal pump reconfigured to survive abrasion, not an exotic machine. If you’ve ever stared at a procurement sheet torn between the two, that confusion is normal, because the categories overlap heavily. Knowing exactly how the slurry version is reconfigured is the difference between a pump lasting five years and one worn out in five months.
In short: Yes, with a few caveats, most slurry pumps fall into the centrifugal category. What do they’ve in common? They both move fluids via rotating impeller and the generation of centrifugal force. Where do they differ? A slurry pump is the heavy-duty, abrasion-resistant variant, a workhorse for solids-rich liquids, unlike the clean-water preference of a conventional centrifugal pump. Although positive-displacement varieties are also designated as slurry pumps for extremely abrasive conditions.
💡 Key takeaways
- Even though it’s counter to typical engineering intuition, opting for a higher speed or larger size centrifugal pump for a slurry is rarely the solution – rather, high velocity only aggravates abrasive wear.
- While on an everyday settlers’ slurry, a modest derate (efficiency around 0.85 to 0.96) allows a centrifugal pump to generate the required pressure or head, the actual problem is whether it stands up to the abrasive challenge.
- For applications demanding high pressure, high viscosity, non-Newtonian fluids, or metering functions, positive displacement pumps emerge as the primary choices.
- The key factor in pump economics for slurry applications, more than initial purchase price, is a matter of wear life.
The Short Answer: Is a Slurry Pump a Centrifugal Pump?

The short answer to slurry pump vs centrifugal pump is that a slurry pump is a type of centrifugal pump: a heavy-duty, wear-armored version built for abrasive, solids-laden duty. A 2025 mining review defines a centrifugal slurry pump exactly that way. Both use a rotating impeller and centrifugal force to add kinetic energy, which a volute casing converts to head.
Independent NASA research on centrifugal slurry pump abrasion documents the same impeller-driven mechanism in both families.
Here’s where it gets a bit more nuanced: ‘Slurry pump’ is best under stood as an application designation, rather than referring to a singular design mechanism. Within this designation, we find rotodynamic (centrifugal) slurry pumps – which represent the vast majority of installations – and positive-displacement slurry pumps, specifically designed for ultra-high pressure and viscosity challenges. Therefore, when the question of a slurry pump being “simply” a centrifugal pump arises, the accurate reply is that most fall into the centrifugal category, though the broader slurry pump family includes positive-displacement options, and even the centrifugal variant is heavily modified.
Can a Centrifugal Pump Handle Solids or Slurry?
A standard centrifugal pump can move light slurry briefly, but it is ill-suited to sustained abrasive duty and degrades fast. Clean-water pumps are built for efficiency: close clearances, slim casings, compact impellers. Add abrasive solids and the vanes, casing, and seals erode quickly. That is why the purpose-built slurry pump exists, trading a little efficiency for wear-resistant materials and generous clearances. Choosing a clean-water pump for slurry is a decision about how soon you replace parts.
Same Centrifugal Principle, Different Engineering Brief
The only difference is they both have the same physics. The impeller rotate, centrifugal force is used to throw the fluid from the eye out towards the rim, kinetic energy is built and the volute casing then turns that velocity into discharge pressure. That identical system is what allows a Centrifugal pump to produce high flow rates at high efficiency and what determines the basic flow rate-head differential of both pumps. Remove the abrasive surfaces and a slurry pump contain a centrifugal pump’s hydraulic framework. That shared impeller-and-volute action underlies decades of peer-reviewed slurry-pump wear research.
What they aren’t doing differently is their job. A clean-water centrifugal pump is said “move this quantity at this head, no loss.” The slurry pump is said to “move this slurry at reasonable head, and be happy trying” so a lesser number of fewer, fatter vanes, (liners on its shell), larger shaft and bearings, running slower than the clean one in the first picture. One other functional point: standard centrifugals often have priming need or a flooded suction, so installing both families will lead to differences in their sump arrangements or how their heads work in a pit.
