
Get in Touch with BBP

Updated June 2026 · Reviewed by the Beijing Beibangpu Co., Ltd. technical team.
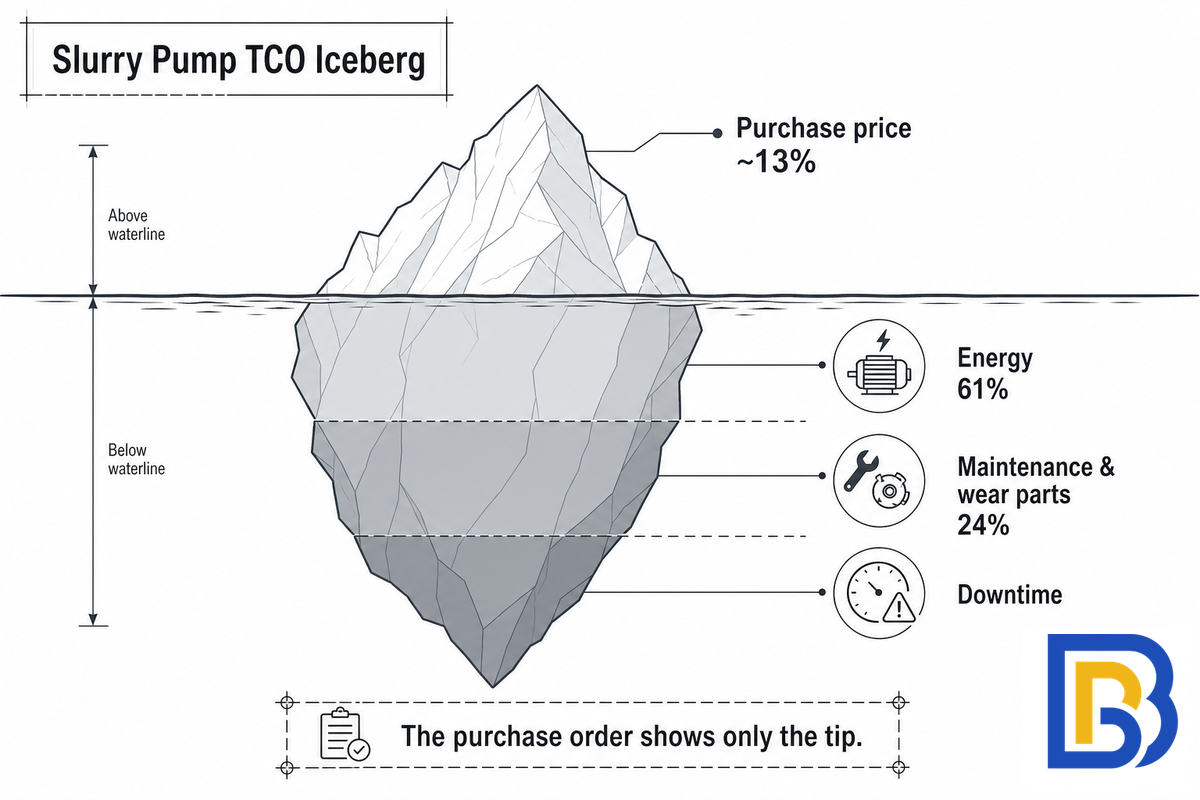
Slurry pump total cost of ownership is the full lifetime cost of owning a slurry pump — its purchase, energy, maintenance, wear parts, and downtime over the service life. For a heavy-duty slurry pump on continuous duty, the purchase price is only about 13% of that total; energy and wear parts dominate the rest.
Slurry Pump TCO at a Glance
| Capital / purchase (5-yr amortized) | ~10–15% of TCO |
| Energy | ~40% (general pump) to ~60–65% (high-duty slurry) |
| Maintenance + wear parts | ~20–25% |
| Biggest controllable levers | Efficiency near BEP · wear-part metallurgy · running slower |
| Service life basis | 15–20 yr (general) / 5-yr capital window (slurry models) |
Shares follow the Hydraulic Institute / Europump life cycle cost framework. All figures are indicative and vary with duty cycle, slurry, and electricity rate.
A slurry pump’s total cost of ownership is the full lifetime cost of buying, powering, maintaining, and repairing the pump over its service life, not the number on the purchase order. On a heavy-duty slurry duty, the initial price is typically only about 13% of that lifetime cost; energy and wear parts dominate the rest. If you compare two pumps on sticker price alone, you’re optimizing the smallest line item and ignoring the 85–90% that follows.
In one line: Slurry pump total cost of ownership is the sum of purchase, installation, energy, maintenance, wear parts, and downtime across the pump’s life; for a continuously running slurry pump the purchase price is roughly 13% of the total, energy is the largest single line, and the cheapest pump to buy is rarely the cheapest to own.
💡 Key takeaways
- The cheapest pump to buy is usually the most expensive to own, a $0-upfront “keep repairing it” option carried the highest 8-year cost in the canonical DOE/Hydraulic Institute study.
- “Harder lasts longer” isn’t always true: rubber out-wears high-chrome below a particle-size crossover near 700 microns.
- Slurry wear scales with roughly the 2.5–3 power of speed (NASA measured 2.7), so halving pump RPM extends wear life on the order of six- to eight-fold.
- Energy is the biggest controllable cost, and ~75% of pumping systems are oversized, which quietly burns both energy and wear life.
What Total Cost of Ownership Means for a Slurry Pump
Total cost of ownership (TCO) is the discipline of counting every dollar a pump consumes from procurement to decommissioning. The Hydraulic Institute and Europump life cycle cost guide breaks it into eight components: initial purchase, installation and commissioning, energy, operation labor, maintenance and repair, downtime and lost production, environmental, and decommissioning. The guide states plainly that “the initial purchase price is a small part of the life cycle cost for high usage pumps.”
That last qualifier matters. For a pump that run only a few hundred hours a year, the capital cost share is proportionally larger. On an abrasive slurry pump running continuously, the initial cost shrinks to a sliver while energy usage and wear parts swell, the true cost surfaces in long-term costs, not the upfront cost, and a buyer focused on total ownership and long-term value reads the whole stack. A peer-reviewed ASME study on slurry pump wear and TCO found that procurement decisions “have often been made on initial price rather than the total cost of ownership” — and that wear, part replacement, and downtime form a significant portion of operating cost. Understanding the full picture is the difference between a pump that look cheap and a pump type that actually is cheap to run. If you’re still deciding between pump architectures, our guide on the difference between a slurry pump and a standard centrifugal pump covers where each one belongs.
The 5-Year Slurry Pump Cost Stack: Where the Money Actually Goes
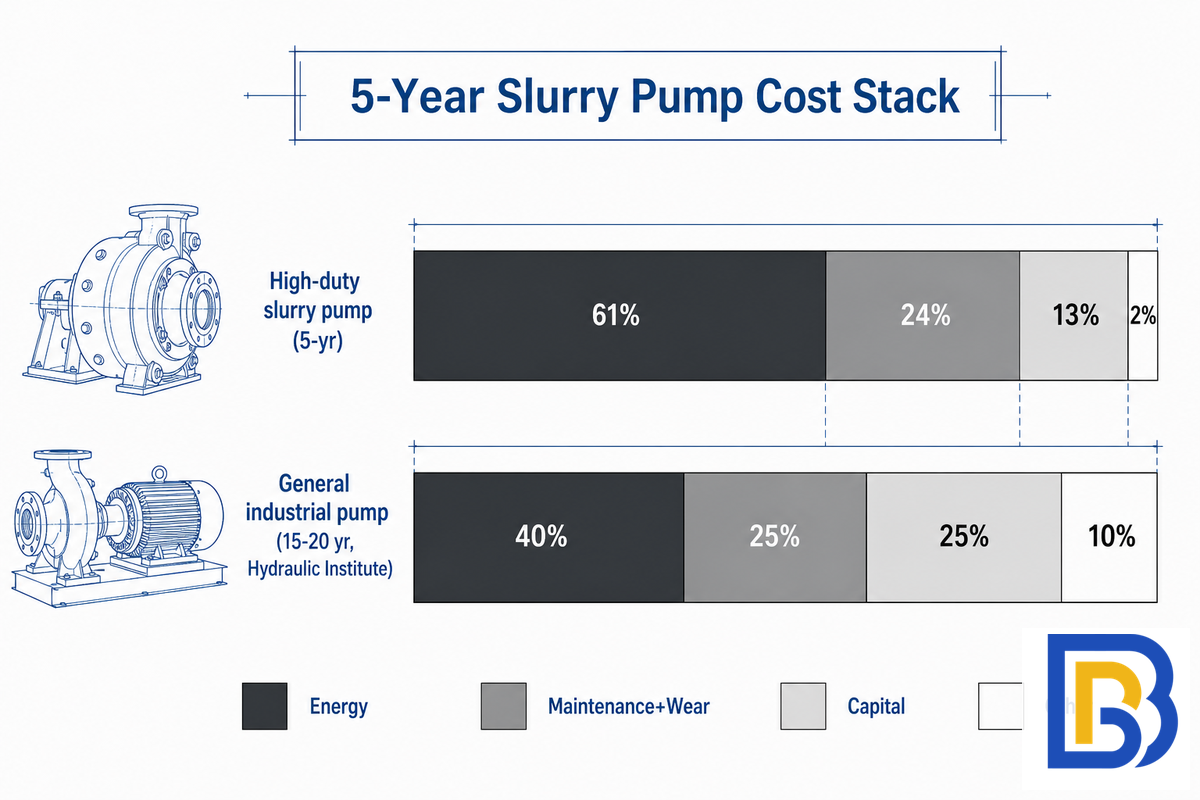
Here’s the full 5-Year Slurry Pump Cost Stackthe lifetime cost broken into the lines that actually appear on an operating budget. Percentages below reflect a high-duty slurry pump amortized over five years; the dollar bands are indicative and scale with pump size and duty.
| Cost category | Share of TCO | Primary driver |
|---|---|---|
| Energy | ~61% | Motor efficiency, duty cycle, head, flow rate |
| Maintenance labor + repairs | ~14% | Replacement frequency, mean time to repair |
| Wear parts (impeller, liners, throatbush) | ~10% | Slurry abrasiveness, wet-end metallurgy |
| Capital / purchase (5-yr amortized) | ~13% | Pump, motor, baseplate; install often dwarfs the pump |
| Mechanical seal / gland water | ~1% | Seal type, flush-water supply |
| Bearings | ~0.5% | Lubrication discipline, vibration |
| Spare-parts inventory carry | ~1% | Parts availability, lead time |
| Installation & commissioning | included in capital | Piping, gland-water system, cabling |
| Unplanned downtime / lost production | variable, often largest hidden line | Reliability, redundancy, support response |
| Decommissioning / disposal | ~0.5% | End-of-life scrap, environmental |
Split derived from published slurry-pump total-ownership-cost models and the Hydraulic Institute LCC framework; downtime is tracked separately because it varies enormously by site.
This is what we call The 13% Capital Rule: across continuously running slurry duty, the purchase price lands near 13% of the five-year cost stack. The number isn’t arbitrary, but it is conditional, and that nuance is where most buyers go wrong.
⚠️ Important: the split is duty-dependent
For a general medium-size industrial pump over a 15–20-year life, the Hydraulic Institute puts the pie nearer initial ~10% / energy ~40% / maintenance ~25% / other ~25%. That energy-heavy ~61% slurry figure reflects high-power continuous duty and a shorter 5-year capital window. Always state the assumed pump life next to any TCO pie, the percentages move with it. A U.S. Department of Energy case study even showed energy at ~83% of a badly oversized system’s life cycle cost.