Slurry Pump vs Centrifugal Pump: Side-by-Side Comparison
It is the 12 points engineers really use to scope a duty A slurry pump gives up a percent or two of its efficiency in exchange for a pump life sufficient to pump up to 60 percent solids by weight: a regular centrifugal pump maintains efficiency in clean fluids of low concentrations. The derating in this table follows the ISO 9906 and ANSI/HI 12.1-12.6 methodology.
| Dimension | Standard Centrifugal Pump | Centrifugal Slurry Pump |
|---|---|---|
| Operating principle | Rotodynamic (impeller + centrifugal force) | Rotodynamic — same principle |
| Target fluid | Clean / low-solids, low-viscosity liquids | Abrasive, solids-laden settling slurry |
| Max solids (by weight) | A few percent before wear becomes severe | Up to ~60% |
| Impeller | 5–8 thin vanes, closed, efficiency-tuned | 2–5 thick, wide vanes; open/semi-open option |
| Wetted materials | Cast iron, bronze, 316 stainless | HCCI (ASTM A532), natural rubber, polyurethane |
| Casing | Thin single wall | Thick, with replaceable metal or rubber liners |
| Running speed | High, optimized for efficiency | Deliberately low; tip speed held near ≈25 m/s |
| Hydraulic efficiency | Higher (clean fluid) | Derated by ER ≈ 0.85–0.96 on settling slurry |
| Shaft sealing | Standard mechanical seal | Expeller/dynamic, gland-water, or heavy mechanical seal |
| Wear life | Long on clean fluid, short on slurry | Engineered around scheduled liner/impeller renewal |
| Typical industries | HVAC, water supply, fire, building services | Mining, mineral processing, dredging, tailings |
| Relative purchase cost | Lower | Higher (justified on wear-life TCO) |
Heavy duty slurry pump technology is represented by the types of solids and material data presented here. Based upon the ANSI/HI 12.1-12.6 procedures the following applies derating.
The 7 Engineering Differences That Decide Wear Life
Strip out the marketing hype, the slurry vs centrifugal equation works down to seven conscious design decisions that all sacrifice either efficiency or cost, in the pursuit of not wearing out. A peer-reviewed ASME erosion study maps the heaviest material loss to the impeller and casing.
- Design of Impeller. Slurry impellers typically have less (typically 2 to 5 wide, thick vanes), so that large particles don’t plug them, whereas the clean-water impeller would have 5 or 8 thin vanes designed to achieve a specific efficiency.
- Wet materials Slurry wet ends are cast from hi-chrome cast iron that meets ASTM A532, class III (which runs roughly 25-30% chromium, with a BHN between 500 and 700, or 50-65 HRC). If the wet end is not cast from hi-chrome cast iron then it is typically rubber-lined, or lined from polyurethane, which is both tougher and more elastic than a bronze and cast iron pump would be.
- Casing and liners Slurry casings are thick-walled and feature replaceable liners, ensuring the wear part is scheduled consumable, rather than a pump being disposed of.
- Clearances. Larger, externally adjustable running clearances are more accepting of particles in order to preserve performance as parts wear.
- Shaft & Bearings Oversized shaft and weighty bearing housings withstand slurry’s inherent flexibility and the load variations associated with large quantities of moving solid material.
- Seal. We use expeller (rotary dynamic) seals, gland water packed, or heavy duty cartridge mechanical seals to prevent abrasive solids from entering the shaft seal- the item that’s destroyed first on a pump application that doesn’t have a true, appropriate type of fit.
- 4. Flow Speed Slurry pump speed is always on the slow side. Erosion rises steeply with impeller tip speed, and so designers tend to cap it – something like 25m/s is often quoted, and lower for rubber-covered wet parts – even though this costs head and you require physically large pump sizes.