Energy: The 60% of TCO You Never See on the Invoice
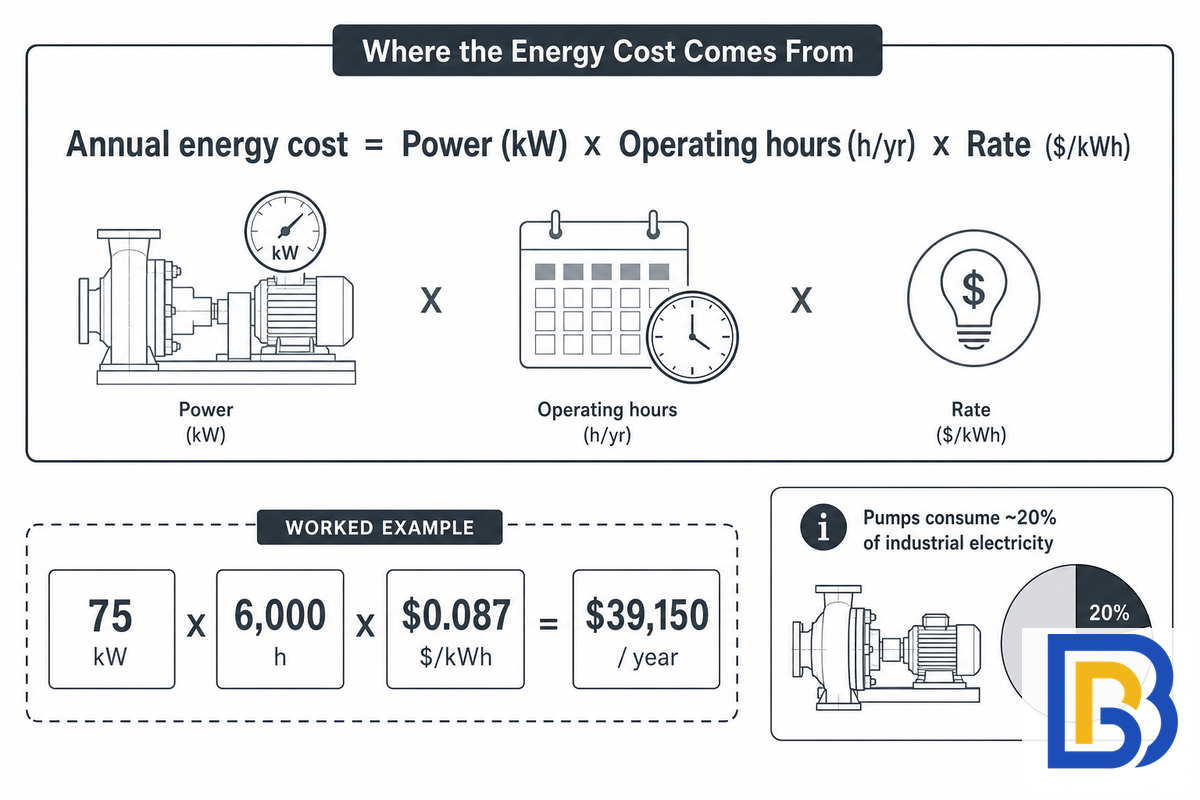
For the continuous, high-duty slurry service this guide addresses, a slurry pump’s energy consumption is usually the largest single line in its total cost, and it’s invisible on the purchase order. On intermittent or standby duty, downtime and wear can take the top spot instead. Its math is simple and worth memorizing. Annual energy cost equals power input multiplied by operating hours multiplied by the electricity rate:
📐 Engineering Note — annual energy cost
Annual energy cost = power input (kW) × operating hours (h/yr) × rate ($/kWh). Worked example: a 75 kW slurry pump running 6,000 h/yr at the current U.S. industrial rate of about $0.087/kWh costs 75 × 6,000 × 0.087 ≈ $39,150 per year, or roughly $196,000 over five years, many times the pump’s purchase price. Drop the absorbed power 10% by running nearer the best efficiency point and you save about $3,900 every year, indefinitely.
Two facts make energy the line to attack first. Mineral-processing pumps alone consume 18–28% of plant energy, and pumping systems account for nearly 20% of the world’s electrical energy demand. Yet the U.S. Department of Energy and Lawrence Berkeley National Laboratory estimate that 30–50% of the energy a pump system consumes could be saved through equipment and control changes, and that around 75% of pumping systems are oversized. A slurry pump’s hydraulic efficiency, the proximity of its duty point to the best efficiency point, and pipe friction in the system decide how much of that 60-plus percent you actually pay. Energy efficiency is therefore the first lever a buyer should price: a more efficient pump trims energy usage every hour it run, and modern wet-end design, increasingly validated with computational fluid dynamics, targets higher-efficiency hydraulics for demanding applications in mineral processing. Worn casing and impeller clearances quietly raise power consumption as the pump ages, which is why energy and maintenance are coupled, not separate, problems, and why energy efficiency now sits alongside environmental sustainability in procurement scoring. For the duty-point side of the equation, our centrifugal pump range shows how head and flow selection set the baseline power draw.
Wear Parts and Metallurgy: Why the “Cheap” Pump Costs More
The second-biggest controllable line is wet-end wear. Abrasive fluids and solid-laden slurry destroy impellers, volute liners, throatbushes, and the suction liner, and the metallurgy you choose decides the wear rates and how often you replace them. Excessive wear on a centrifugal slurry pump is what turns a dependable pump into a budget line, so longer wear life is the goal of every material decision. Wet-end pump design sets the wear envelope, and the defensible material specification for heavy-duty slurry service is high-chrome white iron to ASTM A532 Class III Type Aroughly 23–30% chromium, bulk hardness above 600 BHN (HRC 58–62), with hard M7C3 chromium carbides making up at least 25% of the structure by volume. We pour this alloy in our own foundry and verify hydraulic performance to ISO 9906 before a pump ships, so wear-part durability is something we design in rather than hope for.
| Material | Hardness | Relative wear life | Best duty |
|---|---|---|---|
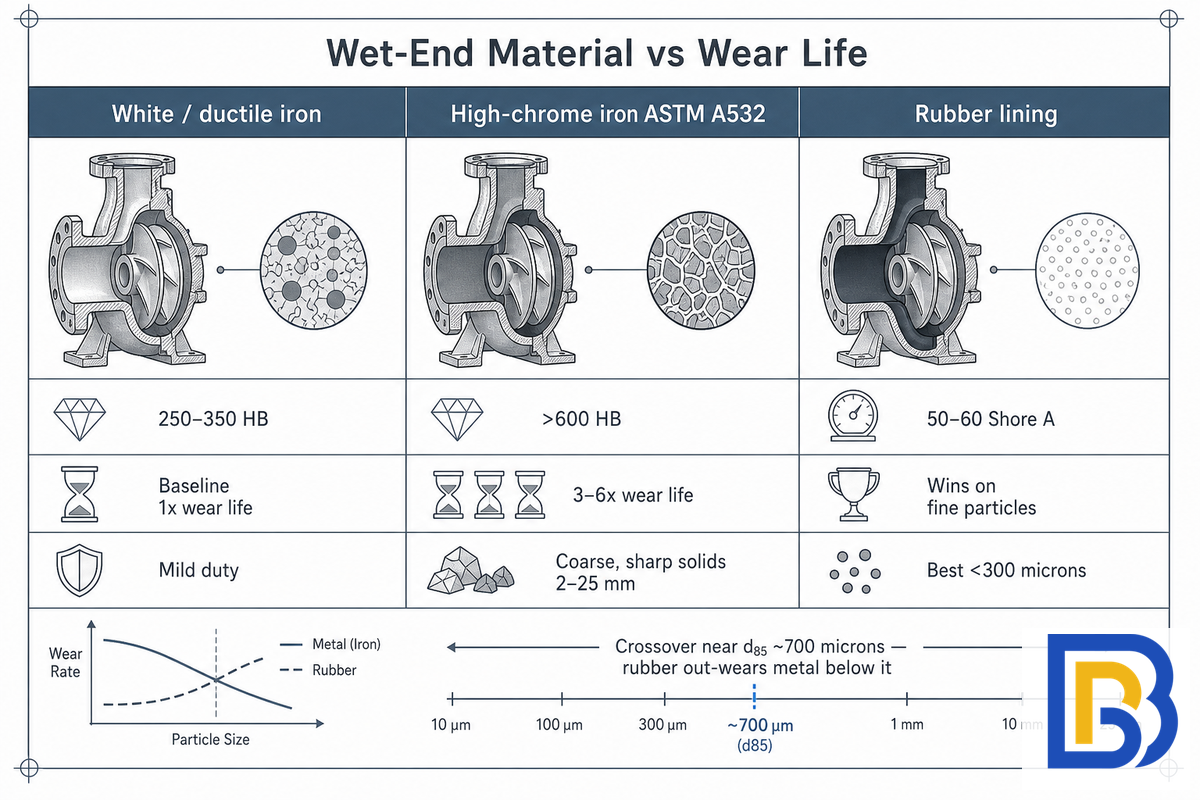
| Ductile / white iron (standard) | ~250–350 BHN | baseline (1×) | Mild, low-solids duty; lowest initial price |
| High-chrome iron (A532 Cl III) | >600 BHN | ~3–6× ductile in quartz slurry | Coarse, sharp, angular solids ~2–25 mm |
| Natural rubber lining | 50–60 Shore A | wins on fine particles | Fine, rounded solids <~300 µm, neutral pH, <70°C |
| Polyurethane | ~85–95 Shore A | 3–5× rubber in fine silica | Fine silica tailings, higher tip speed than rubber |
Here’s the part most selection guides get wrong. Hardness isn’t a universal predictor of wear life. A peer-reviewed study in the journal Wear found that rubber side-liners wear less than metal at small particle sizes, and only wear more once particles exceed a d85 crossover near 700 microns. High-chrome iron, the hardest option, is explicitly unsuitable for fine sub-300-micron abrasives, where a soft, elastic rubber absorbs particle impact that would chip a brittle carbide. So “buy the hardest material” is the wrong instinct; match the material to particle size, angularity, and pH first.
“The hardest wet-end alloy is not automatically the longest-lasting. In fine, low-angularity slurries an elastomer liner routinely outlasts high-chrome iron, the right answer depends on the particle, not the Brinell number.”
The economic payback show up in changeout frequency, not the sticker price of a single part. In abrasive quartz duty a high-chrome wet end commonly needs 1–2 changeouts a year versus 4–6 for ductile iron, so a part that costs roughly twice as much per unit can still cut annual wear-part spend and, more importantly, the downtime around each change. Patent activity tracks the same goal: a recent composite slurry pump impeller patent embeds 2–6-micron tungsten-carbide inserts in a high-chrome host so that, as the host wear, the carbide self-exposes and slows passageway wear, extending service life. For a full treatment, see our deep dives on high-chrome slurry pump metallurgy and rubber-lined slurry pumps, or run a duty through our slurry pump material selector.
Maintenance, Downtime, and MTBF: The Operating Cost Buyers Underestimate
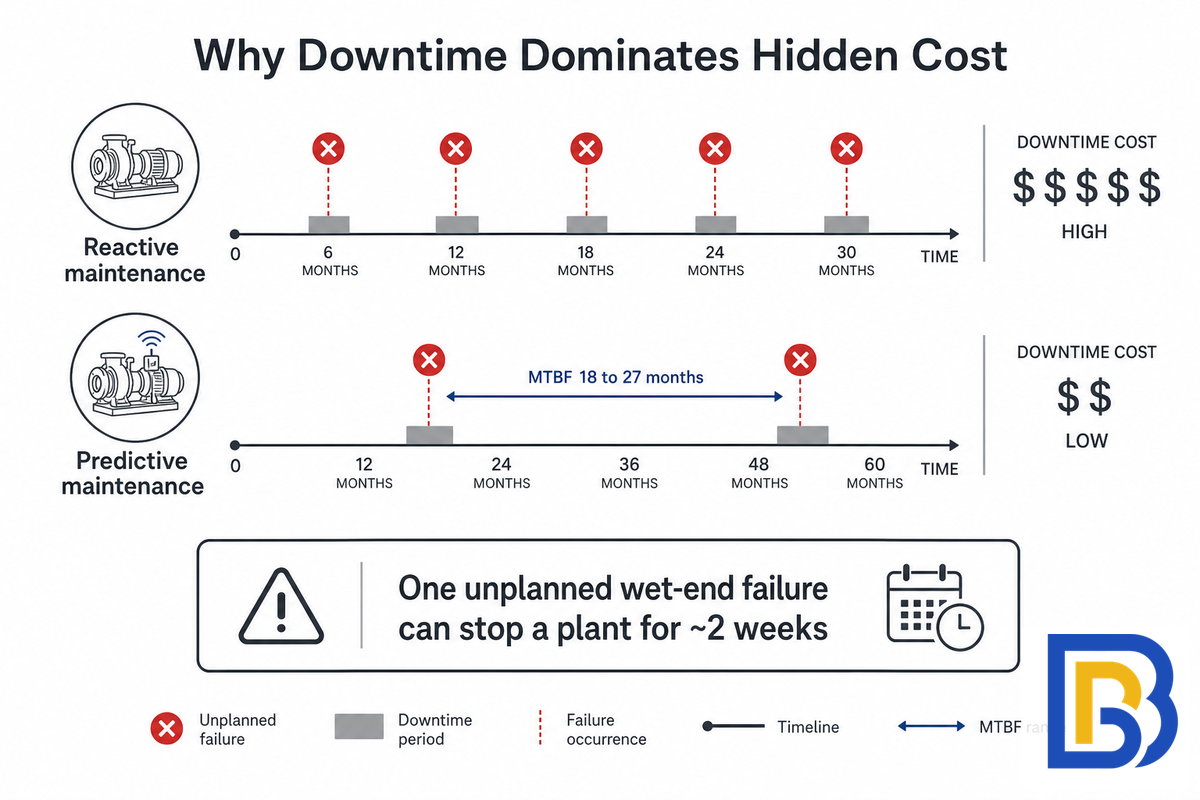
Maintenance is more than the price of spare parts, it’s the labor to fit them, and above all the production lost while the pump is down. Hydraulic Institute analysis notes that downtime and lost-production cost “can rival the energy costs and replacement parts costs in its impact.” Reliability, expressed as mean time between failures (MTBF), is therefore a cost variable, not just an engineering metric: the DOE/LBNL study above documented a system whose MTBF improved from 18 to 27 months once it was properly sized and maintained.
A real example show how violently downtime swamps part cost. At a frac-sand operation moving more than three million tons a year, slurry pumps were failing every two weeks at about $120,000 per failure in materials, labor, and lost production. Adding predictive condition monitoring and intelligent lubrication eliminated the failures and was credited with $1,731,440 in annual savings. One detail that matters for procurement: roughly 80% of bearing failures trace back to lubrication, and over 70% of bearings in U.S. plants are still lubricated by hand. Reliability is bought with a maintenance strategy, redundancy, and responsive technical support that shortens mean time to repair, not with a lower purchase price. A shift from reactive repair to predictive maintenance and routine maintenance programs is what holds maintenance costs down and uptime high in continuous-duty applications; it’s also what gives a plant engineering team peace of mind that maintenance need are planned, not emergencies.