Our foundry runs its own high-chrome A532 slurry pump range on the same lines where we machine ANSI B73.1 wetted parts for clean-water centrifugal pumps. The slurry range reaches 12,000 m³/hr and 90 m of head; the clean-water range reaches 3,000 m³/hr and 150 m of head. Slurry wet ends are cast in high-chrome white iron at roughly 25 to 30% chromium and heat-treated to 500 to 700 BHN, and every unit passes an ISO 9906 hydraulic acceptance test. From managing both ranges over many years the one fact stands out – the difference is not the logo – it is metallurgy and geometry, a tangible difference felt when considering the wear life. Independent research confirms where the wear problem really lives. A numerical modelling of the erosive wear process in centrifugal slurry pumps maps the highest area of material loss to the impeller and the casing.
Reading the Fluid: Solids, Abrasiveness, and the Derating Trap
Your application defines your pump. We care about four numbers mostly: solids concentration by weight, specific gravity, particle size, and corrosivity/abrasivity. If we don’t get these right, even the finest slurry pump will fail. Typical mineral slurries contain 1.4 to 2.5 specific gravity and particles up to 200mm on an average dredge operation. Each parameter influences the pump choice significantly. Centrifugal slurry pumps are also bounded by head and casing pressure, as U.S. DOE technical literature notes.
Perhaps the most important and misunderstood aspect of pump selection. A slurry pump working on a dilute fine and lightweight settling slurry won’t just lose a quarter of its potential – rather it will work at around 0.85-0.96 of its clean-water characteristic – and we’ll describe this as Efficiency Ratio (ER). As solids concentration rises or specific gravity and particle size increase, that factor will inevitably decline (frequently falling between 0.6 and 0.8 of its water characteristic) for coarse, dense, abrasive slurries, so the precise de-rating factor always requires knowing the details. Fortunately, the methodology is defined. ANSI/HI 12.1-12.6, a document developed specifically for slurry pumping by the Hydraulic Institute.
📐 Engineering Note — the Slurry Pump Derating Band
Select sizing of settling slurry with an Efficiency Ratio of ER 0.85-0.96 (based on Hr for Head, Er for Efficiency by ANSI/HI 12.1-12.6). Boundary marker: this applies to typical settling slurry, not to more complex situations like highly viscous or non-Newtonian slurries (those typically above 800-1000cP) where a centrifugal pump is susceptible to cavitation and clogging, and the standard calculations won’t apply – in that scenario we need to look to positive displacement pumps.
The trick isn’t that a centrifugal pump can’t generate the head – it normally can when handling settled slurry. The trap is that you base the pump’s selection on its clean-water performance curve, and then find it falling short while wearing out. Field practitioners tell the same story over and over: solids increase internal friction and accelerate impeller wear; therefore, the correct thing to do is apply a derating factor, and then keep speeds low. To illustrate, a slurry with 30% solids by weight with an Efficiency Ratio of 0.90 will exhibit roughly a 10% reduction in head and a 10% reduction in efficiency as compared to the clean-water curve. One final system-level phenomenon missed by pump curves is the phenomenon of settling slurry’s requirement to maintain sufficient velocities – greater than a critical value, called the deposition velocity – to prevent sedimentation within a pipeline. As a result, long-distance slurry transportation is as much about pipeline Hydraulics as it’s about pump wear resistance.
Types on Each Side: Matching Geometry to Service

Both of the groups described above further break out into individual pump designs. The distinguishing characteristics among these individual pump styles are the slurry you’re transporting and how they fit into your installation – will you be designing for a wet sump, pipelines, or in-line? Design refinements such as the wear diverter in USPTO patent US7465153B2 target each variant’s wear path.
| Variant | Pump Type | Best-fit service |
|---|---|---|
| End-suction | Centrifugal | General clean-water transfer, building services |
| Multistage | Centrifugal | High head, boiler feed, pressure boosting |
| Split-case | Centrifugal | High flow, fire (NFPA 20), large water transfer |
| Self-priming | Centrifugal | Above-liquid installs, intermittent drainage |
| Horizontal slurry | Slurry | Mill discharge, cyclone feed, tailings transfer |
| Vertical (cantilever) slurry | Slurry | Sump and pit service, no submerged bearings |
| Submersible slurry | Slurry | Dredging, deep sumps, flooded excavations |
| High-chrome heavy-duty | Slurry | Coarse, highly abrasive mineral slurry |
| Rubber-lined | Slurry | Fine, high-velocity abrasive slurry; corrosive duty |
Practical Rule of thumb: decide which group your pumped fluid dictates first, based on its abrasion qualities. Then select the style from that group that best suits your piping configuration, using solids as a deciding factor. Fast-moving, fine material would suggest rubber lining. Heavy rock and gravel would point to high-chrome iron. Our slurry pump material selector guides the high-chrome-vs-rubber comparison by particle size and pH.