Field practice reflects this. Operators of continuous slurry duty commonly run a lead pump non-stop, exercise an installed standby about an hour every other day, and target on the order of a 24,000-hour interval to major overhaul, the redundancy exists specifically so a wet-end failure doesn’t stop production. Maintenance veterans report that a single unplanned failure can shut a facility for about two weeks of teardown and rebuild, a loss that dwarfs the cost of the impeller that triggered it. Tracking wear before it becomes failure is far cheaper than running to failure; our guide to slurry pump spare parts and replacement intervals covers what to stock and when.
Sizing and Selection: TCO Is Decided Before You Buy
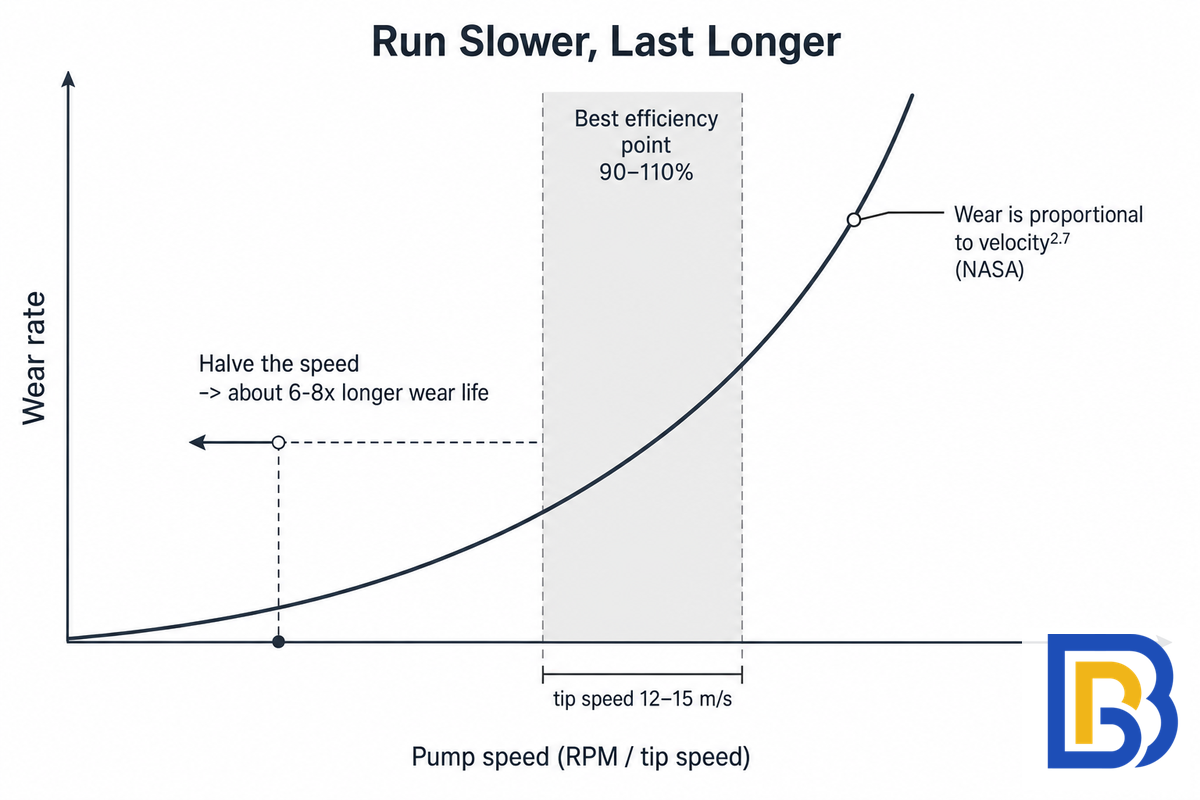
Pump sizing is the single largest lever on both energy and wear life, and it’s pulled before the pump is ever installed. Selecting the right pump means matching capacity to the real operating conditions, flow, head, solids concentration, and how solid-laden the slurry run, rather than choosing the wrong size on a safety hunch; sizing sets the pump performance envelope for its whole life. Slurry pump wear doesn’t rise in step with speed, it rises with a power of speed. Across NASA, dredging-industry, and academic sources, abrasive slurry wear is consistently reported to scale with roughly the 2.5 to 3 power of velocity for the pump wet end: a NASA technical report cites about 2.7, while dredging-industry practice (WEDA proceedings) uses 2.5 as a conservative value and 3 in the general case. Its practical consequence is dramatic: at an exponent of 2.7 (NASA), halving pump speed extends wear life about 6.5-fold; at the simplified cube law (n = 3) the figure approaches eightfold. Either way, the gain is large and non-linear.
📐 Engineering Note — run slower, last longer
Using the simplified cube law (n = 3) as an illustration, dropping impeller tip speed from 15 m/s to 12 m/s, the standard band for general slurries, cuts wear roughly (12/15)³ ≈ 0.51, about a 49% reduction; at the measured exponent of 2.7 the reduction is closer to 36%. A physically larger pump turning slowly beats a small pump spun fast, even though the small pump has the lower purchase price. Erosion is also minimized at the best efficiency point, so size for 90–110% of BEP and avoid sustained operation below 80%.
How do I choose the right slurry pump for the lowest cost?
Right-size first, then run as slow as the duty allows. The most common and most expensive mistake is buying “bigger to be safe”: the Hydraulic Institute estimates that 30–40% of installed pumps are significantly oversized, and an oversized pump runs throttled or recirculating, wasting energy and pushing the duty point away from BEP where wear accelerates.
A landmark Finnish field study of 1,690 pumps found average pumping efficiency below 40%, with oversizing and throttled valves the two leading culprits. An undersized pump is the opposite trap: it forces high velocity and high wear. Correct sizing, adding only a modest 15–25% power margin and landing near BEP, has been shown to extend pump life 30–50%. Match the heavy-duty design to the actual duty using our heavy-duty slurry pump range or a submersible slurry pump where sump geometry favors it.
How to Calculate Your Slurry Pump TCO
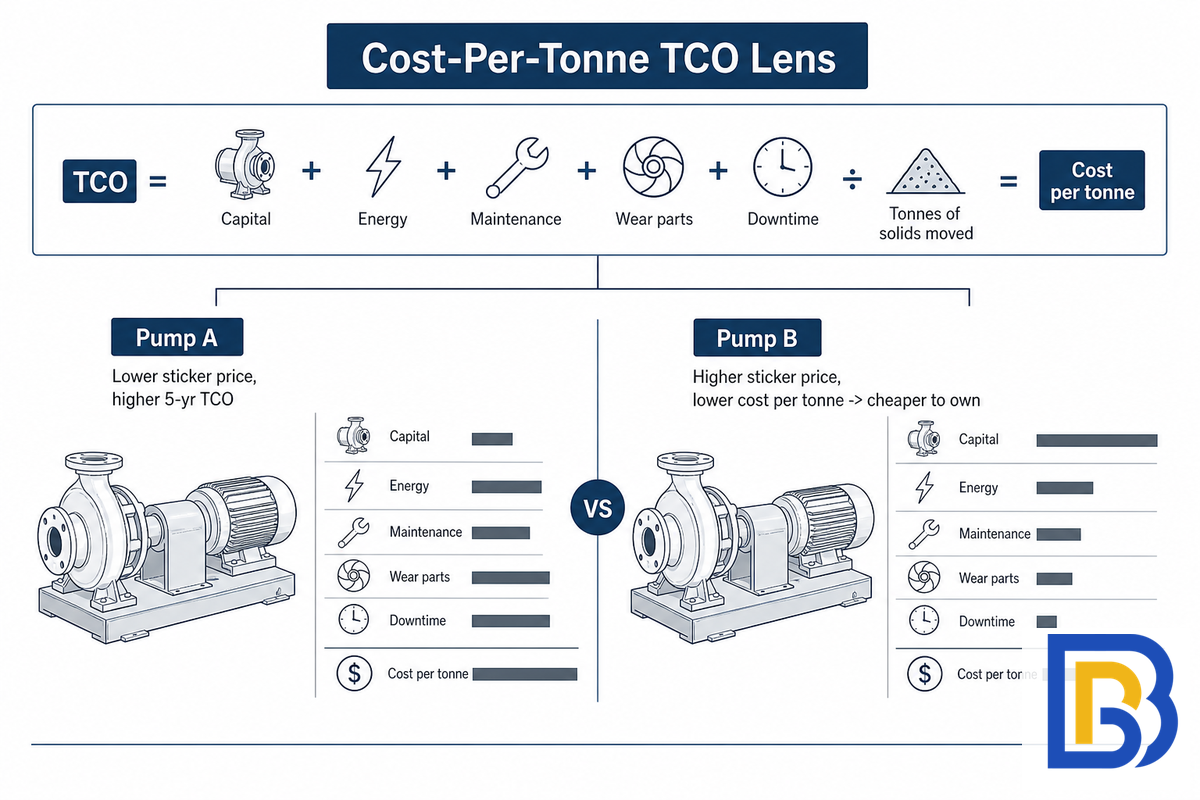
To compare two pumps honestly, evaluate them on lifetime cost, not list price. Sum the capital plus the annual energy, maintenance, wear-part, and downtime costs across the service life, then divide by the work done. Hydraulic Institute guidance explicitly recommends normalizing pumps of unequal throughput to cost per unit of outputdollars per tonne of solids moved. We call this the Cost-Per-Tonne TCO Lens, and it’s the cleanest way to see past a tempting purchase price.
A worked two-pump comparison makes it concrete. Suppose Pump A costs $35,000 and Pump B costs $27,500, Pump B looks $7,500 cheaper. But the canonical DOE/Hydraulic Institute life cycle example shows how that inverts: in their eight-year case, the option with the lowest upfront cost finished with the highest total cost (about 113,930), while a modest mechanical change carried the lowest (about 59,481) — the cheapest-to-buy choice was roughly 1.9× more expensive to own. In a published slurry comparison, a higher-priced pump that ran efficiently and reliably delivered solids at about $0.13 per tonne; a cheaper unit that wore faster and stalled production landed well above that once downtime was counted. Normalize to dollars per tonne and the cost-effective choice usually reverses the sticker-price ranking, because the cost savings from efficiency and long-term performance compound across the service life.
💡 Run your own numbers
This article explains the method; to model your own duty point, run hours, electricity rate, and wear-part costs, use our interactive Slurry Pump TCO & ROI Calculator. It applies the same Hydraulic Institute / Europump framework on a 5-year horizon and returns a cost-per-tonne you can compare across suppliers.
The 6-Lever TCO Reduction Ladder for Slurry Pumps
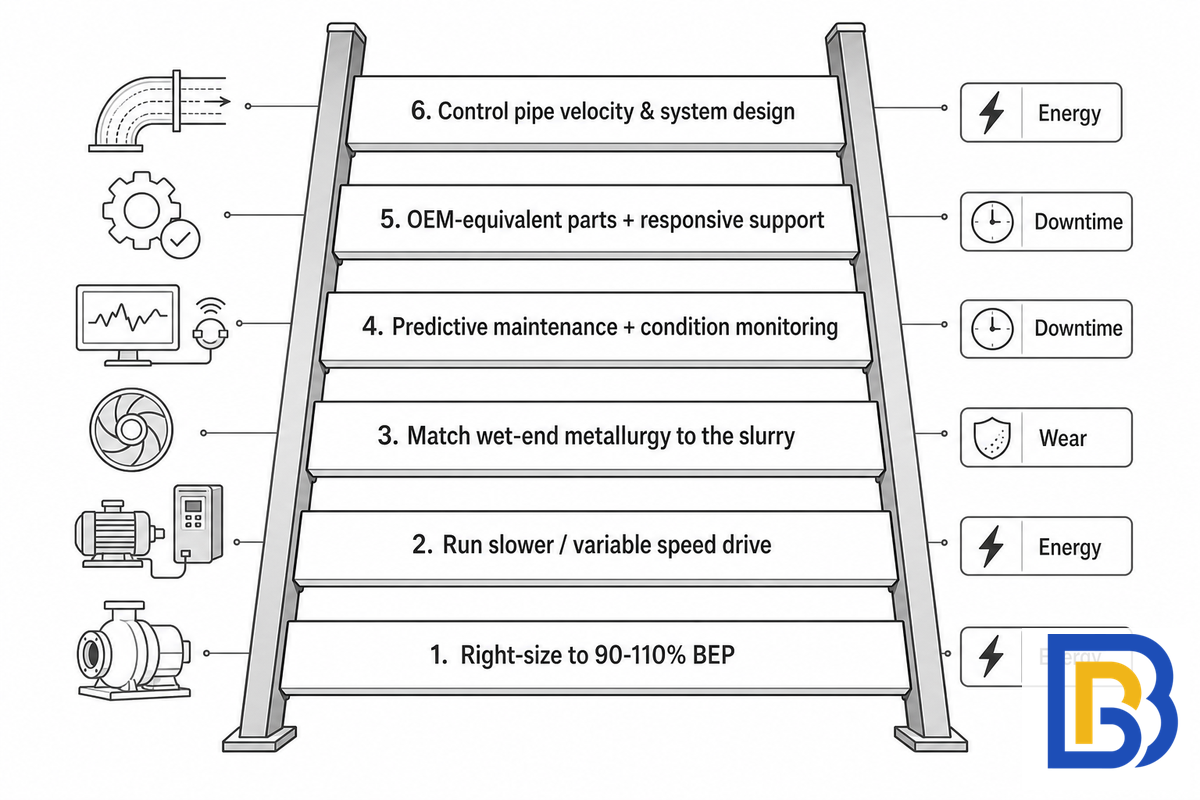
If energy and wear dominate the cost stack, those are where the savings live. Here’s the 6-Lever TCO Reduction Laddersix actions ranked by the cost line each one attacks.