The Real Cost Gap: Purchase Price vs Wear-Life TCO
While the initial purchase price for a slurry pump is higher, its full life cycle cost typically compares favorable. Most people mistakenly believe this occurs as a direct result of reduced parts costs for slurry pumps. The dominant lifelong operating expense, however, for any pump, including those handling slurries, is power. Per the DOE pump cost guide line, energy comprises as much as 40 percent of total cost, while parts make up 10-15 percent and maintenance/downtime another 25%. These shares come from the U.S. DOE pump life-cycle cost guide.
Two factors are relevant to the calculation mentioned above. Firstly, the 40% energy component varies, especially in energy intensive, 24/7 applications, where power can become up to 95 percent of life cost. Second, the maintenance, and downtime category for slurry pumps includes costs related to scheduled maintenance, as well as the far more severe impact of unplanned shutdown as result of a plugged or failed pump. This impact-not just cost of a part, but time off-stream-is why building in additional upfront resistance to wear makes economic sense for such services.
“We’ve moved casting and heat treating in house because that is where all pump wear really happens. If we see the alloy is off, it’s evident only three years into operation with wear twice what our calculations said it would be. With process control, the wear rate that we give is the one they’ll get at the plant.
Run the numbers on your own duty cycle before you decide. Use our 10-year centrifugal pump TCO calculator to weigh energy, maintenance, and parts against the purchase price so finance can see the whole picture.
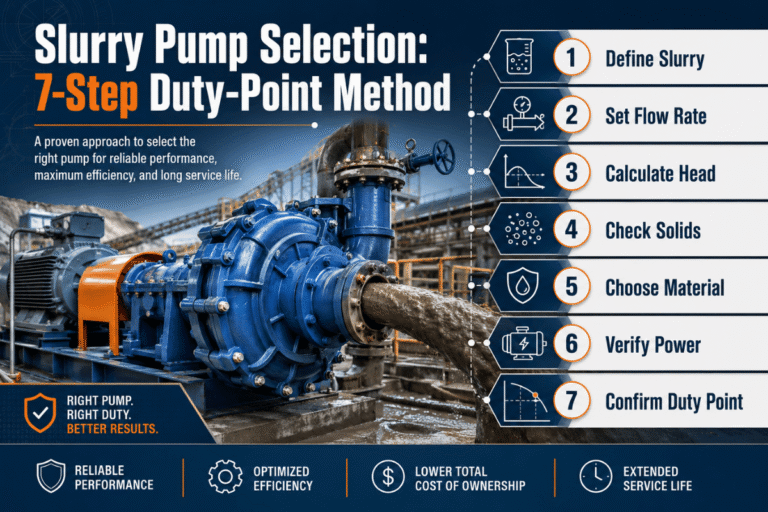
How to Choose: The 5-Filter Pump Selection Path
Choosing the right pump is the art of elimination-not by one spec, but five criteria. Run through these in order: Once the work, pressure, process conditions, piping size, and installation are sorted, your options drop to a single pump family, and the right pump for the duty becomes obvious. At the high-pressure end, a positive-displacement pump meets discharge pressures above 6,000 kPa (6 MPa, roughly 60 bar) that exceed the practical single-stage centrifugal ceiling near 6.9 MPa.
The 5-Filter Pump Selection Path
- Solids content and type: clean or a few percent fines point to a standard centrifugal pump; meaningful settling solids (up to ~60%) call for a centrifugal slurry pump.
- Specific gravity: high SG raises absorbed power and wear, so move to a heavier slurry build and a lower running speed.