| Lever | Cost line it attacks | Indicative effect |
|---|---|---|
| 1. Right-size to 90–110% of BEP | Energy + wear | Systems approach saves 30–50% energy; +30–50% pump life |
| 2. Run slower / fit a variable speed drive | Energy + wear | Halving speed ≈ 6–8× wear life; VSD cuts energy ≥30% |
| 3. Match wet-end metallurgy to the slurry | Wear parts | Fewer changeouts (1–2 vs 4–6/yr in coarse duty) |
| 4. Predictive maintenance + condition monitoring | Downtime + maintenance | Eliminates unplanned failures; protects MTBF |
| 5. OEM-equivalent parts + responsive technical support | Maintenance + downtime | Shorter mean time to repair, lower inventory carry |
| 6. Control pipe velocity & system design | Energy + wear | Avoid throttling losses and pipeline erosion |
Three of these levers, right-sizing, variable speed, and metallurgy, are decided at purchase; the other three are operational. None of them is the purchase price itself, which is exactly why chasing the lowest sticker price is a false economy. For a few duties, high-viscosity, metering, or very high pressure, a positive displacement pump can beat a centrifugal slurry pump on efficiency and reliability, but for most abrasive transport the centrifugal slurry pump remains the workhorse, and disciplined pump manufacturing plus long-term savings from the levers above decide its total cost.
Do aftermarket slurry pump parts lower TCO?
Aftermarket parts can lower TCO when they hold tolerance. Many slurry pumps run interchangeable wet-end parts, and a quality OEM-equivalent impeller or liner that meets the original hardness and geometry restores wear life at lower cost — provided the supplier backs it with the right metallurgy and engineering support.
One risk is dimensional drift: a part that runs a slightly wider clearance recirculates slurry, raising both wear and power. The reliable rule is to verify material specification and tolerance, not to buy on part price alone. Our overview of slurry pump parts and what each one does explains where tolerances matter most.
Industry Outlook: Energy Rules Are Making TCO the Top Buying Criterion
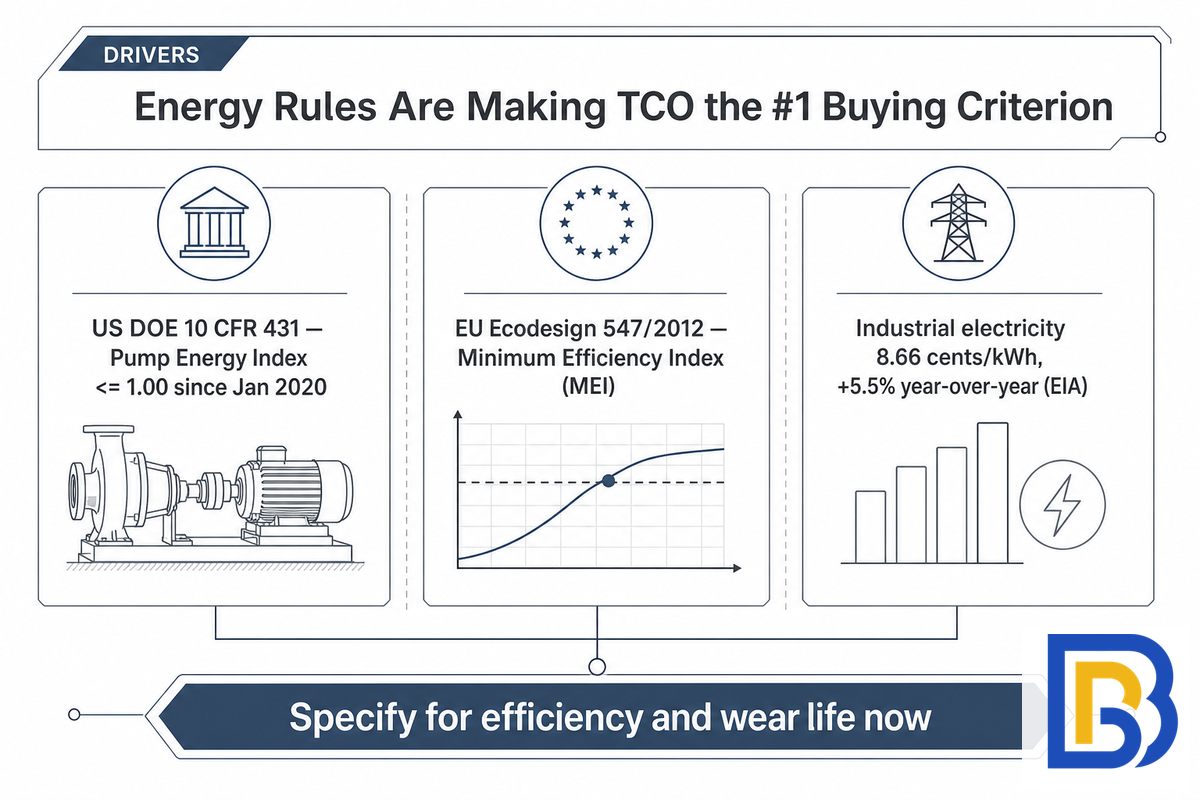
The reason TCO is moving to the front of slurry pump procurement is regulatory and economic, not fashionable. Two efficiency floors now shape the market. In the United States, the Department of Energy’s pump standard (10 CFR 431) has required covered clean-water pumps sold since January 27, 2020 to meet a Pump Energy Index of 1.00 or better; a 2024 tightening was later withdrawn, so the 2020 floor remains operative. In the European Union, the Ecodesign regulation (EU 547/2012) sets a Minimum Efficiency Index that has progressively removed the least-efficient models from sale. Many heavy slurry pumps fall outside the clean-water scope of these rules, so the right way to read them is as an efficiency culture that’s reshaping how every pump buyer thinks, not as a direct mandate on slurry equipment.
That cost driver is just as real. U.S. industrial electricity averaged 8.66 cents/kWh in April 2026, up 5.5% year over year. On a pump that run continuously, even a small rate rise multiplied across thousands of operating hours moves the dominant line of the cost stack. For anyone planning a 2026 project, the takeaway is plain: specify for efficiency and wear life now, model the five-year energy cost at today’s rising rate, and treat the purchase price as the small variable it’s. Markets are rewarding total-cost-of-ownership thinking because the regulations and the electricity bill both point the same way.
Frequently Asked Questions
How much does a slurry pump cost?
View Answer
A slurry pump price ranges widely — from a few thousand dollars for a small unit to well over $100,000 for a large heavy-duty mining pump — driven by size, head, flow, and wet-end material. But that purchase price is only about 13% of the total cost of ownership on continuous duty. Energy and wear parts make up the bulk, so the cheapest pump to buy is rarely the cheapest to own.
What is the total cost of ownership of a slurry pump?
View Answer
It is the full lifetime cost: purchase, installation, energy, maintenance, wear parts, and downtime over the pump’s service life. For a high-duty slurry pump amortized over five years, a typical split is roughly energy 61%, maintenance and wear parts 24%, and capital 13%. For a general industrial pump over 15–20 years, the Hydraulic Institute puts energy nearer 40% and capital nearer 10%. That split depends on duty cycle and the amortization window.
How much does it cost to run a slurry pump?
View Answer
Annual energy cost equals power input (kW) × operating hours × electricity rate. A 75 kW pump running 6,000 hours a year at about $0.087/kWh costs roughly $39,000 per year in electricity alone — far more than its purchase price over five years. Running nearer the best efficiency point or fitting a variable speed drive can cut that figure by 30% or more.
Why do high-chrome slurry pumps cost more but save money over time?
View Answer
High-chrome white iron (above 600 BHN) can last roughly three to six times longer than standard ductile iron in coarse abrasive slurry, cutting changeouts from 4–6 per year to 1–2 and slashing the downtime around each one. That higher part price is repaid in fewer replacements. One exception: in fine sub-300-micron slurries, soft rubber actually outlasts high-chrome, so the savings depend on matching material to particle size.
How do you calculate slurry pump TCO?
View Answer
Add capital plus the five-year energy, maintenance, wear-part, and downtime costs, then divide by tonnes of solids moved to get a cost per tonne you can compare across pumps. Our TCO calculator automates it.
What is the price of a 10 HP slurry pump?
View Answer
A 10 HP slurry pump typically falls in the low-to-mid thousands of dollars depending on wet-end material and configuration; a submersible slurry pump price for the same power runs higher because of the motor and cable. Either way, its five-year energy and wear costs will usually exceed that purchase price several times over.
What maintenance does a slurry pump need to control cost?
View Answer
Routine impeller-to-casing clearance adjustment, wear-part inspection, disciplined bearing lubrication, and condition monitoring of vibration and temperature. Because most bearing failures trace to lubrication and unplanned downtime dominates hidden cost, a predictive maintenance program with responsive technical support protects reliability and total cost more than any single part choice.
Specify for lifetime cost, not sticker price
BBP builds heavy-duty slurry pumps with foundry-poured high-chrome and elastomer wet ends matched to your duty, backed by ISO 9906-verified performance and interchangeable parts. Model your own numbers before you buy.
About This Analysis
This guide was prepared by the engineering team at Beijing Beibangpu Co., Ltd. (BBP), a manufacturer of heavy-duty slurry and centrifugal pumps with an in-house foundry producing ASTM A532 high-chrome wet ends and ISO 9906 hydraulic testing. Cost shares are drawn from the Hydraulic Institute / Europump life cycle cost framework and published slurry-pump ownership-cost models; all figures are indicative and vary by duty, slurry, and electricity rate.
References & Sources
- Pump Life Cycle Costs: A Guide to LCC Analysis for Pumping SystemsU.S. Department of Energy / Hydraulic Institute / Europump
- Going with the Flow: Life Cycle Costing for Industrial Pumping SystemsLawrence Berkeley National Laboratory (U.S. DOE)
- Lifecycle Cost AnalysisHydraulic Institute
- Wear and the Total Cost of Ownership of Slurry PumpsASME (FEDSM2002-31283)
- A Systematic Review on the Sustainability of Slurry Pumps in the Mining IndustryMinerals Engineering (2025)
- Coal/Oil Slurry Feed Pump Technical ReportNASA Technical Reports Server
- Slurry Pump Side-Liner Wear: Laboratory and Field ResultsWear (journal)
- 10 CFR 431.465, Energy Conservation Standards for PumpsU.S. Government (eCFR)
- Ecodesign Requirements for Water Pumps (EU 547/2012)European Commission
- Electricity Monthly UpdateU.S. Energy Information Administration
- Impact Wear Behaviour of Large Rocks on Slurry Pump MaterialsWestern Dredging Association (2015)
- Optimizing Bearing Health With Intelligent Lubrication SystemsPumps & Systems
Related Articles
- High-Chrome Slurry Pump Metallurgy & Wear Guidewhen hardness wins, and when it doesn’t
- Rubber-Lined Slurry Pumpsthe fine-particle TCO winner
- Slurry Pump Spare Parts & Replacement Intervals
- Slurry Pump vs Centrifugal Pumpchoosing the right pump type
- BBP Slurry Pumpsheavy-duty range overview
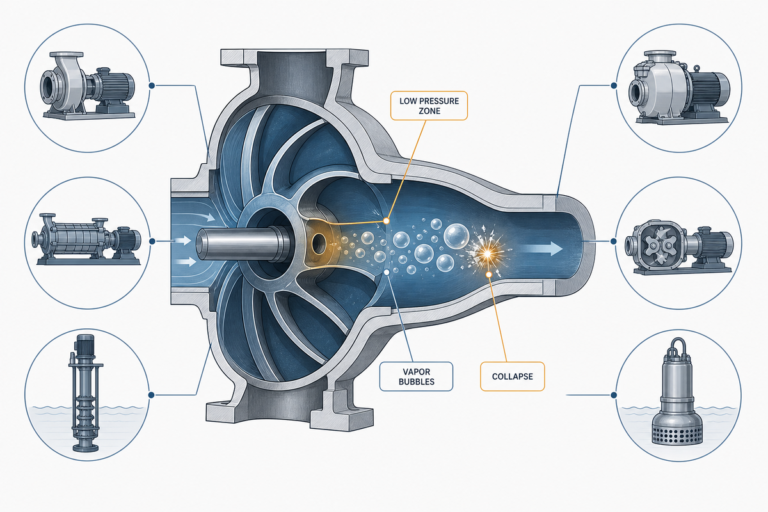
![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-768x512.png)

![Cavitation in Slurry Pumps NPSH Solids Onset [Field Guide]](https://bbpmfg.com/wp-content/uploads/2026/07/cavitation-in-slurry-pumps-featured-1-150x150.png)