- Particle size and abrasiveness: fine and fast favors rubber lining; coarse and angular favors high-chrome iron; large lumps need a larger sphere-passage impeller.
- Head, flow and viscosity: moderate head with a settling slurry stays centrifugal, while very high pressure (the 6 to 6.9 MPa range), high viscosity, or non-Newtonian behavior points to positive displacement.
- Duty cycle and lifecycle: 24/7 abrasive service rewards paying for wear life and running as close as possible to the best-efficiency point.
Which Is Better, a Centrifugal Pump or a Slurry Pump?
One isn’t “better” in the abstract – they answer different questions. Clean water, building services, high-flow transfer require standard centrifugal pumps; it’s more efficient and economical. Abrasive, solids-laden duty requires heavy-duty slurry pumps; there’s no other alternative, and the initial cost is recouped in uptime. And the truly separate case is positive-displacement: duty involving extreme discharge pressures, viscosities or Non-Newtonian fluids, and precision metering requires PDs that deliver discharge pressures greater than 6,000 kPa.
Common Failure Modes Engineers Plan Around
The overwhelming number of slurries pump and centrifugal pump failures are predictable and know that failure is preventable. Where is where to monitor each design fail first? Field failure records compiled by U.S. government inspectors trace many to abrasive shaft-seal wear.
⚠ Slurry pump failure modes
- Impeller and liner erosion (scheduled, but watch the interval)
- Shaft-seal failure – most often complained of in the field; gland-water flushed, orexpeller seals remedy it.
- Recirculation and off-BBP wear when oversized
- Settling and blockage below critical velocity
⚠ Centrifugal pump failure modes (on solids)
- Rapid impeller and casing wear on abrasive fluid
- Cavitation when NPSH margin is thin
- Clogging of narrow, multi-vane impellers
- Mechanical-seal damage from dry running
There’s a surprising amount of agreement amongst practitioners that it’s the seal which fail first. As the engineering forum discussion on the gland-water function indicates “In a nutshell, when you supply adequate flush water in the gland, abrasive solids stay at a sufficient distance to stay away from the seal faces-and any breakdown begins in the seal face with failure of flush.” One widely accepted gland-water specification requires a supply of gland-water of 0.7 to 1.5 barg above the suction pressure of a roughly 1 to 3% flow of the pump. It’s this same field logic that helps one to understand why a centrifugal pump fail so quickly when running dry: without any fluid present to carry heat away, the mechanical seal is destroyed within seconds.
Industry Outlook: Wear Tech, Mining Demand, and Effluent Rules

Three forces are rewriting pump selection for both slurries and for centrifugal in the late 2020s. Market Size Demand: Whatever numbers market-research reports throw at the slurry pump market-ranging widely from the low-1bnUSD to nearly 3bnUSD over 2025-6-they concur on what drives the slurry-pump space: increasing volumes for mining and mineral processing and, equally importantly for many of the major players, the ever-increasing volumes of tailings being handled. Take the exact numbers as pointing the right way rather than absolute truths. Acceptance testing under ISO 9906 continues to anchor how these pumps are specified.
Second, the materials. Wear tech is pushing the envelope: silicon-carbide and ceramic-matrix composites, exotic surface coatings, CFD-designed hydraulics. All are helping extend impeller and liner life; condition-based and predictive maintenance has led to better planning of those liner changes, and operation ever closer to the BBP. Third, regulation and standards. Tightening effluent and tailings requirements that led to the BBP push have made all buyers purchase pumps that can’t just lose less product and water, but come equipped to do so. Get spec’ing near BPE for a 2026 job, make sure the seal water plan is detailed, and prepare to order wear parts as an at-cost consumable rather than an unexpected expense.
Frequently Asked Questions
Q: What are the common problems with slurry pumps?
View Answer
Liners and impellers wear, shaft seals fail, the pump recirculates when oversized or run far from its best efficiency point, and solids settle out to cause blockages below the critical deposition velocity. Field crews report shaft-seal failure as the single largest cause of unplanned downtime, hence the focus on gland-water flush plans and expeller seals. Most of these modes are predictable with scheduled liner replacement, correct sizing, and a tip speed near 25 m/s.
Q: What is the main disadvantage of a centrifugal pump?
View Answer
A centrifugal pump loses efficiency fast as the fluid turns gritty, viscous, or solids-laden, and it is sensitive to cavitation when NPSH margins are tight. On abrasive slurry, whatever efficiency it offers is lost to wear long before head or pressure limits bite, and blockages are common without good slurry management. Push to higher pressure or a thicker mix and a positive-displacement pump eventually wins out.
Q: What are the four types of pumps?
View Answer
Industrial pumps are normally broadly subdivided into three families: rotor-dynamic (centrifugal, including most slurry pumps), positive-displacement (reciprocating and rotary), and special-purpose chemicals metering and dosing pumps. A slurry pump is no fifth family, simply a derivative of the centrifugal/rotordynamic family, with positive-displacement slurry pumps filling a niche for high pressure and viscosity.
Q: What is the difference between a slurry pump and a mud pump?
View Answer
A mud pump is a positive-displacement reciprocating pump that feeds high-pressure drilling mud downhole on oil and gas rigs; a slurry pump is a centrifugal pump that moves abrasive, solids-laden slurry at lower pressure and higher flow. They differ in mechanism, pressure profile, and intended duty.
Q: Slurry pump vs dredge pump, what’s the difference?
View Answer
A dredge pump is a slurry pump tuned for the very high solids fractions and large stones found in dredging, usually with a wider throat and tougher liners; see our companion guide on sand dredge pump vs slurry pump for the full comparison.
Q: Can a standard centrifugal pump be used for slurry?
View Answer
Yes, for a small, all-fines, low-solids job – but it will be spent long before its time, because its relatively narrow, lower-efficiency impeller, tight clearances, and off-the-shelf materials are not meant for heavy abrasion. Once wear life becomes apparent in an abrasive operation, a dedicated abrasive-duty slurry pump investment is easily justified.
Q: How far can you pump slurry?
View Answer
The range is determined not only by the pump. The slurry needs to be kept above critical settlement velocity to prevent solids settling out and stopping up the pipe, and long runs will also use pumps in series to stack head. For very long distance-high pressure pumping duties with positive displacement slurry pumps would start to take over from centrifugals at a certain point.
Specifying a pump for abrasive duty
Give us your duty point: fluid and solids percentage, specific gravity, and head, and our application engineers will provide you with a derated curve, as well as a recommended slurry or centrifugal arrangement.
About This Comparison
Pumps both slurry and water, both centrifugal type, under single ISO 9001 quality control process from: ours A532 high- chrome material wet parts cast to ISO 9906 acceptance test – no compromises The below derating, wear, material and selection advice is drawn from this production perspective validated by; A BBP,ANSI/HI 12.1 through 12.6 standards; Peer-reviewed wear research; A BBP life cycle cost process. Verified by BBP engineering team.
References & Sources
- A systematic review on the sustainability of slurry pumps in the mining industryScienceDirect (peer-reviewed, 2025)
- ANSI/HI 12.1–12.6 Rotodynamic Centrifugal Slurry PumpsHydraulic Institute
- ISO 9906, Rotodynamic pumps, hydraulic performance acceptance tests (Grades 1, 2, 3)International Organization for Standardization
- Pump Life Cycle Costs: A Guide to LCC AnalysisU.S. Department of Energy / Hydraulic Institute
- Numerical Investigation of Erosive Wear of a Centrifugal Slurry PumpASME Journal of Tribology
- Abrasion in centrifugal slurry pumpsNASA Technical Reports Server
- Positive-displacement pumps for high-pressure slurry serviceU.S. DOE Office of Scientific and Technical Information
Related Articles
- Heavy-duty slurry pumpsBBP’s full slurry pump line and specifications
- Centrifugal water pumpsend-suction, multistage and split-case ranges
- High-chrome slurry pump metallurgy and wear guide
- Mining slurry pump selection for abrasive duty
- End-suction centrifugal pump specifications


![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-150x150.png)

